副产盐酸分解磷矿转鼓法生产低浓度复合肥的应用研究
2019-11-02赵永清冯学宁朱德林张祖华余永德
赵永清,冯学宁,朱德林,张祖华,余永德
(1.四川泸天化股份有限公司 四川泸州 646300; 2.九禾股份有限公司 重庆 402260)
在硫酸钾生产过程中会副产大量的盐酸,这种品质较低的盐酸作为工业原料销售不仅价值低,而且销售困难。为此,创新性地开发了利用副产盐酸分解磷矿转鼓法生产低浓度复合肥的绿色新工艺,并实现了工业化生产。
1 小试试验
1.1 试验原理
过量的盐酸和氯化钾与磷矿粉发生如下反应:
Ca5F(PO4)3+10HCl=5CaCl2+HF+3H3PO4
6Ca5F(PO4)3+58HCl+2KCl+SiO2=30CaCl2+K2SiF6+18H3PO4+2H2O
从以上反应式可知,盐酸分解磷矿后主要生成易溶于水的氯化钙和磷酸,避免了硫酸分解磷矿时硫酸钙包裹现象的发生,使反应更迅速、更完全;加入氯化钾后,氟离子与钾离子、二氧化硅结合生成氟硅酸钾,无氟化氢溢出,生产更环保。
反应后得到的料浆再用氨中和,发生如下反应:
H3PO4+NH3=NH4H2PO4
H3PO4+2NH3=(NH4)2HPO4
2H3PO4+CaCl2+2NH3=Ca(H2PO4)2+2NH4Cl
H3PO4+CaCl2+2NH3=CaHPO4+2NH4Cl
通过分解反应和氨中和反应,就可制得低浓度复合肥[1]。
1.2 试验设计
根据转鼓法生产N-P2O5-K2O=15-5-5低浓度复合肥所需物料配比范围,寻求最佳的工艺条件。盐酸分解磷矿转鼓法生产低浓度复合肥包括磷矿有效P2O5的转化和转化后的中和2个过程,预设了P2O5转化率和最终产品含水溶性有效P2O5的质量分数2个评价指标。
影响P2O5转化率的因素主要包括盐酸与磷矿的添加比例、搅拌强度、反应时间和反应温度,采用单因素变量控制法分别对4个影响因素进行试验和分析,获得盐酸分解磷矿的最佳工艺条件[2-3];然后用氨中和分解后的料浆,分析中和后不同pH下水溶性P2O5占有效P2O5的比例,获得最佳的中和度控制点。通过以上研究,确定盐酸分解磷矿生产低浓度复合肥的工艺控制指标,为工业化应用奠定基础。
1.3 配料比筛选试验
1.3.1 试验原料
盐酸,w(HCl)≥31%,九禾股份有限公司低温转化副产品;四川马边磷矿,w(P2O5)≥29%,细度150 μm(100目)通过率90%;氯化钾,w(K2O)≥57%,产地为青海盐湖。
1.3.2 试验过程
设定反应温度40 ℃、搅拌速率40 r/min、反应时间60 min、氯化钾添加量50 g,磷矿添加量作为可变条件,确定盐酸与磷矿的最佳配比。氯化钾按超量添加,不进行试验考察。每次反应结束后,分析料浆中的有效P2O5含量并计算P2O5转化率,试验结果如表1所示。
表1 不同磷矿添加量对P2O5转化率的影响

盐酸/g磷矿/gP2O5转化率/%1 00048097.311 00050096.921 00052096.861 00054095.321 00056091.921 00058087.86
通过表1试验数据可以看出:在磷矿添加量小于540 g时,随磷矿添加量的增加,P2O5转化率降低幅度较小;当磷矿添加量超过540 g后,P2O5转化率降低幅度较大;当磷矿与盐酸质量比在520~540∶1 000时,P2O5转化率达到95%以上,符合工业反应要求。经综合考虑,在此后的研究中选定磷矿与盐酸质量比为530∶1 000。
1.4 反应温度探究试验
考虑到盐酸在高温下易挥发的特性,设置了30、40和50 ℃ 3个反应温度分别进行了试验,设定搅拌速率为40 r/min、反应时间为60 min,试验结果如表2所示。
表2 不同反应温度对P2O5转化率的影响

反应温度/℃P2O5转化率/%3093.474095.725097.51
通过表2试验数据可以看出:升高反应温度对P2O5转化率提高幅度不大,而提高反应温度后盐酸挥发度增大,对工业生产产生不利影响;反应温度在40 ℃时,P2O5的转化率达到95.72%,已符合工业反应的要求,同时相对较低的反应温度可降低能耗。经综合考虑,选定该品种磷矿与盐酸的分解反应温度为40 ℃。
1.5 反应时间探究试验
设定原料磷矿与盐酸质量比为530∶1 000、反应温度为40 ℃、搅拌速率为40 r/min,设置不同反应时间开展试验,考察反应时间对P2O5转化率的影响,试验结果如表3所示。
表3 不同反应时间对P2O5转化率的影响

反应时间/minP2O5转化率/%3093.286095.729097.1112098.47
由表3试验数据可看出,延长反应时间可以提高P2O5转化率。但盐酸在40 ℃也易于挥发,且在该温度下反应60 min的P2O5转化率已经达到95.72%,只要控制合适的磷矿添加速率,在60 min的反应时间内,无需加热和冷却即符合工业反应的要求,同时相对较短的反应时间可降低能耗,故选定该品种磷矿与盐酸的反应时间为60 min。
1.6 搅拌速率探究试验
设定原料磷矿与盐酸质量比为530∶1 000、反应温度为40 ℃、反应时间为60 min,设置不同搅拌速率开展试验,考察搅拌速率对P2O5转化率的影响,试验结果如表4所示。
表4 不同搅拌速率对P2O5转化率的影响
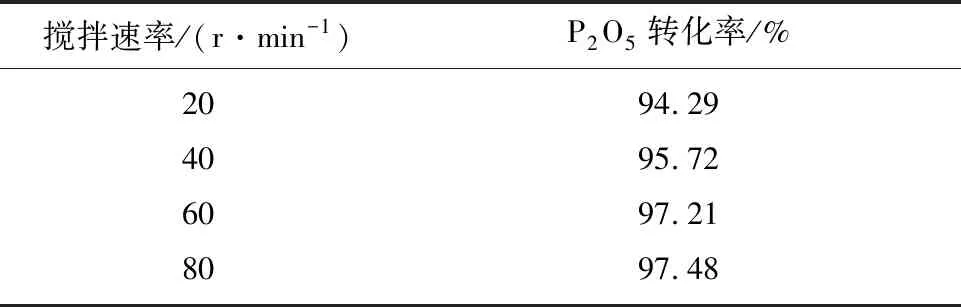
搅拌速率/(r·min-1)P2O5转化率/%2094.294095.726097.218097.48
由表4数据可看出:增大搅拌速率后,P2O5转化率有所提高;当搅拌速率低于40 r/min时,添加的磷矿容易沉淀至反应釜底部,使反应难以进行;当搅拌速率超过40 r/min后,提高搅拌速率对提高P2O5转化率的作用不大;当搅拌速率达到40 r/min时,工业生产条件较为有利,P2O5转化率达到95.72%,符合工业反应要求,因此选定该品种磷矿与盐酸反应的搅拌速率为40 r/min。
1.7 中和度探究试验
用氨中和反应料浆,测试中和后的料浆中和度并分析料浆水溶性P2O5占有效P2O5质量分数,试验结果如表5所示。
表5 中和度对料浆水溶性P2O5占有效P2O5质量分数的影响

中和度水溶性P2O5占有效P2O5质量分数/%0.9596.280.9893.081.0152.191.0349.741.0531.03
从表5试验数据可看出:随着中和度的提高,料浆水溶性P2O5占有效P2O5质量分数急剧降低,当中和度为1.05时,水溶性P2O5占有效P2O5质量分数降至31.03%;中和度在1.01~1.03时,水溶性P2O5占有效P2O5质量分数符合低浓度复合肥料的要求。因此,适合低浓度复合肥料工业化生产的中和度应控制在1.01~1.03。
2 工业化应用试验
根据小试试验确定的物料配比和工艺条件,在生产装置上进行了工业化应用试验验证,以确定采用盐酸分解磷矿转鼓法生产低浓度复合肥的工艺指标和工艺控制方法,进而实现新工艺的工业化应用。
2.1 原料配方设计
按小试试验得出的结论,实现有效P2O5转化的分解反应料浆质量配比为盐酸∶磷矿∶氯化钾=1 000∶530∶50,氨中和料浆的中和度控制在1.01~1.03,盐酸与氨质量比为1 000∶60,其余固体原料添加量按转鼓法常规配方计算添加。工业化应用试验配方设计如表6所示。
表6 工业化应用试验配方设计

原料规格/%配料量/t料浆 盐酸w(HCl)=312.80 磷矿w(P2O5)=291.49 氯化钾w(K2O)=570.14 液氨w(N)=820.17固体料 尿素w(N)=461.08 氯化铵w(N)=252.38 氯化钾w(K2O)=570.59 填充料1.35合计10.00
2.2 工艺参数设计
根据小试工艺参数,在500 t/d 复合肥装置上生产N-P2O5-K2O=15-5-5低浓度复合肥的各项工艺技术指标如下。
磷矿分解反应槽:反应温度40~45 ℃,反应时间60 min,搅拌桨转速40~45 r/min,料浆相对密度1.35~1.36,管式反应器温度100~110 ℃,中和度1.01~1.03。
转鼓生产系统:一段烘干机机头风温290~310 ℃,一段烘干机机尾风温90~100 ℃,二段烘干机机头风温210~230 ℃,二段烘干机机尾风温70~75 ℃,固体料循环量2.0~2.5倍新投料量,喷浆量8.0~8.5 m3/h。
2.3 工艺流程
盐酸分解磷矿转鼓法生产低浓度复合肥工艺流程如图1所示。

图1 盐酸分解磷矿转鼓法生产低浓度复合肥工艺流程
将盐酸、氯化钾按配比添加至分解反应槽中,边搅拌边加入磷矿粉并根据料浆温度控制磷矿粉的添加速率;磷矿粉添加完毕后反应60 min,然后将反应料浆送至带搅拌的中间槽;尿素、氯化铵、氯化钾、填充料通过计量秤按比例投入系统,在系统循环量达到60 t/h以上后,用泵将料浆通过计量后送入管式反应器,同时向管式反应器中通入计量的气氨;在管式反应器中反应后的中和料浆经喷嘴喷至造粒机的料层上,蒸发的水分通过风机抽出造粒机;控制料浆、氨与投入的固体料比例符合配方设计要求,根据造粒成球情况控制喷浆速率,保持合理的成品粒度比例;经造粒机造粒后的物料送入两级烘干机,水分合格后再进行冷却、筛分,得到的大颗粒物料经破碎后与细粒物料重新送入造粒机造粒,符合粒度要求的颗粒经包膜后送入成品工段包装。
2.4 工业化应用试验结果
利用氯化钾低温转化装置进行了3次试生产,生产总时长1个月,生产合格产品13 kt,考核期内产量达到装置设计标准,P2O5转化率接近试验设计值,符合工业生产要求。第3次试生产的平均产量达到520 t/d,生产控制平稳,产品合格率达到100%。根据3次试生产的复合肥产品综合收率计算的有效P2O5转化率及水溶性P2O5占有效P2O5质量分数如表7所示,生产的低浓度复合肥产品分析数据如表8所示。
表7 有效P2O5转化率及水溶性P2O5占有效P2O5质量分数%
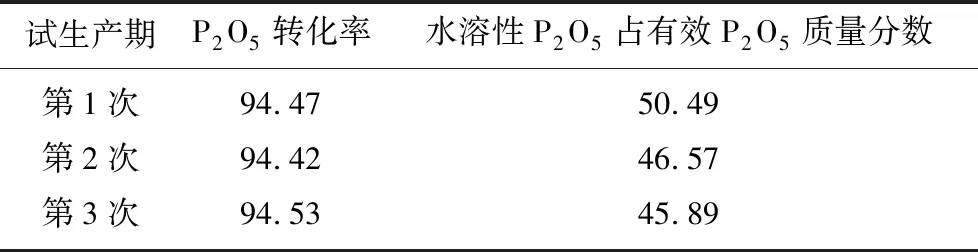
试生产期P2O5转化率水溶性P2O5占有效P2O5质量分数第1次94.4750.49第2次94.4246.57第3次94.5345.89
表8 低浓度复合肥产品分析数据
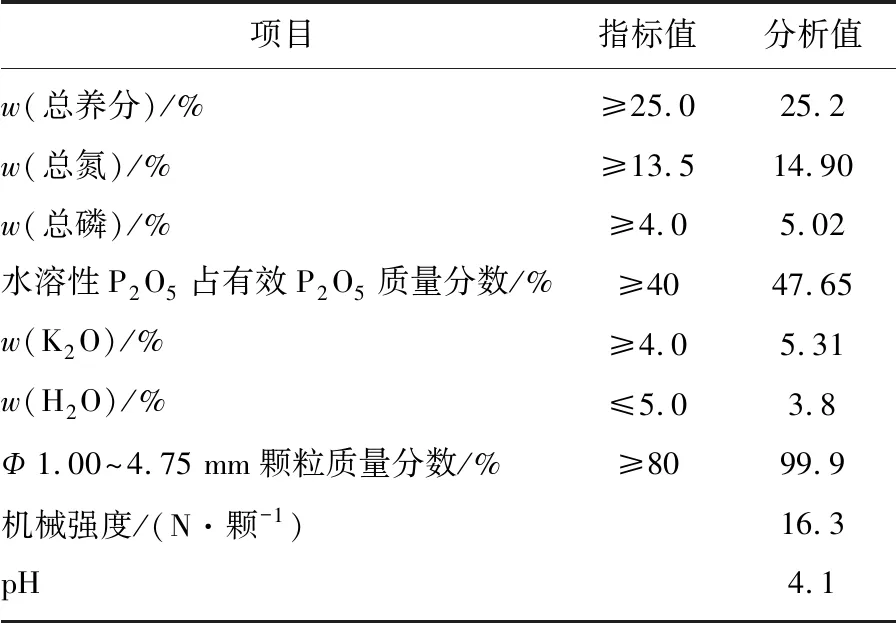
项目指标值分析值w(总养分)/%≥25.025.2w(总氮)/%≥13.514.90w(总磷)/%≥4.05.02水溶性P2O5占有效P2O5质量分数/%≥4047.65w(K2O)/%≥4.05.31w(H2O)/%≤5.03.8Ф 1.00~4.75 mm颗粒质量分数/%≥8099.9机械强度/(N·颗-1)16.3pH4.1
工业化应用试验的P2O5转化率比试验值略低,其原因是尾气洗涤系统的洗涤液未全部投入系统利用。为了提高产量,第2次和第3次试生产逐步提高了料浆中和度,以改善造粒工况,造成水溶性P2O5占有效P2O5质量分数略有降低,但仍满足低浓度复合肥指标要求。
通过表8产品分析数据可以看出,各项指标均达到或超过国家标准《复混肥料(复合肥料)》(GB 15063—2009)的要求,非国家标准要求的机械强度远高于普通转鼓法生产的N-P2O5-K2O=15-5-5产品,具有较好的产品物理特征。
3 结语
通过近4年来的实际生产应用和改进,盐酸分解磷矿转鼓法生产低浓度复合肥绿色新工艺日趋成熟,体现出如下突出的技术和经济优势:
(1) 工艺流程简单,无需大的装置建设和资金投入,利用氯化钾低温转化装置并进行适当改造,即可实现生产。
(2) 生产成本低,省去了传统生产方法的磷矿加工成磷酸盐再投入复合肥生产的中间加工过程,磷养分成本大幅降低;消耗了氯化钾低温转化产生的盐酸,降低了副产盐酸的处置费用;产品物性好,减少了包膜剂的用量。
(3) 高效环保,不产生磷矿渣,消耗副产盐酸,利用氯化钾固化磷矿中的氟离子,无三废排放。
(4) 产品养分更全面,产品中带入了磷矿富含的镁、硅、铁、钙等作物所需的中、微量元素。
(5) 产品具有机械强度高的物性特点,更耐储运,不易板结和粉化;产品中的氯化钙溶解性好,溶解速率快,更便于施用。