五轴加工编程技术分析与实践研究
2019-11-11黄伟锋
黄伟锋
(佛山市南海区第一职业技术学校,广东 佛山 528234)
根据叶轮的叶片薄、曲面变化较大,加工易引起振动、加工容易碰撞等的特点,本文按照产品工艺及工作流程,从以下几个方面进行编程与加工论述:叶轮外型粗加工—叶轮外型精加工—叶轮的叶片粗加工—叶轮的叶片半精加工—叶轮的叶片精加工—叶轮的轮毂半精加工—叶轮的轮毂精加工—叶片圆角精加工—叶轮的轴承孔加工的整个加工流程进行分析与实践加工。
1 叶轮外型粗、精加工
叶轮的精度比较高,选择五轴加工中心一次装夹中完成整个叶轮的粗精加工。以工件的顶面圆心点为工件的编程原点。材料为锻铝合金,应用UG 编程软件,叶轮的外型粗、精加工编程时可选择型腔铣定轴加工,编程设置的参数如表1。
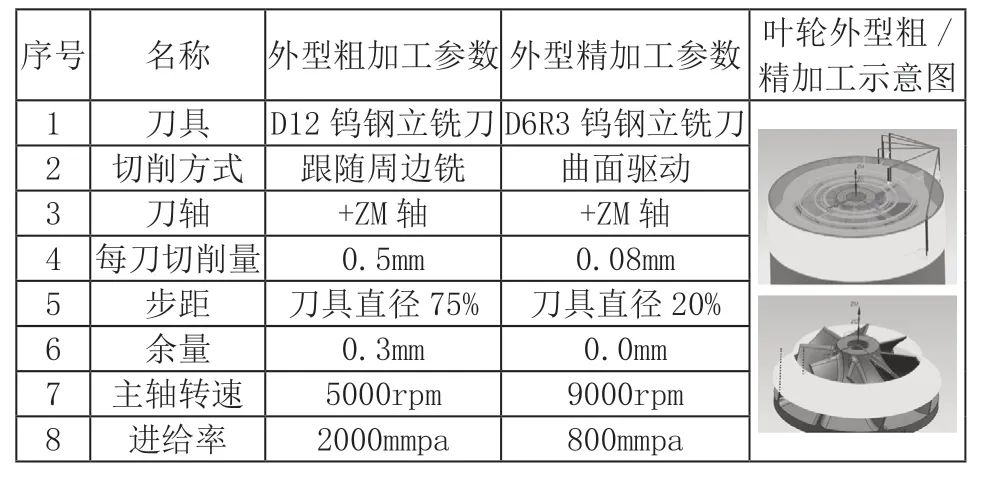
表1
2 叶轮的叶片粗加工
叶轮的叶片复杂曲面造型,不但造型难度较大,在切削加工方面需考虑的因素较多,例如,使用的刀具、加工干涉、加工碰撞等问题。粗加工叶片可采用五轴联动加工机床,在UG 软件编程时可以直接选用多叶片粗加工方式,编程设置的参数如表2 所示。
3 叶轮的叶片半精与精加工
叶轮的叶片精加工是保证叶片质量最后工序,因此,为了保证叶片的质量,粗加工后的叶片还需经过半精加工和精加工两道或以上的加工工序,在UG 软件编程时可以直接选用多叶片精加工方式,编程设置的参数如表3 所示。
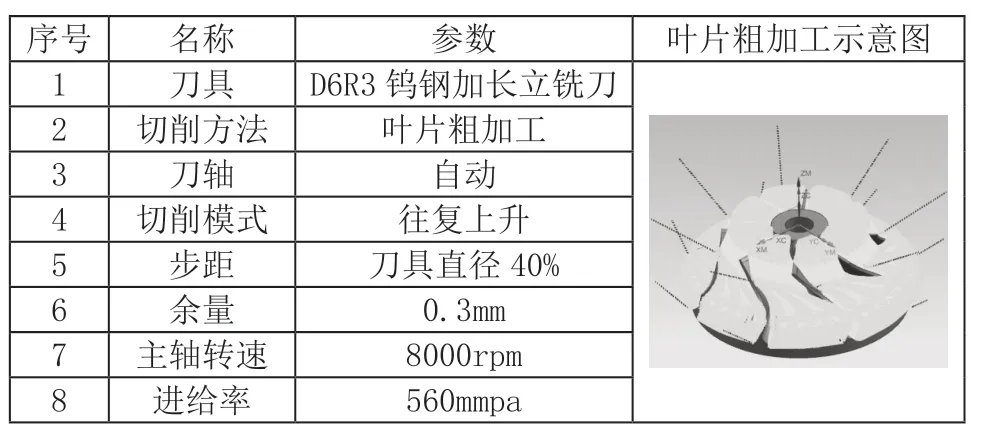
表2
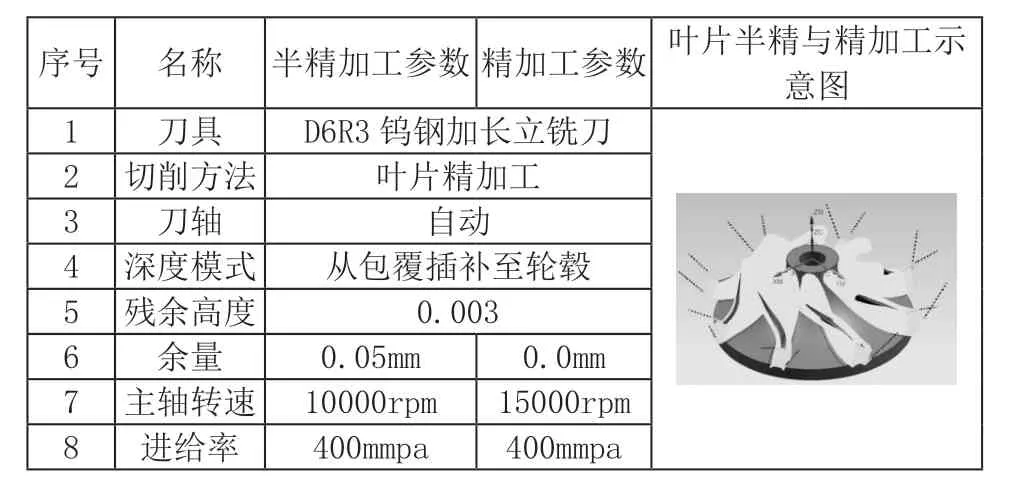
表3
4 叶轮的轮毂半精与精加工
叶轮的轮毂是一个变化较大的曲面,轮毂曲面要求与叶片相似,因此,该曲面需经过半精与精加工完成达到要求,在UG 软件编程时可以直接选用轮毂精加工方式,编程设置的参数如表4 所示。
5 叶轮的圆角精加工
叶轮的圆角精加工采用五轴联动加工,在UG 软件编程时可以选用可变轮廓铣加工方式,编程设置的参数如表5 所示。
6 叶轮的轴承孔粗、精加工
叶轮的轴承孔加工可采用定轴加工,在UG 软件编程时可以选用可孔铣加工方式,编程设置的参数如表6 所示。
7 叶轮的加工实践质量分析与总结
叶轮的CAM 编程,方法很多,但零件的质量与加工的效率在编程时的工艺、走刀方式方法及参数设置等有着很紧密的关系,每个走刀的路径都有很大的优化空间。在实践加工的零件来分析,选用了DMG50 五轴加工中心,加工总时间4小时53 分,多处关键尺寸符合要求,但叶片有振纹,叶片及轮毂表面粗糙度欠佳。因此,根据已选用的加工方式下,可对部分参数进行适当的调整,但机床在精加工状态下,操作面板上的进给倍率,应转动至100%位置,以充分利用设置的进给速度进行加工,以达到较好的效果,如7 表设置的调整切削参数所示。

表4
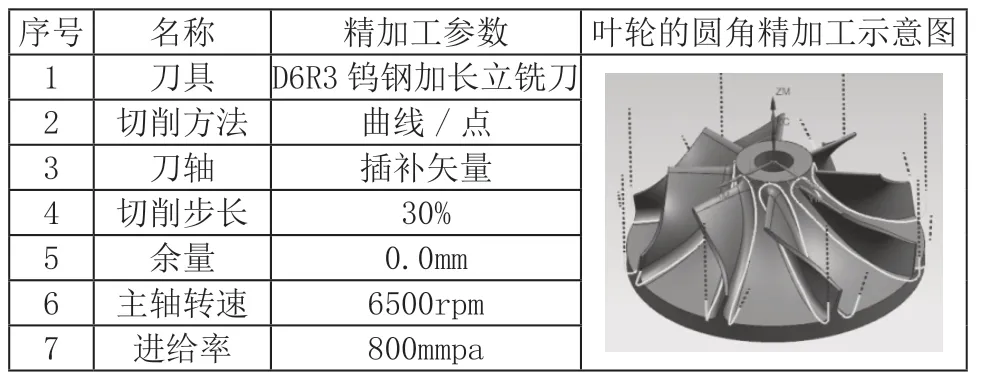
表5

表6

表7