跨坐式单轨车辆转向架构架焊接生产线工艺设计
2019-11-12葛怀普王志伟
葛怀普 王志伟 丁 珂
(中车浦镇庞巴迪运输系统有限公司,241060,芜湖//第一作者,高级工程师)
跨坐式单轨交通系统作为传统地铁、轻轨之外新的轨道交通制式,具有投资较少、地形适应能力强、建设周期短等优点,目前已在美国、日本、新加坡、马来西亚、巴西、韩国、沙特阿拉伯、阿联酋等国,以及我国的重庆、上海、芜湖等城市得以广泛运用。本文基于国内首个PBTS跨坐式单轨车辆,对其构架焊接生产线的工艺设计进行研究。
1 单轨车辆转向架构架结构介绍
不同于传统制式的地铁车辆,跨坐式单轨车辆的转向架走行轮由橡胶轮胎取代铁道车辆的钢制车轮,由导向轮取代钢制车辆车轮轮缘起导向作用。每个转向架共有8个橡胶轮胎,其中:走行轮2个,导向轮4个,稳定轮2个。走行部分较为紧凑的转向架构架是以碳钢材质S355J2为主要材料的焊接结构,其主要化学成分及力学性能如表1和表2所示。跨坐式单轨车辆转向架构架由基础框架、侧梁、导向轮座、电机吊座以及其他小部件组焊而成,如图1所示。电机吊座布置于一侧,整体前重后轻、不对称,结构复杂。
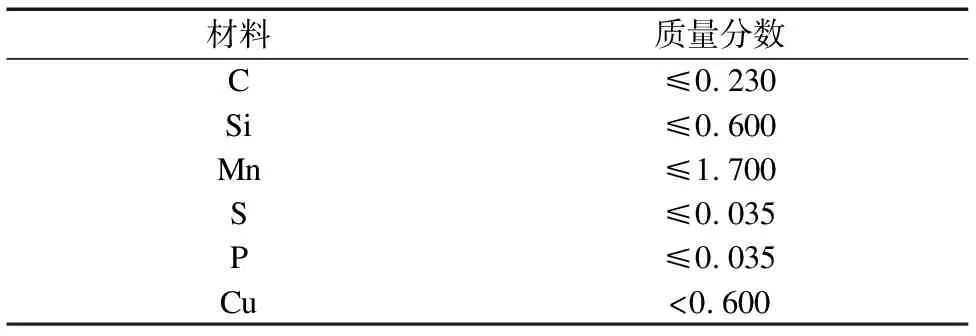
表1 碳钢材质S355J2的化学成分[1] %

表2 碳钢材质S355J2的力学性能[1]
2 单轨车辆转向架构架焊接生产线工艺
为了更好地保证产品质量,提高工厂生产效率,降低人工成本,制造工艺在规划设计时应尽可能地采用机器人焊接,辅以少量的人工焊接。跨坐式单轨车辆转向架构架采用模块化制造工艺,在分别完成横向止挡、牵引杆支座、导向轮座等小件和电机吊座的组装及焊接后,再进行侧梁和基础框架组焊(即将电机吊座与基础框架组焊至一起),最后将基础框架与侧梁组焊。跨坐式单轨车辆转向架构架焊接的具体流程如图2所示。
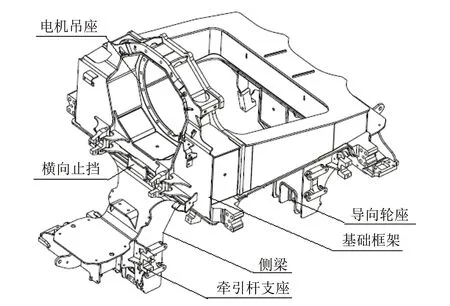
图1 跨坐式单轨车辆构架结构
在整个工艺流程中:小件焊接工序由于本身结构特殊,且焊缝长度较短,采用手工焊接;基础框架为整体箱型结构,易产生扭曲和弯曲变形,且矫正困难,加之基础框架上包含了左右横向止挡、电机吊座等关键零部件,对焊缝质量的要求很高,且焊接工作量占整个构架焊接工作量的55%,因此,基础框架焊接工序对构架整体质量影响很大;构架总组工序直接影响构架上各安装座的组对尺寸,并对构架最终尺寸有着决定性影响。综上考虑,基础框架、构架总组采用机器人焊接,基础框架和构架总组的组装定位焊采用手工焊接。
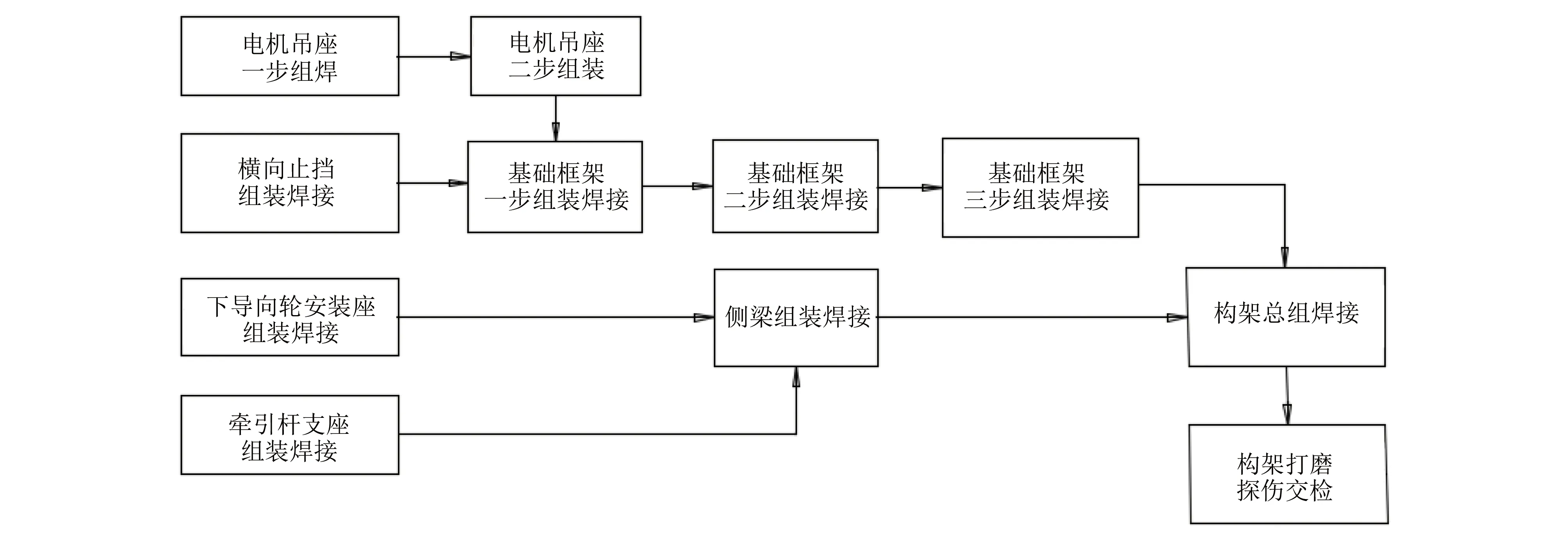
图2 跨坐式单轨车辆转向架构架焊接工艺流程
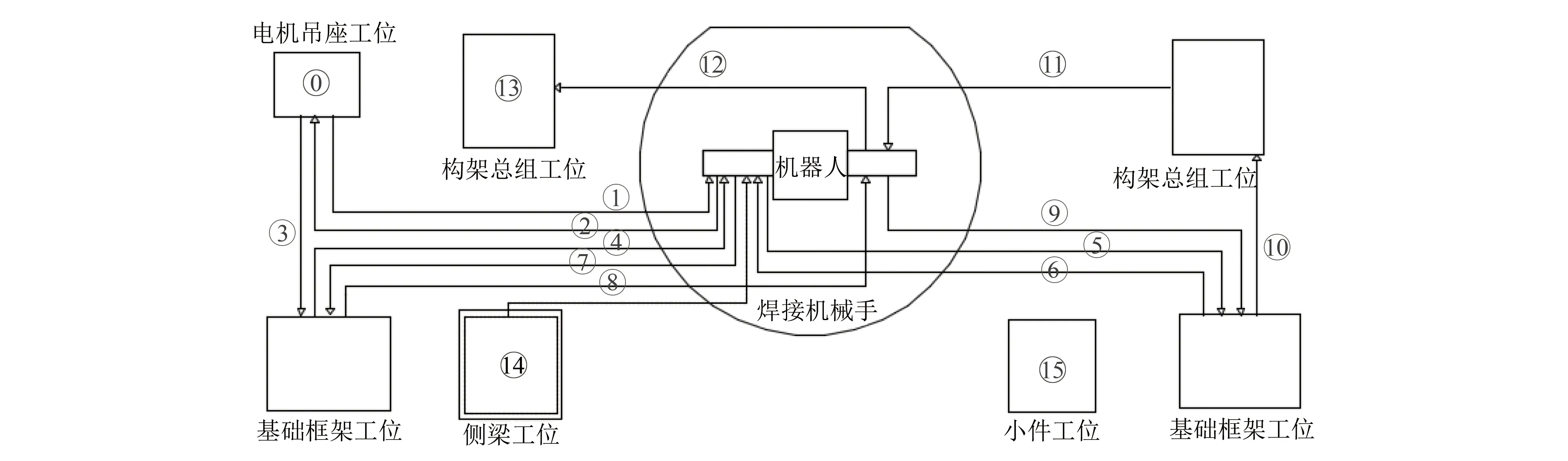
图3 单轨车辆转向架构架焊接工序作业顺序
3 单轨车辆转向架构架焊接生产线优化
生产线平衡是指对生产线的全部工序进行平均化,调整作业负荷,以使各作业时间尽可能相近的一种技术手段与方法[2]。单轨车辆完成了转向架构架焊接生产线的工艺流程设计之后,需要对其焊接生产线作进一步的平衡优化,方可投产使用。影响生产线平衡的因素主要包含:工序的作业内容、操作者的技术水平、工序设备的生产能力,以及物流的安排等其它因素。基于图2的工艺流程,为了尽可能利用机器人实现自动焊接,提高设备利用率,在工艺设计之初就考虑了采用单机器人双工位模式,其工序作业顺序如图3所示,图中数字序号为各工序的代码,其代表的工序见表3。除去小件工位采用手工焊外,其余各工位均以机器人焊接为主。
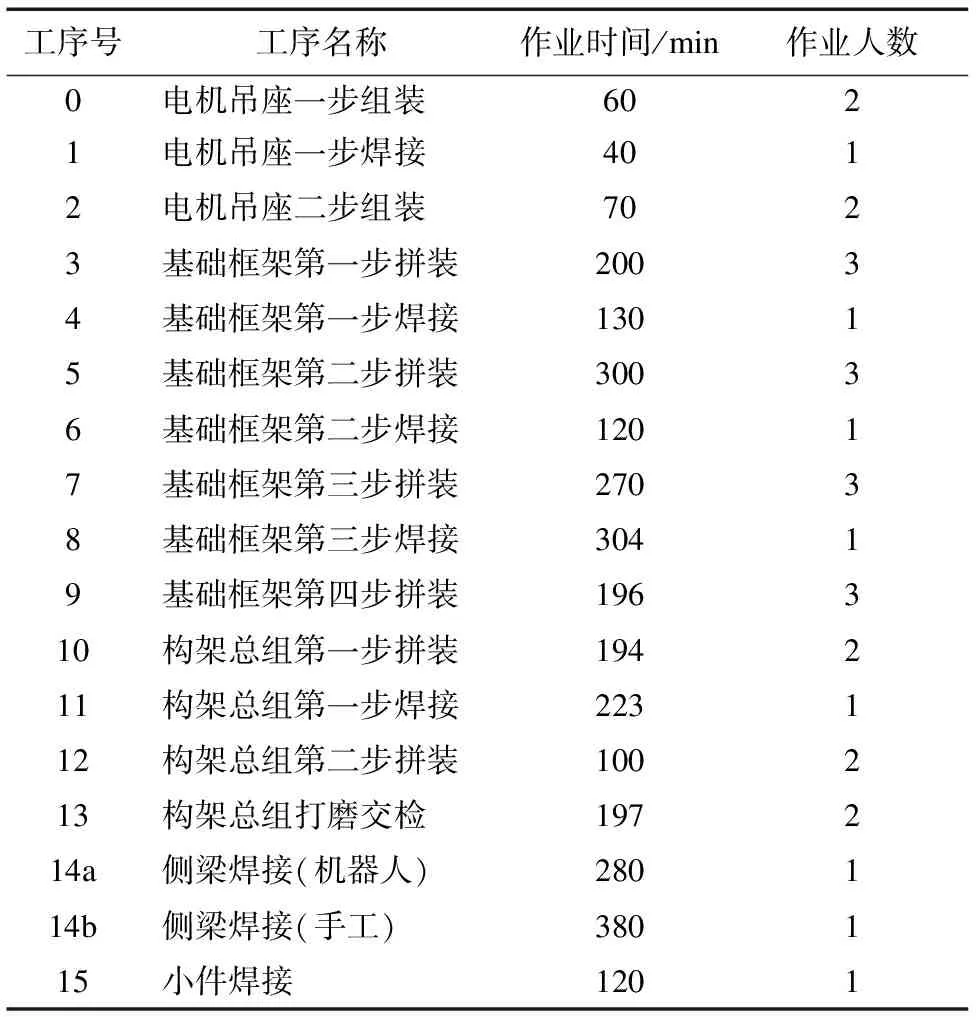
表3 单轨车辆转向架构架焊接工序作业时间统计
对试制阶段的首列车转向架构架主要工序作业内容及生产时间进行了统计,如表3所示。从表3中可以看出,工序0、2、3、5、7、9、10、12为拼装工序,作业时间总计为1 380 min;工序1、4、6、8、11、14为机器人焊接工序,作业时间总计为1 097 min;工序13的作业时间为197 min;工序15为手工焊接工序,作业时间为120 min。为保证各工位连续作业,减少等待时间,将现场作业内容进行调整分配。如图4所示,将这16个工序主要划分为4大生产工位,分别为:A工位(工序13、15),总作业时间317 min;B工位(工序0、2、3、7、12),总作业时间700 min;C工位(工序5、9、10)总作业时间690 min;R工位(工序1、4、6、8、11、14)总作业时间1 097 min。
由于基础件为采购件,物流采用工位配送模式,且操作者均已经过培训和考试,取得上岗资格,故生产线的平衡优化主要考虑工序作业内容、时间以及设备生产能力等方面。依据生产平衡率的计算公式
式中:
ε——初始生产平衡率;
ti——第i个工位的作业时间;
s——瓶颈工位合计所需工时;
n——工位数。
基于现场4大工位作业模式,确认瓶颈工序为R工位(机器人焊接工位),计算得到ε=63.9%。
为了在现有资源配置条件下,尽可能实现工序平衡,进一步提高生产平衡率,对现有的4大工位作业内容进行微调,如图4所示。从图4中可以看出,工序14采用机器人焊接时,A工位作业时间总计为317 min,R工位作业时间总计为1 097 min。工序14采用手工焊时,A工位作业时间总计为697 min,R工位作业时间总计为817 min,计算得到调整后的生产平衡率约为88.9%。
在单班11人配置、围绕单机器人作业的情况下,工序14调整为手工焊,工序13、14、15为A工位,工序0、2、3、7、12为B工位,工序5、9、10为C工位,各工位平均作业时间约为700 min,机器人R工位作业时间为817 min。考虑到每天人工的有效作业时间350 min,机器人的有效作业时间409 min,在生产平衡率从调整前的63.9%提高到调整后的88.9%基础上,可以实现2 d生产出一个单轨车辆转向架构架的产能。
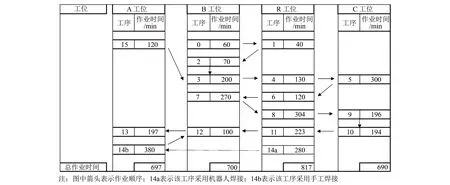
图4 单轨构架焊接工序平衡优化分组
4 结语
工艺设计是生产线建设中相当重要的环节之一,也是持续改进和完善的动态过程。在单轨车辆转向架构架的焊接生产线工艺设计中,充分结合机器人焊接与手工焊接的特点,初步规划的机械化焊接比例约为70%。各工序充分围绕机器人焊接进行布局,通过人员分组调配,在单班配置11人下的情况,适当提高机器人的利用率(单班作业时间比人工作业时间多59 min),可以实现2 d一个构架的产能。
