某污水厂A2/O工艺运行问题分析及建议
2019-11-04孙广垠
孙广垠 兰 鑫
(1.河北工程大学能源与环境工程学院,河北 邯郸 056038;2.河北工程大学 河北省水污染控制与水生态修复工程技术研究中心,河北 邯郸 056038;3.中国矿业大学环境与测绘学院,江苏 徐州 221116)
1 污水处理厂概况
邯郸市某污水厂建设规模3万t/d,占地30亩,配套管网90余千米,服务面积达20 km2。该污水厂于2006年10月通过环保验收并投入使用,采用AO工艺,采用二级出水标准。污水处理率达94%以上,年均CODCr消减量为2 219.81 t,年均氨氮消减量为251.93 t,年均污泥产生量1 400余吨(已实现100%处置)。2015年,为响应污水厂出水水质提标要求,进行了升级改造[1],对粗格栅、提升泵房、细格栅、旋流沉砂池、D型滤池、污泥回流泵房、污泥脱水机房进行了设备更换。对生化池,将原有的厌氧池后端10 m及好氧池第一格前端32 m改为缺氧池,原厌氧池前端改为厌氧池,工艺调整为AAO工艺,工艺流程如图1所示。增加内回流泵将好氧区末端混合液回流至缺氧池,形成一个具有脱氮除磷功能的完善的AAO系统;曝气工艺改为螺旋式曝气机。
2 污水厂运行存在问题
2.1 污水厂平均进出水水质情况
2018年6月~2019年4月邯郸市某污水厂平均进出水水质见表1。

表1 污水厂平均进出水水质

时间项目CODCrNH3-NTNTP2018.6~2019.4进水均值/mg·L-1285.8469.6180.166.05超标率/%6647583标准差/mg·L-1170.4523.1926.233.34出水均值/mg·L-170.5155.2660.982.63超标率/%5210010079标准差/mg·L-149.1619.5120.913.36
2.2 水质指标分析
CODCr即化学需氧量,从生物降解难易程度来说,其包括:易降解物质及难以降解物质。据该厂工艺分析,CODCr主要消减场所为AAO工艺,CODCr在AAO三组单元中均有去除,即厌氧区吸碳释磷、缺氧区异氧反硝化及好氧氧化。由图2可知,进水CODCr在200 mg/L~400 mg/L之间,进水均值为285.84 mg/L,超标率为6%。总体略微超标,经AAO工艺后,CODCr降至131.06 mg/L,总体消减率为54%。随即,流入二沉池、混凝沉淀池及D型滤池,完成泥水分离、混凝沉淀及过滤,最终出水CODCr均值为70.51 mg/L,远远高于设计出水值(一级A标准),超标率达52%。

氨氮是一种水溶性物质,故其难以在后续深度处理中被去除,其主要在厌氧—好氧氨氧化反应中被去除,缺氧区的厌氧氨氧化反应及好氧区的好氧氨氧化反应为其主要去除途径[2]。由图3可知,进水均值为69.61 mg/L,超标率达64%。在2018年11月~2019年3月取水时段中,进水氨氮均值约为120 mg/L,较设计值超标倍数达2。

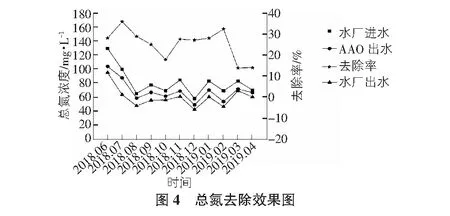
由图4可知,总氮进水均值为80.16 mg/L,超标率为75%,出水均值达60.98 mg/L,其出水超标率达100%。总氮的去除可分为两个过程:亚硝化—硝化—反硝化反应和厌氧氨氧化反应。反应过程都需要硝态氮参与,但在本研究周期中,因硝化反应不足,硝态氮匮乏,反硝化及厌氧氨氧化反应难以进行,故总氮难以去除。
由图5可知,实际进水总磷浓度在1.18 mg/L~9.54 mg/L之间,进水均值为6.05 mg/L,设计进水值为3 mg/L。数据分析得,实际进水浓度超过设计进水浓度。测样期间,达标率仅为17%,超标率却达到了83%,出水均值为2.63 mg/L,远远超过一级A排放标准中总磷0.5 mg/L,总磷的去除率在30%~80%。在常规生物除磷工艺中,磷的去除包含两个阶段,其一为厌氧吸碳释磷,其二为好氧吸磷及排除富磷污泥[3]。

3 工艺运行问题及建议
3.1 氨氮超标的原因分析
3.1.1污泥龄即生物固体平均停留时间
该污水厂氨氮进水均值为69.61 mg/L,超过设计进水值60 mg/L,故污泥负荷较高,使得硝化不彻底,出现氨氮不达标情况。对进入污水厂的污水源头进行控制,对不满足污水厂标准的污水进行截留,降低污泥负荷。有研究表明,污泥龄小于8 d时,系统的硝化率很低,相应地脱氮效果也较差[4];污泥龄大于20 d时,硝化取得良好的效果,但是此时由于排泥量少而造成的污泥自溶现象严重,致使除磷效率变低。该污水厂污泥龄为30 d,为提高氨氮出水水质,应调整污水厂的污泥龄为15 d。
3.1.2溶解氧
该污水厂AAO工艺好氧反应器内DO为1.50 mg/L。DO不足,导致硝化细菌活性不高,摄取氧的速率较低,充足的DO保证硝化细菌的反应速率。应将DO调整为2 mg/L左右[5]。
3.1.3有毒有害物质
污水厂进水水质中有铬、铅等重金属的排入,抑制了硝化细菌活性,导致污泥中毒。经分析,企业有偷排漏排现象。故应对企业的工业废水进行检测,从源头阻止有毒有害废水的排入。让企业建立水处理设施进行预处理,达到污水厂排放标准后才允许排放。
3.2 总磷超标的原因分析
3.2.1溶解氧
AAO工艺中DO与除磷效果有密切关系,该污水厂好氧池DO为1.50 mg/L,厌氧池DO为0.75 mg/L。欲想达到较好的除磷效果,厌氧池必须保证严格厌氧状态,DO必须降至0.2 mg/L,此时,聚磷菌才能有效的进行释磷[6]。此工艺好氧段DO含量较低,将其提高至2 mg/L,保证聚磷菌更好吸磷。
3.2.2水力停留时间
该污水厂厌氧池的HRT为1.28 h,好氧池的HRT为6.89 h。厌氧池的HRT较短,磷的释放不能有效保证[7]。较短的HRT不能保证污泥中兼性酸化菌将污水中的大分子有机物充分降解成低级脂肪酸,聚磷菌也不能很好的摄取。应将厌氧池的HRT调整为1.5 h~2 h。
3.2.3内外回流比
该污水厂生物反硝化系统外回流为100%。此过程后,去除绝大部分氮。研究表明,内回流比在200%~300%之间时TP去除率较高且较稳定[8]。内回流比为200%时TP平均去除率最高。此外,反硝化过程的污泥沉降速度较快,若要保证回流污泥的浓度,应降低回流比,延长污水在曝气池内的停留时间。故应将污水厂外回流比控制在50%左右,内回流比控制在200%~300%之间。
4 结论与建议
该污水厂进水COD、总磷、总氮等都是超负荷的,欲达到较好的出水水质,应加强对排入管网的污水进行监管,禁止偷排漏排现象,从源头上解决污水厂进水超标问题。有毒有害物质的排入,使微生物的活性下降,投加活性炭来降低毒性,使微生物处于较好的生长环境。好氧池DO不足,应增加好氧池的曝气量;厌氧池必须保证严格的厌氧状态;降低污泥龄来提高脱氮除磷的效果。
