炉水循环泵隔热屏泄漏分析和预防措施
2019-10-26邱传银
邱传银
(深圳妈湾电力有限公司,广东深圳 518052)
0 引言
妈湾电厂目前装有容量300 MW 的火力发电机组6 台,与其配套的锅炉是哈尔滨锅炉厂生产的HG-1025/18.2-YM6 型亚临界压力锅炉,最大连续蒸发量1025 t/h,汽包工作压力19.67 MPa,对应的饱和水温360 ℃,每台锅炉配有3 台性能相同的炉水泵。
1 炉水泵结构特点
炉水泵为浸没式配置湿式电机型,由沈阳水泵厂引进德国KSB 公司技术设计生产。泵体采用全封闭结构(泵与电机连为-体),电机的定子、转子和轴承等都浸在高压水中,其定子腔内的水压与炉水压力相同,即与锅炉汽包压力相等。电机壳要承受锅炉系统的全压,工作条件极为苛刻,稍有不慎就可能发生电机损坏事故。
炉水泵由两大部件组成,泵壳体悬挂在进出水管道上,通过16 颗主螺栓与电机装置连接在一起。为防止电机过热,中间有一个隔热屏起到隔绝高温炉水向电机传导热量的作用,它们组装成一个完整的水泵,为高温高压炉水提供循环动力。该泵设计简单检修方便,无故障工作时间长,转动组件和水力组件不需要维护保养。
2 存在的问题
由于工作环境恶劣,炉水泵电机装置的隔热屏与泵壳体的结合面,自投产以来发生了多次泄漏故障。另外,电机对炉水品质要求很高,启动停止时,注水、冲洗操作的失误都会造成电机损坏。经常更换电机和密封面的泄漏处理都需要停炉拆装电机,对机组的安全生产造成了极大的影响。
妈湾电厂6 台锅炉18 台炉水泵,自投产以来出现过多次炉水从隔热屏与电机结合面泄漏的情况。表1 为1997 至2006 年拆装泵体次数统计。2006 年电机故障8 次,隔热屏泄漏6 次。3A#炉水泵密封面泄漏和电机原因共拆装7 次。
电机体与泵壳螺栓的连接是拆装中最为关键和复杂的一项。因为泵的工作压力高,螺栓的拆装都使用加热预紧的方法,才能达到安装效果。但该方法工艺复杂,作业时间长,对检修人员的技术水平要求极高,如果某个环节出现差错,会造成结合面处向外泄漏高压炉水。
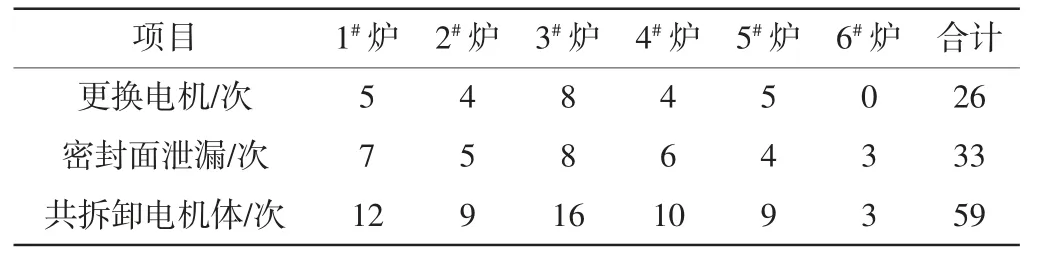
表1 更换电机和泵体结合面泄漏次数统计(1997-2006 年)
3 原因分析
3.1 机组频繁启停
炉水泵是在360 ℃高温下工作的转动机械,曾有1#炉大修后因各种原因机组多次启停,1C#泵多次承受冷热及压力交变应力的变化,泵壳体与隔热屏的热容量相差大,结合面垫片失效造成泄漏。
3.2 执行工艺标准不严格
热拧紧的目的是防止螺栓随着运行温度的升高产生热伸长,使螺栓拧紧力逐渐减小。热拧紧可以保证螺栓的剩余应力不小于结合面所需的密封应力,确保工作期间的严密性。因此厂家提供了完善的工艺规程,对每一操作步骤都有详细规定。只有经过培训后才有能力保证严格执行规程,保证不出现泄漏。
曾经有5#炉A、C 泵需同时更换,由同一班人员对2 台泵进行交叉施工,由于工作时间长,极易在某个环节上产生疏忽,影响安装质量。
另外,使用2.5 kW、3.5 kW 的不同功率加热棒导致热速率过快,螺栓加热的时间、温度不均匀,此时拧紧螺栓容易造成冷却后法兰密封面的偏斜,使螺母的拧紧格数失去意义。
3.3 结合面平面度和冲刷槽
检查发现有的泵体存在着0.30 mm 左右的平面差,较大的变形可能影响缠绕垫密封效果。部分与缠绕垫配合的接合面已被多次超高压水冲刷形成凹槽,也会影响密封效果。2006 年9 月10日,5C#炉水泵拆卸后发现,隔热屏结合面吹损深度达1 mm,吹损面积约占10%,经现场车削加工结合面消除缺陷。
3.4 金属缠绕垫片质量
密封件的质量对密封效果影响很大。缠绕垫应无扭曲、划伤,绕制紧密,点焊牢固,压缩回弹性好、强度高,有利于适应压力和温度的变化,在交变载荷下保持良好的密封性能。而有一段时间为节省费用采购了非主流厂家生产的金属缠绕垫,从产品的外观到性能都存在较大瑕疵。
4 预防措施
4.1 检查电机体和泵壳结合面平面度
检查电机体和泵壳结合面是否平整,清理和检查泵壳、电机法兰密封面。密封面如有吹损痕迹或辐射凹坑,应进行研磨、清理;检查缠绕垫安装位置,用砂纸打磨去除锈蚀,并确保无其他缺陷。保证材料硬度≥40 HRC,表面粗糙度Ra(5~10)μm。
4.2 选用优质不锈钢缠绕垫
领用时检查缠绕垫包装完好标识齐全,固定在厚平纸板上,拆开包装后,测量其尺寸应符合标准(表2)。缠绕垫为不锈钢加石墨,表面平整光滑,无跳线、断线、毛刺、压痕等缺陷。

表2 金属缠绕垫标准(ASME B16.20)
4.3 检查主螺栓、主螺母和加热棒
清理主螺栓和主螺母,使其无毛刺,手旋轻松,拆卸、安装时注意保护螺牙,加热棒功率≤2.5 kW。
4.4 控制安装工艺
(1)在隔热泵与泵体之间涂抹汽缸密封脂,可起到辅助密封的作用,且具有耐高温、高压、密封效果好、膜层致密坚韧耐久,易于清除等特点。在压力≤26 MPa,温度≤600 ℃使用,可以弥补由其他原因造成的轻微泄漏。
(2)隔热屏面涂抹汽缸密封胶,放上主垫圈后,用手轻轻晃动确认放平。
(3)螺栓的冷紧和热紧。螺栓的紧固应按制造厂技术文件提供的紧固顺序和方法及扭紧力矩进行,结合面16 颗螺栓对称地进行冷、热紧固,使其有足够的接触压力,以防止高温高压饱和水从结合面漏出。
冷拧紧时每隔90°加厚度1.4 mm 塞尺,用65 mm 加力扳手均匀拧紧主螺母,使主螺栓与泵体牢固联结,到位后将螺母与泵体做好标记。标记应清晰、准确。旋紧与放松时要时刻注意读数,为热紧创造一个准确的起点。
热拧紧是在中空的螺栓中插入电加热棒,加热到300 ℃后再旋动螺母。控制加热时间≤1 h,冷却时一定要等螺栓冷却到室温才可进行下一步工作,不能随意减少冷却时间。按照第一次加热全部16颗,旋紧螺母,待完全冷却后第二、三次分别加热奇数、偶数的8 颗螺栓,分别旋紧螺母。共分3 次加热程序,直到主螺母旋紧到规定数值。妈湾电厂一直参照使用说明书加热螺栓后按36 格(螺母旋转1 圈为24 格)旋紧,后参照其他电厂经验,提高到44 格后效果比较理想。
5 结语
分析炉水泵电机装置的隔热屏与泵壳体的结合面泄漏原因,并通过选材、工艺控制、严格检验等措施的实施,近几年平均每年只有1 台泵发生泄漏,炉水泵泄漏情况得到极大改善。