锡林刺辊线速比变化对成纱条干质量的影响
2019-11-08许兰杰张明光曹继鹏
许兰杰 张明光 曹继鹏
(1. 辽东学院,辽宁丹东,118003;2. 辽宁省功能纺织材料重点实验室,辽宁丹东,118003)
梳棉机刺辊速度一直是梳理技术的研究重点之一,刺辊速度大小对分梳、除杂和棉结去除均有很大影响。锡林刺辊线速比(以下简称锡刺比)问题,也有部分学者做过研究[1-3]。文献[4]讨论了锡刺比大小对生条质量的影响,结果显示,锡刺比为1.79和1.98时,较有利于棉结和杂质的去除。但关于锡刺比变化对成纱条干质量的影响问题尚未有过报到。我们就此进行了试验研究,试验结果分析讨论如下。
1 试验方法
1.1 试验原料
试验原料为新疆棉,采用微型清梳联系统喂入梳棉机,试验过程中筵棉的AFIS检测指标如下:根数平均长度为20.2 mm,根数短绒率(<12.7 mm)为25.1%,重量短绒率(<12.7 mm)为7.8%,5%长度为34.5 mm,棉结含量为308粒/g(其中带籽屑棉结含量22粒/g),棉结的平均尺寸700 μm,杂质总数含量为246粒/g(其中尘杂含量206粒/g,粒杂含量40粒/g),杂质平均尺寸为324 μm,可见异物含量为0.82%。
1.2 试验条件
(1)试验所用的棉卷均为同列清棉机在同一时间内所加工。
(2)试验采用FA203C型梳棉机。梳棉机刺辊分别采用700 r/min、750 r/min、800 r/min、850 r/min及900 r/min等5档速度,在每档刺辊速度下调节锡林速度,分别采用三种锡刺比1.5、2.0及2.5。梳棉出条速度为140 m/min;生条定量为25 g/5 m;熟条定量为22.33 g/5 m;粗纱定量为7 g/10 m,粗纱捻系数为130;刺辊与给棉板隔距为0.76 mm;除尘刀夹角90°、隔距0.46 mm;刺辊与预分梳板为1.0 mm;后固定盖板(由下到上4根)与锡林隔距分别为0.76 mm, 0.76 mm, 0.64 mm和0.64 mm;前固定盖板(由上到下4根)与锡林隔距分别为0.20 mm,0.20 mm,0.18 mm和0.18 mm。
(3)在纺纱过程中,并条采用同台同眼,粗纱和细纱采用同台同锭进行试验。纺制18.5 tex纯棉纱。
(4)每个试验方案均纺10个纱管,分别进行成纱条干和强力的检测,成纱条干用Premier Tester 7000型条干仪进行检测,每个管纱检测400 m,取10个管纱的平均值。
2 试验结果
不同锡刺比条件下对成纱条干CV值及细节、粗节和棉结的影响见表1。
表1 不同锡刺比成纱条干各项指标比较
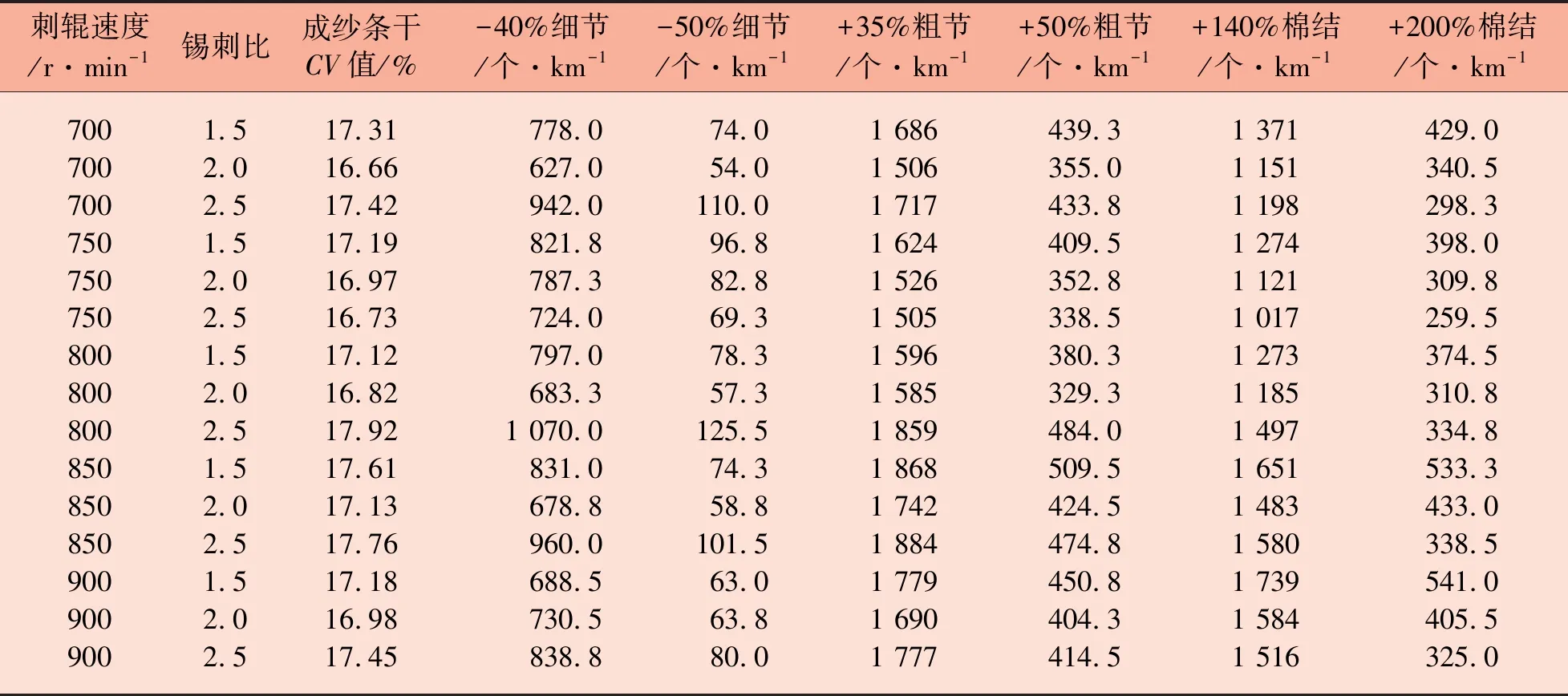
刺辊速度/r·min-1锡刺比成纱条干CV值/%-40%细节/个·km-1-50%细节/个·km-1+35%粗节/个·km-1+50%粗节/个·km-1+140%棉结/个·km-1+200%棉结/个·km-17007007007507507508008008008508508509009009001.52.02.51.52.02.51.52.02.51.52.02.51.52.02.517.3116.6617.4217.1916.9716.7317.1216.8217.9217.6117.1317.7617.1816.9817.45778.0627.0942.0821.8787.3724.0797.0683.31 070.0831.0678.8960.0688.5730.5838.874.054.0110.096.882.869.378.357.3125.574.358.8101.563.063.880.01 6861 5061 7171 6241 5261 5051 5961 5851 8591 8681 7421 8841 7791 6901 777439.3355.0433.8409.5352.8338.5380.3329.3484.0509.5424.5474.8450.8404.3414.51 3711 1511 1981 2741 1211 0171 2731 1851 4971 6511 4831 5801 7391 5841 516429.0340.5298.3398.0309.8259.5374.5310.8334.8533.3433.0338.5541.0405.5325.0
3 分析与讨论
由表1可知,不同的锡刺比对成纱条干CV值、细节、粗节及棉结的指标影响是有差异的,为了便于综合衡量锡刺比对纱线条干的影响,借鉴模糊评价的方法[5],按照每个指标优、中、差进行转换,由于每种指标的相差程度不一,在此不使用隶属度函数,只用三种指标进行比较转换,最好的为优,其他依次为中和差,具体转换结果见表2。
表2 不同锡刺比成纱条干各项指标评价转化表

刺辊速度/r·min-1锡刺比成纱条干CV值-40%细节-50%细节+35%粗节+50%粗节+140%棉结+200%棉结7007007007507507508008008008508508509009009001.52.02.51.52.02.51.52.02.51.52.02.51.52.02.5中优差差中优中优差中优差中优差中优差差中优中优差中优差优中差中优差差中优中优差中优差优中差中优差差中优中优差中优差差优中差优中差中优中优差差优中差优中差优中差中优中优差差优中差中优差中优差中优差优中差中优差中优
纱线CV值、细节、粗节及棉结共计7个指标。根据重要程度确定指标的权重系数,即条干CV为0.22,条干其他指标共6个,每个指标的权重系数均为0.13,总计0.78,二类指标权重的矩阵A=(0.22 0.78)。根据表2对7个纱线条干指标进行评价结果统计,见表3。
根据本次试验的实际情况,优、中、差分别按照90、80和70进行赋分,结合具体的权重系数和评价结果所占比例,计算出每个试验方案的最终评价分数。以刺辊速度700 r/min,锡刺比为1.5方案为例进行计算,即评价分数S=0.22×80+0.78×(3/6×80+3/6×70)=76.1(分),同样的方法计算其他方案的最后评分。具体数值见表4。
不同刺辊速度下,不同锡刺比对成纱条干综合评价得分见图1。
表3 不同锡刺比成纱条干指标评价转化表统计表

刺辊速度/r·min-1锡刺比条干CV值其他成纱条干指标优 中 差7007007007507507508008008008508508509009009001.52.02.51.52.02.51.52.02.51.52.02.51.52.02.5中优差差中优中优差中优差中优差05/61/6006/606/6005/61/62/62/62/63/61/62/606/605/601/63/61/62/604/62/63/603/66/6001/605/63/603/64/602/6
表4 不同试验方案下的纱线条干综合评价得分

锡刺比不同刺辊速度纱线条干综合评价得分/分700 r/min 750 r/min 800 r/min 850 r/min 900 r/min平均得分/分1.52.02.576.188.775.270.080.090.078.790.071.376.188.775.277.484.877.875.683.181.2
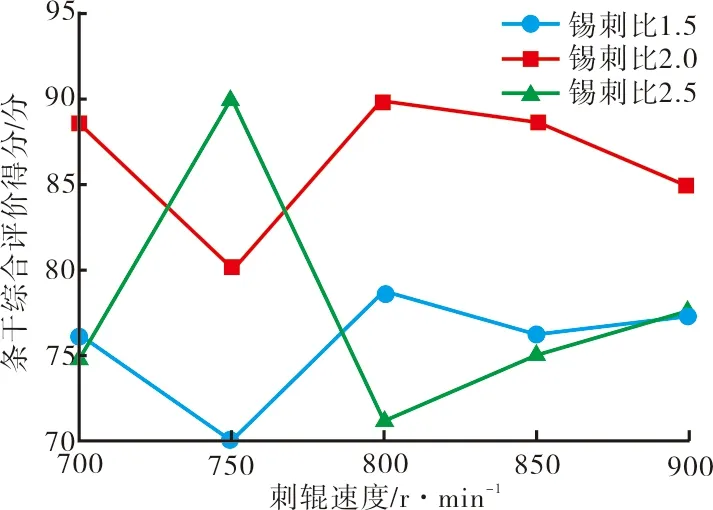
图1 不同锡刺比在不同刺辊速度下对成纱条干综合评价
3.1 利用综合评价得分分析不同锡刺比对成纱条干质量的影响
根据表4的计算结果可知,当刺辊速度为700 r/min时,锡刺比为2.0时,纱线条干总体评价得分最高,为88.7分,综合质量最好;其次是锡刺比1.5时,纱线条干总体评价得分76.1分;锡刺比2.5时,纱线条干总体评价得分75.2分,综合质量最差。但锡刺比1.5与锡刺比2.5成纱条干综合得分差异不大。
当刺辊速度为750 r/min时,锡刺比为2.5时,纱线条干总体评价得分最高,为90分,综合质量最好;其次是锡刺比2.0时,纱线条干总体评价得分80分;锡刺比1.5时,纱线条干总体评价得分70分,综合质量最差。
当刺辊速度为800 r/min时,锡刺比为2.0时,纱线条干总体评价得分最高,为90分,综合质量最好;其次是锡刺比1.5时,纱线条干总体评价得分78.7分;锡刺比2.5时纱线条干总体评价得分71.3分。
当刺辊速度为850 r/min时,锡刺比为2.0时,纱线条干总体评价得分最高,为88.7分,综合质量最好;其次是锡刺比1.5时纱线条干总体评价得分76.1分;锡刺比2.5时纱线条干总体评价得分75.2分。
当刺辊速度为900 r/min时,锡刺比为2.0时,纱线条干总体评价得分最高,为84.8分,综合质量最好;其次是锡刺比2.5时纱线条干总体评价得分77.8分;锡刺比1.5时纱线条干总体评价得分77.4分。
由表4中不同锡刺比的综合评价平均值可以得出,锡刺比为2.0时综合评价平均得分最大为83.1分;其次是锡刺比为2.5时平均得分为81.2分;锡刺比为1.5时平均得分最少为75.6分。
因此,从本次的试验可以得出在不同刺辊速度下锡刺比为2.0时对成纱条干有利;其次是锡刺比为2.5时,当锡刺比为1.5时对成纱条干不利,由图1也可以看出该结论是正确的。
3.2 利用图形分析不同锡刺比对成纱条干质量的影响
由图1可见,当锡刺比为1.5时,5种刺辊速度综合评价得分都较低,有2种刺辊速度是最低的,且5种刺辊速度分值都没有超过80分。刺辊速度为800 r/min时,综合评价得分值最高,成纱条干质量最好。当采用较低的锡刺比时,刺辊采用较高的速度有利于成纱条干质量的提高,本次试验锡刺比为1.5时,刺辊速度超过800 r/min对成纱条干有利。
当刺辊速度为2.0时,有4种刺辊速度综合评价得分都是最高的。5种刺辊速度中,没有最低综合评价值。刺辊速度为750 r/min时,相对综合评价值较低。但5种刺辊速度下,其综合评价得分都在80分以上,且5种刺辊速度下的纱线条干综合评价得分上下波动范围较小。因此锡刺比为2.0时,在不同刺辊速度下,对成纱条干都是有利的。
当刺辊速度为2.5时,有3种刺辊速度综合评价得分都是最低的,刺辊速度750 r/min时综合评价得分最高。而且,锡刺比为2.5时,综合评价得分数值变化差异比较大。从本次试验可以看出,在锡刺比较大时,采用较低的刺辊速度对成纱条干质量的提高是有利的,此次试验以锡刺比为2.5时,刺辊速度小于750 r/min对成纱条干有利。
综上所述,本次试验以锡刺比为2.0时成纱条干质量最好。其次是锡刺比2.5,锡刺比为1.5时成纱条干质量最差。刺辊速度为750 r/min时,采用不同的锡刺比,成纱条干变化较大。
梳棉机刺辊速度的选择会影响纤维的分梳、除杂及转移。同样锡刺比变化对纤维的分梳、除杂及转移也有较大影响。由于现代纺纱技术清梳联的发展,再加上原棉质量不断降低,高产梳棉机刺辊速度在减小,使锡刺比不断增大。因锡刺比提高了,有利于纤维的伸直和转移,由此提高了成纱质量。试验结果表明,该理论是正确的,因此说适当增大锡刺比有利于成纱质量的改善。
4 结语
根据本次试验得出如下结论。
(1)采用不同刺辊速度,锡刺比对纱线条干质量的影响是不同的,分别采用1.5、2.0、2.5三种锡刺比,试验结果发现,锡刺比为2.0时成纱条干质量最好,其次是锡刺比为2.5,而锡刺比为1.5时,成纱条干质量最差,因此,采用较大的锡刺比有利于成纱条干质量的提高。
(2)当锡刺比为2.5时,采用较小的刺辊速度对成纱条干是有利的。此次试验,锡刺比2.5时,刺辊速度为750 r/min有利于成纱条干质量的提高。
(3)当锡刺比为1.5时,在不同刺辊速度下,成纱条干质量都较差。因此采用较小的锡刺比,不利于成纱条干的改善。
