木板自动码垛机装置的开发
2019-11-05牛铭,王春,赵锐,高鹏
牛 铭,王 春,赵 锐,高 鹏
(大连交通大学 机械工程学院,大连116028)
我国是木材原木进出口大国,也是各种木材加工产品的消费和出口大国[1]。为了节约能耗和提高加工效率,目前采用锯切机械设备对原木材加工得到木板材,加工得到的木板材需要进一步分拣,码垛成垛堆,进行干燥处理,以防止木板产生变形、腐朽和开裂等问题[2-3]。目前,大多数木材加工企业的木板码垛全都是由人工完成,费时费力,机械自动化程度低,工作效率低下。近年来,随着科技迅速发展,为了将人类从繁重的体力劳动中解放出来,在工、农等领域都采用的全自动或半自动的码垛装备对产品进行码垛。与此同时,国外的一些著名学者和技术研究员对码垛工业机器人等相关技术展开大量研究,并且都实现了产品的应用化,取得显著的效果。目前,大多数码垛装置都是针对于大尺寸、表面光滑的工件,末端采用普通吸盘或者特制的末端执行机构,但是针对尺寸狭长、表面粗糙的木材,设计夹持结构相对困难。日本已生产的搬运码垛机器人最大工作直径为2.5 m,最大搬运重量可达300 kg,最高移动速度达0.2 m/s,重复定位精度±0.5 mm 范围内,但是这种码垛装置所占空间比较大,装置本身昂贵,维护不便,不适合在木工行业中大面积推广;美国润滑油制造商JTM 公司专门设计了一种真空吸附式末端执行器,该执行器由23个直径为75 mm 的真空吸头组成,一次可吸重达100 kg 箱体[4],其结构复杂,价格昂贵,不满足本设备使用要求。为解决上述问题,该文设计了一套木板自动码垛机装置,实现自动化码垛和节省人工成本、提高工作效率的目的。
1 总体结构设计
1.1 机械结构
自动木板码垛机的机械结构主要由龙门框架,末端执行机构,水平、竖直运动机构,升降台,扫条、挡板机构,滑轨,同步带,双链条传动等结构组成。龙门框架结构,具有结构稳定,强度高不易变形,空间大的优点。水平运动机构由伺服电机驱动,采用同步带轮传动方式使机构沿着滑轨进行水平运动。竖直运动机构也由伺服电机驱动,通过控制凸轮的转动位置,来控制末端执行器上下运动的极限位置。末端执行器由三脚架与真空吸盘组成,真空吸盘固定在三脚架上。扫条、挡板机构集于一体,采用双链条传动由异步电机驱动,扫条机构固定在链条上,跟随链条运动,从开始位置运动直到碰触挡板机构后,扫条机构返回原位,挡板机构在气缸推动下恢复初始状态。
通过Solidworks 建立的三维模型如图1所示。
1.2 真空吸附回路设计
自动木板码垛机需要一个完整真空吸附系统,包括真空吸附气路、气路控制元件以及执行件真空吸盘。

图1 自动木板码垛机的机械结构图Fig.1 Mechanical structure drawing of automatic wood stacker
在设计真空回路时需要满足以下功能需求:
(1)具备气体过滤干燥元器件,保证真空吸附系统内洁净度,减少杂质污染对真空吸附精度的不良影响;
(2)由于气源输入气体压力较大,存在一定的压力波动,所以在气体进入气路之前,需要合适的减压阀进行减压,保证输出气体压力稳定;
(3)吸盘有吸附和释放的过程,在完成吸附后,需要通过部分正压气体解除负压状态,便于施放木板。因此需要真空电磁阀控制吸附与释放两种状态;
(4)工作过程中,需要实时对吸盘内部真空进行监测,便于压强的调整,所以需要配备真空监测器装置。
针对以上需要,确定真空吸附回路的设计方案,如图2所示。
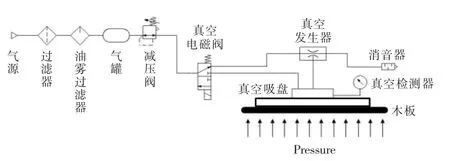
图2 真空吸附回路示意图Fig.2 Schematic diagram of vacuum adsorption circuit
真空鼓风机作为真空产生源,压缩空气经过干燥、过滤和减压稳定后,将气体储存在气罐中可以给真空回路提供稳定的真空度。工作时,真空电磁阀打开,真空吸盘内部产生负压,对木板进行吸附,待真空吸盘到达指定位置后,通过PLC 程序控制电磁阀关闭,真空吸盘内部负压减小直到消失,吸盘释放木板。
2 控制系统设计
2.1 硬件选型
通过分析整个工作流程,可知码垛机工作过程比较复杂,它既有倒垛、拆垛以及真空吸盘的配合的顺序动作,同时又设有计数、液压升降台上升与下降的精准配合的要求。如果使用传统的继电器控制,无疑控制电路复杂,控制精度不高。由于可编逻辑控制器(PLC)是专门为工业生产设计的专业控制器,具有很强的逻辑运算、顺序控制、定时、技术等指令[5],并可以通过限位开关、传感器、按钮开关以及继电器等作为输入信号,以电磁阀、线圈、伺服电机等作为输出信号,进行控制各类机械生产过程。所以,本装置的控制系统选用西门子公司生产的S7-200 Smart PLC 作为控制中心,根据现场输入输出点个数,选用ST60 CPU,共有36 输入/24 输出点,完全满足控制点要求。为方便调试和PLC 程序内参数的修改需要使用到人机界面HMI,故采用同系列的Smart 700 IE V3 触摸屏。
2.2 I/O 分配
PLC 主机I/O 地址分配。表1所示。
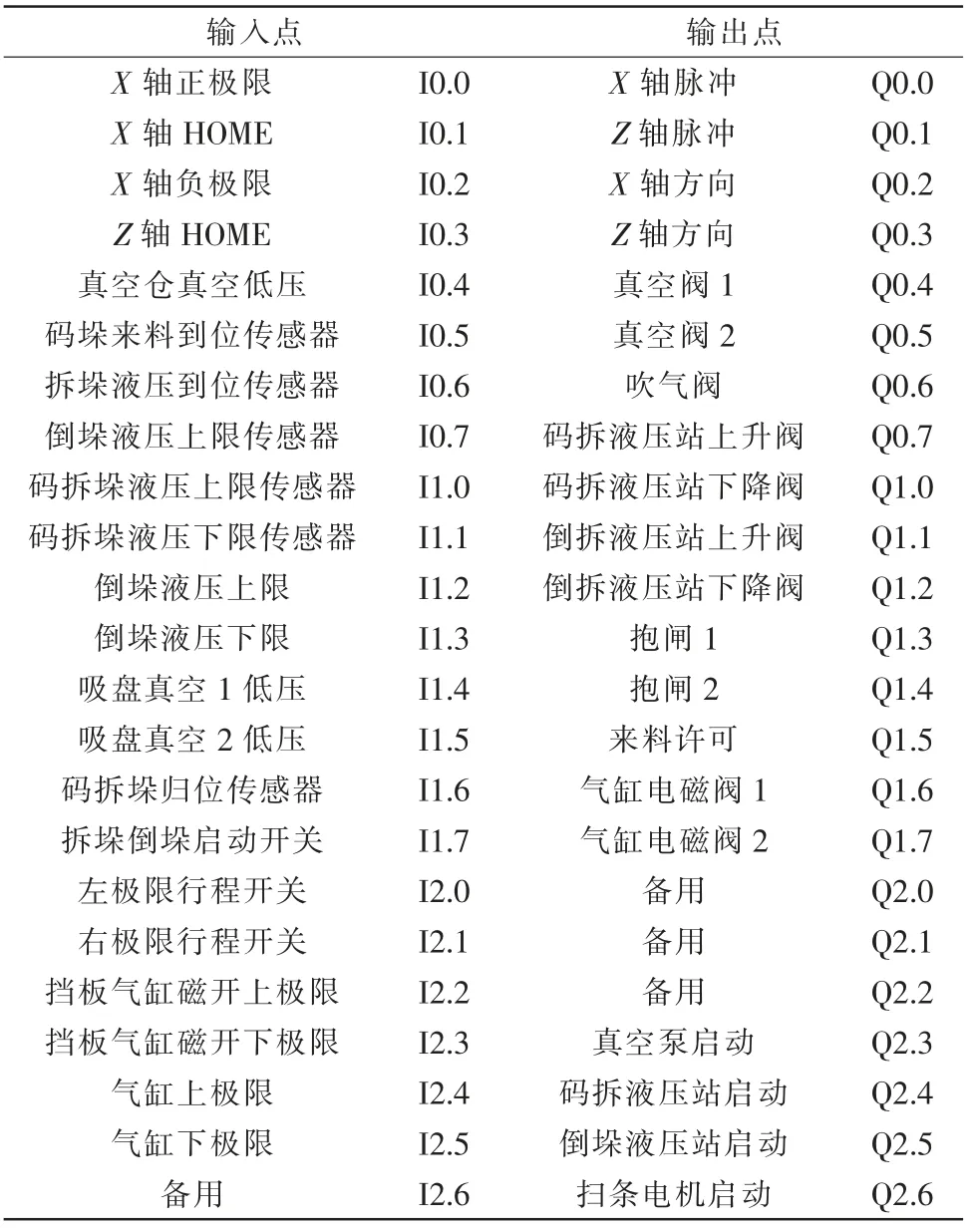
表1 I/O 点地址分配Tab.1 I/O point address assignment
2.3 主要PLC 程序
编写自动控制程序之前,根据技术要求和工艺流程,绘制控制流程,如图3所示。

图3 控制系统总体流程图Fig.3 Control system block diagram
码垛控制系统程序采用模块化方案,根据不同功能模块设计出相对应的子程序[6],主要包括:PLC初始化程序、伺服运行程序、自动码垛程序、手动操作程序、自动码垛初始化程序。各子程序功能如下:
(1)PLC 初始化程序:程序启动SM0.1 接通,主程序各个辅助继电器点标志位与所有输出点复位,初始化完成。
(2)伺服运行程序:采用运动控制向导模块对伺服运动控制,通过设置运动参数生成向导子程序组件[7],AXIS0_CTRL 子程序初始化位置模块,每次扫描程序时都要进行扫描,向导程序组件的AXIS0_GOTO 子程序转到移动,AXIS0_RSEEK 子程序查找参考点位置,如图4所示。主程序先对运动向导生成的AXIS0_CTRL 组件进行调用,完成运动轴的使能定义,找AXIS0_RSEEK 子程序的调用信号由控制器找原点完成标志位触发,开始调用寻原点子程序待所有运动轴完成找原点后,开机初始化完成,开始调用AXIS0_GOTO 子程序,通过HMI 输入各轴的位置与速度参数进行控制。
(3)自动码垛程序:手动确认上料完成,如果码垛来料到位传感器未被碰触,则码垛来料液压台上升,如果到液压台上限则下降等再次上料,当Z 轴到达取料位置随后真空吸盘开始工作,完成吸附木板的命令,Z 轴回归原位,X 轴快速到达指定位置,Z轴下降同时吸盘的真空阀关闭,将木板到放置在干料台上,然后X、Z 轴复位,等待下一次工作。
(4)手动操作程序:主要是便于调试、维修。
(5)自动码垛初始化程序:开机后,先让Z 轴找原点位置,若Z 轴已经在原点位置,则让Z 轴升到待机位,当Z 轴到达待机位,X 轴寻找原点位置,原料液压平台下降到下极限,干料液压平台上升到上极限,完成码垛初始化。
码垛机控制系统通过各模块的子程序协调控制,可以连续完成码垛工作,通过HMI 界面输入相应的参数,可以完成对不同位置的木料的抓取和放置。

图4 伺服运行程序Fig.4 Servo running program
2.4 人机界面设计
人机界面采用西门子的Smart 700IE V3 系列触摸屏,由于人机界面HMI 与PLC 属于同一系列的产品,两者都可以采用以太网(TCP/IP)通讯[8],在通讯之前,首先在PLC 的编程软件STEP7 的系统块中设定以太网端口的IP 地址,然后在人机界面的编程软件连接选项中选择需要连接的PLC 型号和设定本地的IP 地址,完成通讯工作。
根据工作流程,人机界面主要包括主界面、自动/手动界面和参数输入界面,如图5所示,主界面为开机界面,手动界面包括真空阀的点动按钮、吹气阀点动按钮、真空风机开启按钮、液压台升降按钮等操作指令,自动界面包括装置启动按钮、真空阀禁止按钮、监视当前层数与设定目标层数、初始化等状态参数。参数输入界面可以设定码垛机X、Z轴运动的速度与位置的参数,并可以监视码垛速度大小与位置关系,根据现场工作要求,方便输入X、Z轴取料、放料的位置与运行速度的参数,从而可以适应不同的现场环境并提高码垛效率。
人机界面的使用很大程度减少的外部按钮的使用,可以帮助操作者更简单、更准确、更迅速的操作机械装置,也能使装置发挥最大效益并延长使用寿命。
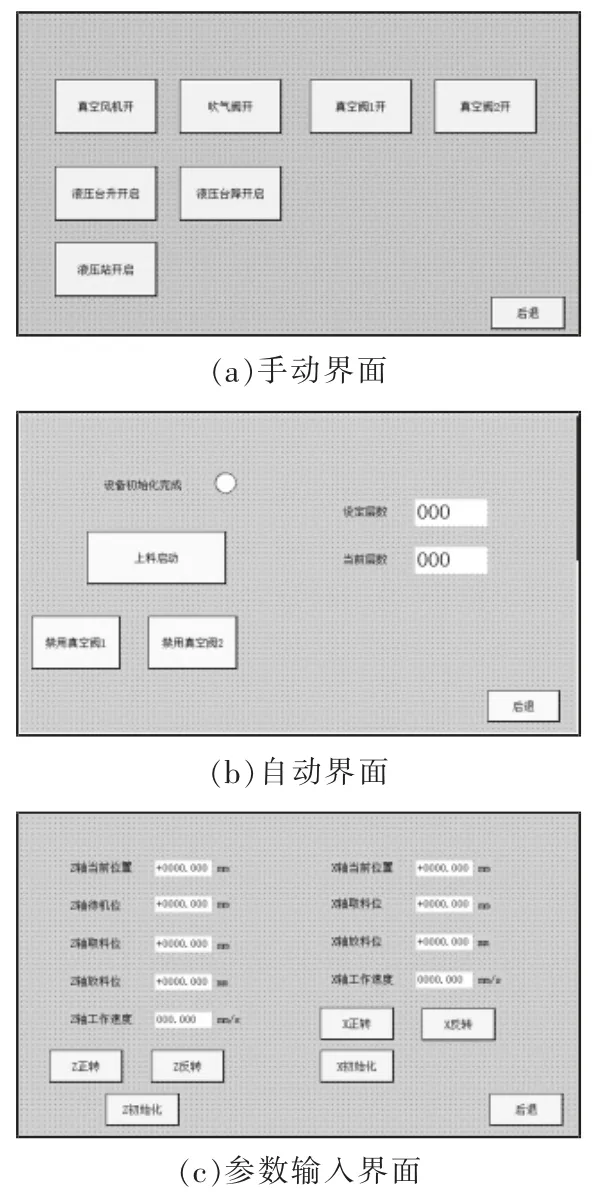
图5 人机界面Fig.5 Human machine interface
3 试验
为了验证木板自动码垛机功能的可行性与性能的可靠性[9],通过生产、装配和现场调试码垛机,该装置达到预期效果,工作稳定、响应速度快。如图6为试验中的木板码垛机,分别对不同规格的木板进行试验,第一组木板尺寸2000 mm*200 mm*10 mm,每块木板重达1 kg,每组放置20 块木板,总重约20 kg,设完成码垛任务层数为10 层,时间总用时约30 s,装置运行稳定,吸盘吸附木板牢固。第二组木板尺寸2500 mm*300 mm*10 mm,每块木板重达1.5 kg,每组放置15 块木板,总重约22.5 kg,同样达到预期效果。试验结果表明,较之前的人工码垛,在速度、精度上表现突出,实现自动化控制,节省人力成本,极大的提高工作效率。

图6 试验中的木板码垛机Fig.6 Wood palletizing machine under test
4 结语
本文是为了解决木工行业的人工码垛存在效率低、费时费力等问题,设计出一套自动化装置,本装置具有以下特点: 机械结构上采用龙门式框架,结构稳定,强度高,不易变形;控制系统上,提出了以PLC 为核心的控制系统方案;PLC、人机界面的实时通讯进行数据交换与处理,对生产进行实时监控,提高操作的便捷性与生产的安全性。
经实际生产证明,木板自动码垛机在工作过程中性能稳定,经该机处理后的木板码堆垛紧密、整齐,码垛品质要高于人工码垛,对于企业降低人工成本、 提高效率与自动化程度具有重大现实意义。此外,码垛机的部分结构有待于优化,减轻装置重量,节省制造成本。