智能堆垛式电动自行车车库
2019-11-05宋广军
刘 旋,宋广军
(浙江海洋大学 数理与信息学院,舟山 316022)
近年来,随着绿色低碳出行的提出,电动自行车的出现很好地满足了市场的需求。由于电动自行车的便捷性、低碳性和低成本,在我国各大城市掀起了一股热潮。随着科学技术的不断进步,电动自行车的样式越来越多,故障越来越少,充电的时间也越来越短,所用电池的容量也越来越大,体积越来越小,随之而来的是电动自行车数量的快速增加。目前我国两轮电动自行车的社会保有量达到2.5 亿辆[1]。电动自行车的剧增,引起了诸多负面影响,如停放问题、统一管理问题、充电问题等。这些不利现象使得城市公共空间的治理问题变得尤为重要,尤其是中小型的公司、中小型商业区、小区。电动自行车车库的建立在一定程度上能够缓解电动自行车的停放无序问题、电源线杂乱问题,为此电动自行车车库的建立将成为亟待解决的问题。在此,提出了基于可编程控制器PLC 控制的智能堆垛式电动自行车车库,以实现车库的自动化和智能化,很好地满足人们便利出行的需求。
1 智能车库的立体结构
通常,堆垛式立体车库主要包括机械结构、运行机制和电气控制系统,其机械结构部分即框架以钢结构为主,其中包括3 个自由度即升降、纵向、横向的运动机构。而在此所提出的智能堆垛式电动自行车车库的立体结构,以堆垛式立体车库为基础,其中的机械结构依然以钢结构为主,运行机构的自由度仍为3 个即升降、纵向、横向,主要以堆垛机的升降进行楼层定位,通过搬运机的存取进行空车位定位,通过传感器信息采集、检测进行存取后车位信息的实时更新。其电气控制系统以PLC 为核心,以变频器对电机进行有效控制,通过检测装置对现场进行实时监测等,再通过触摸屏将车库的实时状况告知用户或工作人员,有效地进行人机交互,保证车库的正常运行和保障人身安全。
智能堆垛式电动自行车车库针对两轮电动自行车,车库共有3 层,每层2 排,每排20 个停车位,共可停放120 辆。车库的主视图和左视图如图1所示,车库共有4 个出入口,左右两边各2 个,出入口采用混合模式。
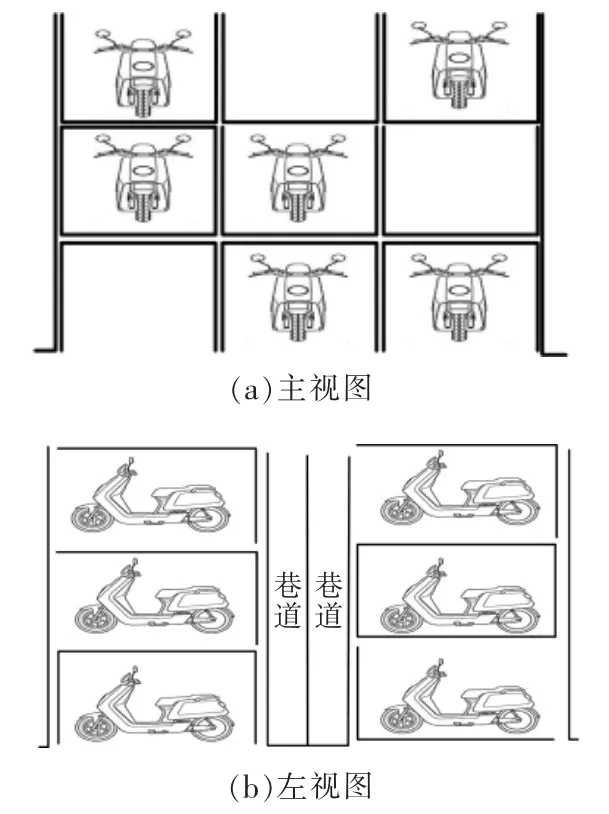
图1 智能堆垛式电动自行车车库的视图Fig.1 Views of intelligent stacking electric vehicle garage
2 车库的工作流程
初始状态时,一台堆垛机在左侧出入口等待执行命令,另一台在右侧出入口等待执行命令。当堆垛机收到存车命令时,堆垛机将从第1 层开始存放车辆,当第1 层存满时进行第2层存放,第2 层存满时进行第3 层存放。
为了避免左右侧堆垛机运行时出现冲突,可根据用户选择的4 个出入口的指定位置来确定由哪一台堆垛机进行工作,左侧的2 个出入口由左侧的堆垛机接收并执行命令,右侧的2 个出入口由右侧的堆垛机接收和执行命令。
车辆的存取均可由用户根据需要选择采用人脸扫描或车牌号手动输入的方式。存车时,根据人脸扫描或车牌号手动输入,确认用户信息;堆垛机从指定位置提取车辆,楼层定位;搬运机执行存放功能,完成存车过程。
取车时,用户依旧可以选择人脸识别或输入车牌号的方式,确认需要取出的电动自行车;车库系统检测装置进行电动自行车的识别定位,通知堆垛机进行楼层定位,同时搬运机将电动自行车取出等待堆垛机,堆垛机接收车辆后将其放置到指定位置,通知用户提取车辆;用户取出电动自行车,取车过程结束。存取电动自行车的具体流程如图2所示。
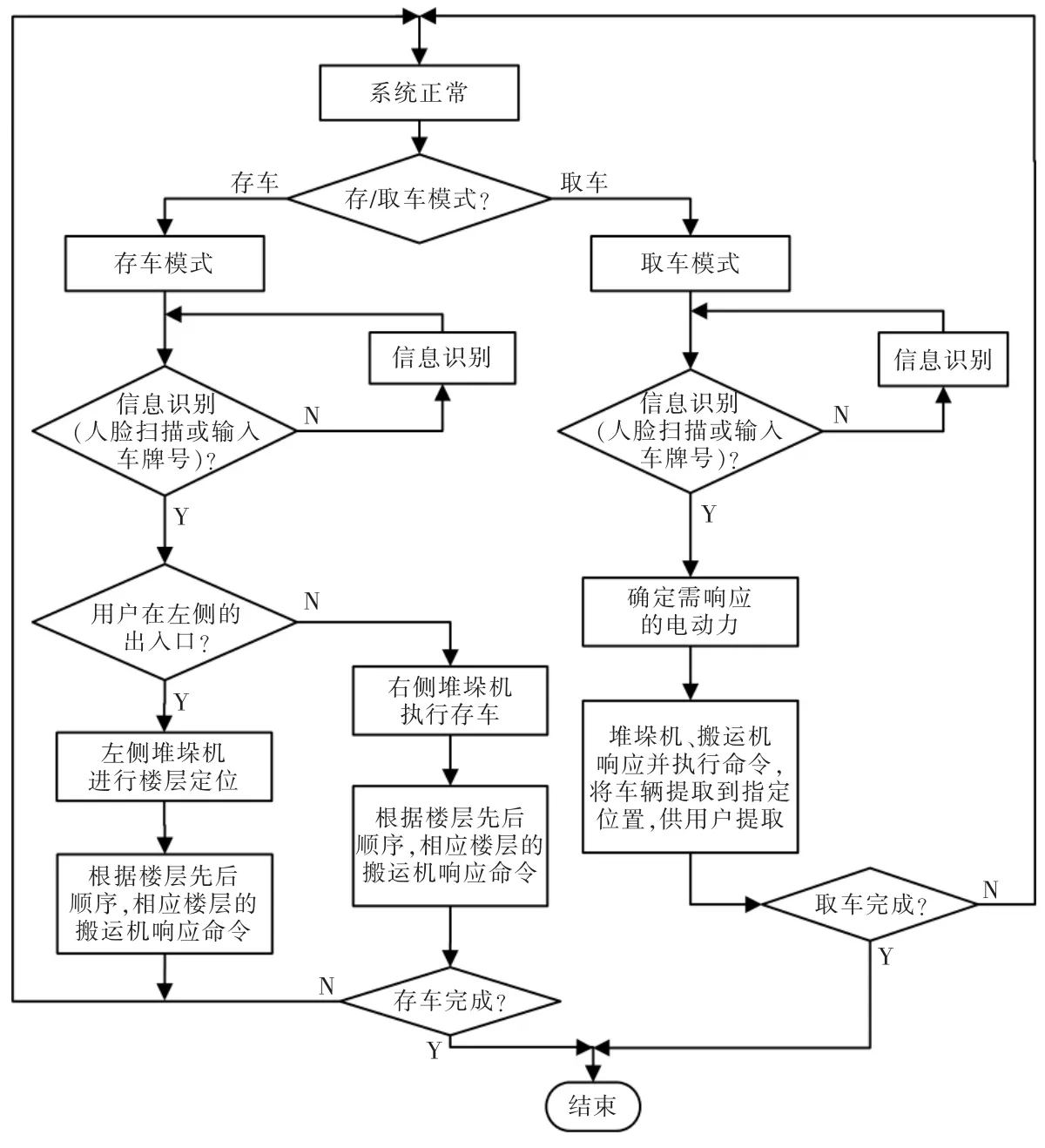
图2 智能车库的工作流程Fig.2 Work flow chart of intelligent garage
3 智能车库控制系统的设计
3.1 控制系统的结构及要求
为了便于车库的管理,使系统能够正常、高效地运行,采用了上位机PC,下位机PLC,以及PLC与车库之间的通信,结构如图3所示。

图3 智能车库控制系统总体结构Fig.3 Overall structure of intelligent garage control system
运行过程需满足以下要求:①实时满足用户存车和取车的功能;②堆垛机、搬运机运行状态的监测,以及现场安全检测,保证运行机制正常运行,以及车主的人身安全,禁止小孩、 宠物等进入车库;③手动模式与自动模式随时切换,且手动模式优于自动模式,特别是遇到维修和一些突发状况时;④一旦传感器检测到异常时,蜂鸣器发出报警声音,指示灯闪烁,同时触摸屏界面显示报警原因,并进行声光指示。确认故障处理完毕,车库方可运行。
3.2 PLC 控制系统设计
控制系统作为整车车库的运行核心,控制器是控制系统的关键。在此选用S7-1200 系列,包括CPU模块、信号板、信号模块、通信模块和编程软件[2],并且将各种模块安装于导轨上。
具体选用S7-1200 的CPU 模块CPU 1214C DC/DC/DC。该模块的本机数字量I/O 点数为14/10,模拟量I/O 点数为2/2;最大本地数字量I/O 点数为284,模拟量I/O 点数为69。其中,电源电压、输入回路电压和输出回路电压均为DC 24 V。S7-1200 集成的工艺功能还包括高速计数与频率测量、高速脉冲输出、PWM 空控制、运动控制及PID控制[2]。
S7-1200 具有非常强大的通信功能,ProFiBus 是目前轨迹通用的现场总线标准之一。通过使用ProFiBus-DP 主站模块CM 1234-5,S7-1200 可以与其他CPU、编程设备、人机界面和通信与通信模块ProFiBus-DP 从站设备通信[2]。
4 系统界面设计和开发环境
4.1 系统环境选择
系统的PLC 软件选用西门子公司TIA 博途编程软件。S7-1200 的TIA 博途软件分为STEP 7 Basic 和STEP 7 Professional 两种。在此选用后一种STEP 7 Professional,它既可以用于S7-1200/1500,S7-300/400,还可以进行WinCC 的组态和编程。WinCC 主要是用于西门子HMI、工业PC 和标准PC的组态软件。
编程软件STEP 7 Professional 内的WinCC Basic可用于精简系列面板的组态WinCC Basic,简单高效,易于上手,功能强大。基于表格的编辑器简化了变量、文本和报警信息等的生成与编辑。通过图形化配置,简化了复杂的组态任务。S7-1200 与精简系列面板在TIA 博途的同一个项目中组态和编程,均采用以太网接口通信。
4.2 系统界面设计
用户与车库通过触摸屏进行人机交互,这也是人机交互的发展方向。所选用KTP700 的触摸屏,RJ45 以太网接口,其通信速率为10 Mbit/s 或100 Mbit/s,用于同组态计算机或S7-1200 通信。
一个KTP 面板同时可以连接多个S7-1200,最多可连接4 个;S7-1200 同时可连接多个KTP 面板,最多不超过3 个面板。在此以一个KTP 面板与一个S7-1200 通信为例,具体步骤如下: ①添加PLC 设备;②设置PLC 的以太网地址;③添加HMI设备;④设置HMI 的以太网地址;⑤建立HMI 到PLC 的连接;⑥定义HMI 的变量;⑦在HMI 屏中定义一个按钮和一个输入显示域;⑧分别编译PLC程序和HMI 程序,并分别将各自的程序下载到PLC和HMI 中;⑨下载完成后,就可以在触摸屏上监控PLC[2]。
用户和管理者通过电子触摸屏选择车库的运行模式,即存车模式、取车模式、管理模式。触摸屏上同时还有信息提示如车位指示,也涉及其他形式的指示如报警器。对于存取车模式,用户和管理者均可以进入;对于管理模式,只允许管理人员进入,通过设置密码形式或人脸识别模式进入管理系统。至于车位的有无,则通过指示灯颜色变化和文字“有”/“无”转化,对用户进行提示。部分页面的交互模式和功能如图4所示。

图4 部分页面的交互模式及功能Fig.4 Interaction mode and function of some pages
5 结语
智能堆垛式电动自行车车库采用PLC 进行控制,充分利用了PLC 控制的特点,具有高可靠性、抗干扰性、很强的控制功能,且工作量小,便于维护,编程简单,易读懂,设计、安装及调试的时间短。该车库采用双向存取车装置,使存取车更为高效,尤其是上下班高峰期时可以大大提高效率。存取车均可采用人脸识别或车牌号输入的方式进行信息识别和确认。然而,该车库的使用对象过于单一,仅限于电动自行车。在中小型的工业园区、商业区和小区等,自行车的使用量在市场上也占据一定的比例,而文中尚未考虑到自行车的存放。
