白鹤滩水电站钢筋滚轧直螺纹连接质量控制
2019-10-29龚子桢蔡振峰秦劲军王玲玲
龚子桢,蔡振峰,秦劲军,王玲玲
(1.中国三峡建设管理有限公司白鹤滩工程建设部,615421,宁南;2.中国三峡新能源(集团)股份有限公司南方分公司,650299,昆明)
一、概 述
相对于焊接、绑扎连接钢筋的方式,钢筋机械连接具有强度高、适用广、质量稳定、施工便利安全、机械化程度高、环保无污染、节约钢材等优点,并于2017年作为一项新式钢筋连接技术被列入建筑业10项新技术,广泛应用于工业与民用建筑和构筑物的混凝土施工。白鹤滩水电站作为全球在建最大的水电站,混凝土量近 2000万 m3, 钢筋量约 70万 t,涉及大量的钢筋连接,工程施工中采用了大量的钢筋直螺纹连接接头,接头质量对确保混凝土质量尤为重要。因此分析直螺纹接头质量控制要点,研究制定一套适合白鹤滩水电站工程钢筋直螺纹接头质量控制措施和流程非常必要性。
二、钢筋直螺纹接头质量控制要点分析
机械连接是在两端钢筋之间设置连接套筒,利用各种工艺手段(挤压、螺纹、充填介质等)形成钢筋与套筒之间的机械咬合,通过套筒实现受力钢筋之间拉力的传递,通过螺纹在设定扭矩下相互咬合提供连接力达到整体传力效果即为螺纹机械连接。
1.不同螺纹连接优劣对比
按螺纹连接形态不同,螺纹机械连接分为锥螺纹连接、镦粗直螺纹连接、滚轧直螺纹连接(带肋滚轧或剥肋滚轧)三种工艺形式,分别见图1~3。
(1)锥螺纹连接
锥螺纹连接接头通过特制锥形螺纹和连接件锥形螺纹咬合形成的接头。优点是施工方便,适应性强,现场连接占用工期短,只需力矩扳手操作。但由于加工锥螺纹小径削弱了母材的横截面积,从而降低了接头强度,接头质量不稳定,一般只能达到母材实际抗拉强度的85%~95%,易发生倒牙、脱扣等缺陷。
(2)镦粗直螺纹连接
通过钢筋端头镦粗后制作的直螺纹和连接件螺纹咬合形成的接头,优点是增强钢筋端头螺纹的承载能力,达到接头与钢筋母材等强(甚至超强)的目的,但造成金相组织改变,影响钢筋性能,变形模量会降低,延性损失,易在镦头区域脆断。
(3)滚轧直螺纹连接
钢筋等强度剥肋滚轧直螺纹接头是通过钢筋端头直接滚压或挤(碾)压肋滚压或剥肋后滚压制作的直螺纹和连接件螺纹咬合形成的接头,兼顾上述两种工艺优点的同时克服了缺陷,是各种不同连接形式逐步改进的结果。鉴于其可靠性和技术优势,白鹤滩水电站钢筋机械连接采用滚轧直螺纹连接成套技术。

图1 锥螺纹连接示意和实物剖视图

图2 镦粗直螺纹连接示意和实物剖视图

图3 滚轧直螺纹连接示意和实物剖视图
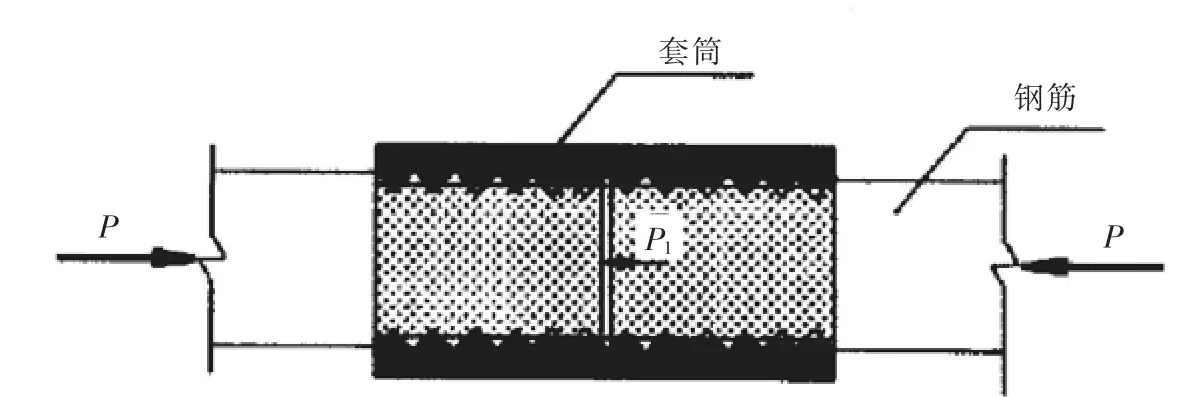
图4 接头受压示意图
图5 接头受拉示意图
2.接头承载力机理
钢筋是钢筋混凝土结构中的主要受力材料,所受应力包括拉力和压力,以承载拉力为主。滚轧直螺纹接头受拉力和压力时,主要依靠螺纹咬合阻力和摩阻力传递拉压力,其中咬合阻力起主要承载作用。除钢筋受力外,接头与混凝土间的黏接强度(握裹力)对钢筋混凝土发挥性能也起到重要作用。直螺纹接头在钢筋混凝土中受力状况下的力学机理变化如下:
(1)接头受压
标准型滚轧直螺纹连接接头受压时,随着压力增强螺纹咬合阻力和摩阻力逐渐减小,套筒内钢筋端面接合严密情况时,钢筋端部阻力发挥主要承载作用,此状况下接头属于全截面受压构件,但其承压有效面积相比钢筋截面略小。受压示意图见图4。
(2)接头受拉
滚轧直螺纹连接接头受拉时,随着拉力增强,螺纹咬合阻力和摩阻力逐渐减小,当接头钢筋被拉出或拉断时,咬合阻力和摩阻力消失,此时钢筋连接接头效应消失,接头在套筒连接点发生拉拔破坏。受拉示意图见图5。
(3)接头与混凝土的作用力
Although prior investigators had studied about the prognostic value of NLR in malignancy, there was no study about the CRP-to-albumin ratio in PC. The present study showed that both NLR and CRP-to-albumin ratio can be useful and easy biomarkers to predict the response and outcome of PC.
钢筋混凝土结构是由钢筋和混凝土共同承受荷载的,它们之所以能够共同工作,其中重要原因是因为钢筋和混凝土之间有充分的黏结强度(握裹力)。钢筋在混凝土中握裹力主要体现在胶结力(接触面化学吸附作用)、摩阻力(与接触面摩擦系数大小及侧压力相关)、机械咬合力(如钢筋肋与混凝土接触面产生挤压),带肋钢筋的机械咬合是握裹力的主要来源。然而,直螺纹套筒外表面光滑,与混凝土不能形成机械咬合,摩阻力也较小。当钢筋混凝土构件受到荷载作用时,若接头和混凝土之间产生相对滑移,会引起构件开裂,影响结构的正常使用,严重时还会影响结构的承载能力,使结构破坏。
3.接头刚度分析
钢筋接头性能优良评价标准体现在其力学性能达到或优于钢筋性能,刚度作为重要力学性能之一,接头区域的刚性问题不容忽视。刚度是指构件在荷载效应下抵抗变形的能力,其变形问题属于正常使用的极限状态。通常而言,工程实践中混凝土构件以钢筋屈服强度作为设计依据,一般情况下处于弹性阶段。若接头区域刚度低于钢筋刚度性能时,在承载状况下因刚度不足产生塑性变形,且卸载后变形不可恢复 (残余变形),对混凝土内部接头部位的裂缝控制存在不利影响,甚至引起接头区段截面受力钢筋应力的差异,使钢筋处于不均匀受力的不利状态。直螺纹接头连接钢筋变形模量相对于整根钢筋变形模量存在蜕化,其蜕化导致钢筋受力不均衡已为试验结果所证实。因此,在工程应用中有必要确保接头的刚度性能,对接头的残余变形进行控制。
4.质量控制要点
综合上述分析,可得出以下推断:一是螺纹咬合阻力对确保接头承载性能尤为关键。二是钢筋端面紧密结合程度对接头受压承载、消除残余变形具有较大影响。三是套筒外表面光滑程度对接头与混凝土黏接强度存在影响。四是接头刚度性能相对于整根钢筋有所蜕化,对混凝土结构裂缝控制和钢筋截面均衡受力存在影响。
按照上述论述,结合滚轧直螺纹接头施工工艺过程(预接:钢筋切断、端面平头→剥肋滚压螺纹→丝头质量检验→利用套筒连接→接头检验,现场连接:钢筋就位→拧下钢筋保护帽和套筒保护帽→接头拧紧→作标记→质量检验),可以看出以下方面的质量控制对于确保直螺纹接头发挥性能较为关键:
①螺纹质量控制。涉及钢筋质量、螺纹加工质量,确保螺纹强度能够满足接头性能要求。
②接头安装后残余变形控制。涉及钢筋端面平整度(确保套筒内端面相互顶紧)、拧紧时安装扭矩(确保最小拧紧扭矩)、丝头加工长度控制(确保有效咬合及套筒内钢筋顶紧)。
③套筒质量控制。涉及套筒材质、表面处理、内螺纹质量、套筒尺寸等。
三、质量控制措施和流程
针对滚轧直螺纹连接接头质量控制要点制定质量控制措施,并设计一套直螺纹机械连接质量管控流程(套筒进场质量检查→套筒进场验收→工艺检验→丝头加工质量检查→丝头出厂验收→接头安装质量检查→接头安装验收)。
1.套筒和钢筋
①实施套筒供应商市场准入制度,由建设单位牵头对供应商资质、生产规模、产品许可、产品质量进行审查,施工单位在批准的具有市场准入资格企业中选择套筒供应商,确保套筒质量符合设计要求。
②严格套筒进场验收,复核产品合格证和质量证明资料,对套筒外观和尺寸抽检,检测项目包括外形尺寸、内螺纹中径和小径。施工单位按验收批量总数的10%、监理单位按验收批量总数的5%抽检。
③套筒外观重点关注无肉眼可见裂纹或其他缺陷,表面允许有锈斑或浮锈,不应有锈皮;钢筋实行业主统供,特别需要关注钢筋与套筒适应程度,即在钢筋连接工程开始前,对不同钢厂的进场钢筋进行接头工艺检验,检验接头技术、接头型式、加工工艺参数是否与本工程中进场钢筋相适应。
2.丝头加工
丝头加工质量控制是钢筋直螺纹连接质量控制的重点,关系到螺纹咬合性能发挥,对钢筋连接质量存在直接影响。
①为保证螺纹与套筒内螺纹匹配程度,实行套筒生产厂家负责钢筋螺纹加工、加工人员技术培训后上岗机制。
②严格钢筋丝头出场质检和验收,对丝头外观和螺径进行抽检,检测项目包括外观、螺纹牙形、螺纹长度、螺径。施工单位按验收批量总数的10%、监理单位按验收批量总数的1%(不少于5个)抽检。
③加工完成后使用丝头专用护套保护。
3.现场安装
①从机械连接原理可知,螺纹在设定扭矩下发挥连接效果。若只用管钳拧紧,检查外露丝扣,无法确保达到设定扭矩要求。安装后每个接头均需用扭矩扳手逐个校核拧紧扭矩。就操作而言,校核拧紧扭矩工序,应当紧接管钳工序实施。
②连接安装完成后,应按规程规范进行外观质量检查,同时进行拧紧扭矩校核,施工单位随机抽检验收批量接头数的10%、监理单位按1%(且不少于5个)复核。需要指出的是,此处的拧紧扭矩校核属于验收性抽检,应与现场安装时的拧紧扭矩校核进行区分。
③施工完成后,建设单位及监理单位对已完成的接头随机抽检极限抗拉强度。
四、质量控制效果
对白鹤滩水电站主体工程建设期直螺纹接头抗拉强度监督性抽检数据 (2017年8月—2019年7月)进行统计,结果表明,实施上述质量管控措施后,滚轧直螺纹连接接头施工质量能够保持稳定受控,试件抽样极限抗拉强度检测一次合格率达99.8%,复检合格率100%。
五、结 语
钢筋滚轧直螺纹连接成套技术是一项新技术,近年广泛应用于工程实践,工程技术人员对其受力机理、性能优缺点的认识还在不断深化。本文立足于工程质量预防为主的理念,通过对受力机理和工艺过程进行剖析,分析直螺纹连接技术质量控制要点,同时指出该技术容易被忽视的弊端,介绍了白鹤滩工程管理实践中的质量控制措施和流程,检测数据统计表明取得了较好的质量控制效果,具有一定的推广价值。
