某粉体材料厂高盐氨氮废水处理工程实例
2019-11-07刘艳丽赵志龙刘峰彪王志国王永文
刘艳丽,赵志龙,刘峰彪,王志国,王永文
(北京矿冶科技集团有限公司,北京 100160)
某粉体材料厂生产过程中会产生三股含盐废水。一是氯化铵废水(原液1),年度排放总量为900 m3,其中,氯化铵含量≤9.7 g/L(NH4+浓度≤3.3 g/L、Cl-浓度≤6.4 g/L),pH 值为7~9,生产用氨水调pH,用水为自来水。二是硫酸铵废水(原液2),年度排放总量为353 m3,废水中各物质平均含量为:硫酸铵≤81 g/L(NH4+浓度≤22 g/L、SO42-浓度≤59 g/L)。生产使用氨气,氨气使用量≤1.34 g/L,用水为自来水。三是混盐废水(原液3),其含有Mg2+、Na+、Cl-、硼酸根离子,Mg2+、Na+、Cl-、硼酸根的混合盐类溶液,其总离子浓度为5.5%,年度处理量为 3 000 t,其中浓水年处理量为1 850 t,浓度为5%~6%,稀水年处理量为1 150 t,浓度为0.3%。
实际取水后进行水样分析,水质分析结果如表1所示。
由表1可见,该厂的废水水质特点为:三股废水间歇排放,水质波动较大;pH 值跨度大,含盐量高、氨氮含量高,主要污染物是氨氮。
处理后需依据《北京水污染综合排放标准》(DB 11307—2013)达到B 级需求,即氨氮<1.5 mg/L,总氮小于15 mg/L,硼<2.0 mg/L。设计处理量为1 t/h,温度为30℃(预计)。
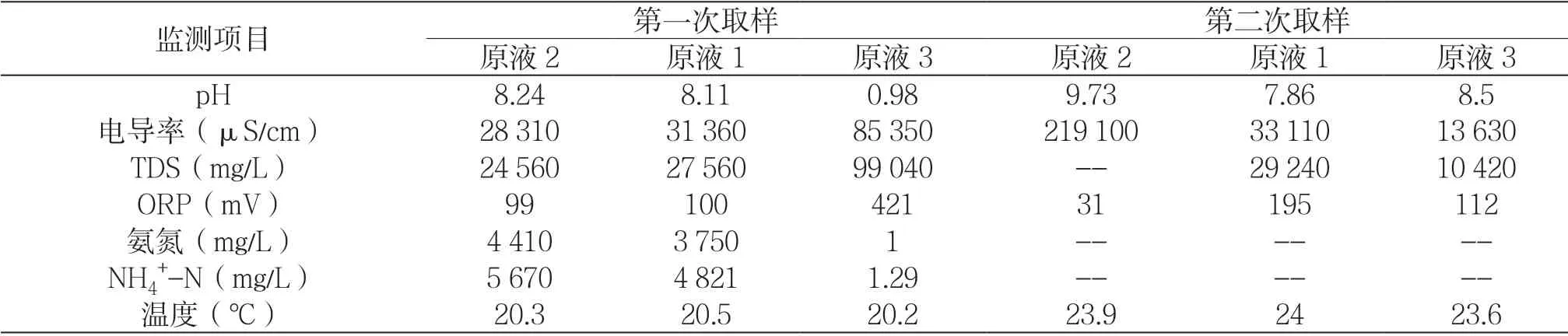
表1 废水水质
1 工艺流程
三股废水采用间歇式处理,首先将不同来源的废水进行调质等预处理,去除废水中的硬度、悬浮物等,之后将预处理后的废水打入脱盐系统进行脱盐处理[1-3]。本工程采用了技术成熟度较高的双效蒸发工艺进行脱盐,脱盐后的半固态混合盐交给有资质的固废回收企业处理,冷凝液中残留的氨氮用吸附法进行进一步的后处理,工艺流程如图1所示。
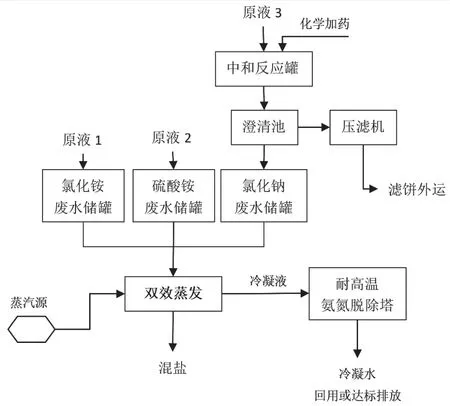
图1 废水处理工艺流程
1.1 预处理系统
原液1 氯化铵废水采用玻璃钢储罐储存,然后送至双效蒸发结晶器进行蒸发结晶,分离成氯化铵晶体及冷凝水。原液2 硫酸铵废水采用玻璃钢储罐储存,然后送至双效蒸发结晶器进行蒸发结晶,分离成硫酸铵晶体及冷凝水。
原液3 含有氯化镁且pH 低,投加氢氧化钠,生成氯化钠及氢氧化镁沉淀,同时,氢氧化镁絮状沉淀吸附硼酸盐,并形成沉淀物。氢氧化镁沉淀被高压隔膜厢式压滤机压缩成泥饼,然后进行外运处置。反应后的氯化钠溶液进入玻璃钢储罐,然后送至蒸发器进行蒸发结晶,分离成氯化钠晶体及冷凝水[4]。
1.2 双效蒸发及结晶分离系统
1.2.1 双效蒸发系统
初始蒸汽进入一效加热室将料液加热,经一效加热室顶部的喷管喷入一效蒸发室,料液从蒸发分离室底部经循环泵流到加热室底部,再次受热又经一效加热室顶部的喷管以切线方式喷入蒸发室形成循环,水分迅速被蒸发,物料不断被加热蒸发。一效蒸发出来的二次蒸汽在真空作用下迅速进入二效加热室给二效料液加热,二效蒸发出来的二次蒸汽进入预热器和冷凝冷却器列管壳程,冷却循环水进入冷凝冷却器管程内,从冷凝冷却器顶部管程出来,可回流至冷却塔,经冷却塔后进入冷却水池,形成循环,料液不断被浓缩。基本原理如图2所示。
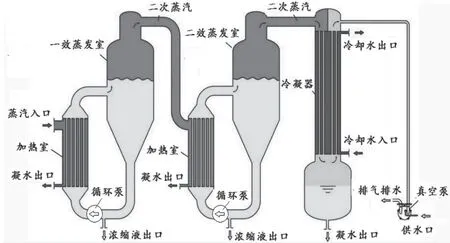
图2 双效蒸发原理
1.2.2 结晶分离系统
过饱和浓缩液进入结晶罐冷却降温,析出晶体,形成黏稠溶液;然后进入三足式刮刀下卸料全自动操作离心机,分离出含水率约为10%的晶体。特点为结晶罐与蒸发器分开布置,便于易结垢设备蒸发器、结晶器的清洗,同时操作简便。
清洗系统流程为:停机排残渣→水冲洗→加药剂→循环→清洗1.5 h →排污→水洗→完成。
停机排渣是指先将蒸发器停机,将残余物料全部排出;水洗的目的是清除系统中的泥沙及疏松污垢,水洗1 h 后,排放系统中的污水;进行药剂清洗时,先把一定量的药液放在清洗槽内,混合均匀后用泵把清洗液打入清洗系统内,清洗时间约为1.5 h。
1.3 冷凝水氨氮处理系统
根据经验,双效蒸发系统冷凝水中的氨氮含量可达200 mg/L 左右,其氨氮含量远超过北京市地方排放标准,经过脱氨工艺技术对比,笔者发现,生化法运行费用低,但是占地大,而且需要碳源;化学法运行费用高,容易产生二次污染,出水很难达到排放标准,经过技术比选和实验室验证,本工程采用了新型耐高温吸附工艺,可将氨氮含量降至低于排放标准。树脂再生产生的少量浓盐水返回双效蒸发工艺,蒸发结晶可制得固体盐,不会引起二次污染[5-6]。冷凝水除氨氮系统工艺流程如图3所示。

图3 冷凝水除氨氮系统工艺流程
2 主要设备设计参数
2.1 预处理系统
预处理系统主要设备及构筑物规格参数如表2所示。
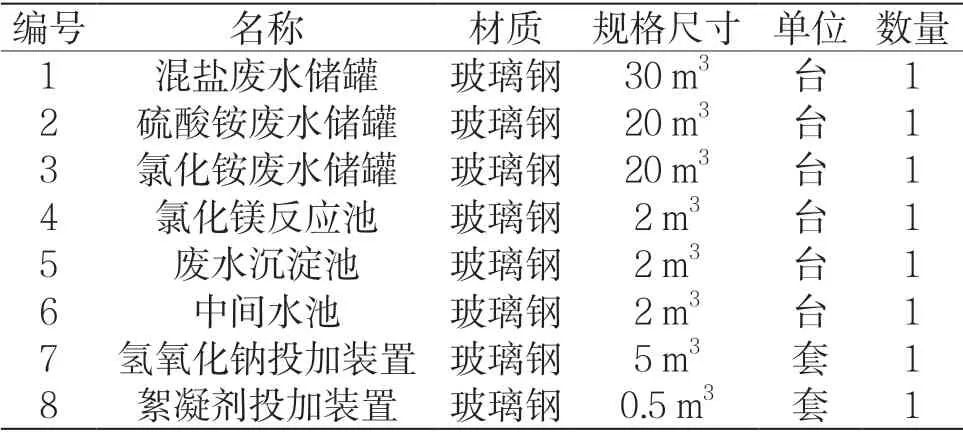
表2 预处理系统主要设备及构筑物参数
2.2 双效蒸发结晶系统
双效蒸发结晶系统主要设备及构筑物规格参数如表3所示。
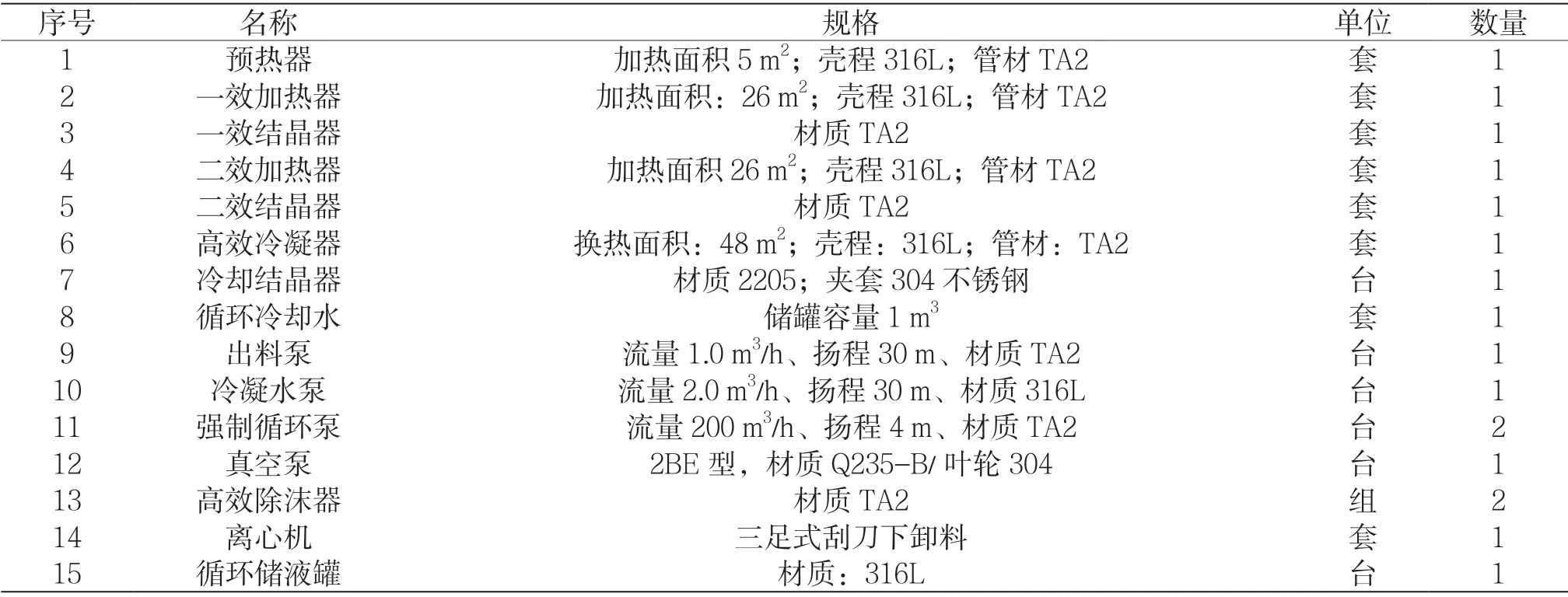
表3 蒸发结晶系统主要设备及构筑物参数
2.3 冷凝水氨氮处理系统
氨氮处理系统设备配置如表4所示。
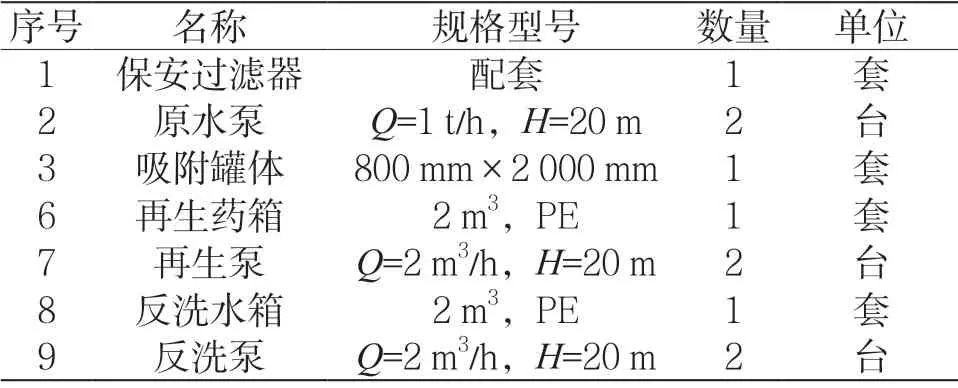
表4 氨氮处理系统主要设备参数
3 运行效果
废水处理系统自2019年3月安装调试完毕并验收合格后正式投入运营,出水各项指标可以达到《北京水污染综合排放标准》(DB 11307—2013)的B 级要求。
4 结论
本工程采用“物化法预处理+双效蒸发结晶+冷凝液吸附法脱氨氮”工艺对该粉体材料生产企业高盐氨氮废水进行处理,处理后,氨氮可以达到《北京水污染综合排放标准》(DB 11307—2013)的B 级要求,缓解了企业的环保压力,减少了企业对周边水体中SS、盐类和氨氮等污染物的排放,具有良好的社会效益和环境效益。
