ECL阳极焙烧多功能天车控制系统升级研究
2019-10-23石强
石强
(四川启明星铝业有限责任公司, 四川眉山 620041)
1 概述
阳极焙烧多功能天车是铝电解用阳极焙烧生产过程中的重要设备之一,利用率高,它的运行稳定性直接关系到阳极焙烧的生产,它的装备技术和功能配置直接影响着焙烧生产的自动化水平。
四川启明星铝业有限责任公司焙烧车间于2003年引进两台法国ECL阳极焙烧多功能天车,该设备具有灵活性大、可操作性强、综合性好等特点,主要功能:①生阳极装炉;②焙烧后熟阳极出炉;③填充料的吸料;④填充料铺料;⑤辅助吊运;⑥焙烧炉火道墙清刷等。
多功能天车主要由大车、工具小车、阳极夹具、8吨电动葫芦、铺料装置、吸料装置、清刷机、真空系统装置、压缩空气装置、电气及操作系统等部分组成。
两台焙烧多功能天车控制系统产品采用国际著名品牌美国罗克韦尔自动化公司的中大型PLC5/40控制系统和2711人机界面,硬件配置如图1所示。电机传动控制采用AB1336变频控制,采用电位器操作手柄控制,实现设备运转无级调速。通过人机界面实现可视化操作,操作人员可通过人机界面实时掌控天车运行状态,通过天车运行条件的掌控,可提高设备故障排查时间。通过PLC控制系统的应用,省去了许多传统继电器控制方式下繁杂的硬接线系统,可显著的降低了设备故障率。PLC控制器之所以能得到广泛的应用,其中一个重要的优势就是,它具备的强大的可编程功能,可实现许多传统控制方式无法实现的控制功能,并且终端用户可随时对控制程序进行修改以适应用户的不同需求,而无须改变系统的外部硬件接线,使设备的易用性得到明显加强[2]。

图1 ECL天车控制系统原硬件结构[3]
2 PLC控制系统产品技术发展现状分析
四川启明星铝业有限责任公司焙烧车间引进的两台法国进口ECL阳极焙烧多功能天车采用的美国罗克韦尔公司PLC5系统控制系统、1336系列变频器等,随着控制技术的日新月异,十几年的发展,旧产品已全线停产淘汰,无备件供应将直接影响多功能天车正常运行,对焙烧阳极生产造成较大的风险和隐患。两台多功能天车经过十多年的持续运行,由于长期处理振动、高温、多粉尘等环境下,控制器、I/O模块包括机架,均出现不同程度的老化等故障现象。随着运行时间的延续,故障率将会越来越高,对天车现有控制系统的升级改造已十分紧迫。
2.1 国内市场上PLC产品应用现状分析
目前,PLC市场产品丰富,各种型号产品几千种。当前中国市场上占主导地位的PLC产品主要还是集中于美国、欧洲、日本的PLC品牌。如美国的罗克韦尔自动化(Rockwell Automation)、GE-Fanuc;德国的西门子(Siemens)、法国的施耐德(Schneider);日本的欧姆龙(Omron)、三菱电机(Mitsubishi)。国内PLC品牌,产品主要以小型机为主,但技术上相对于应用广泛的欧姆龙、三菱等中小型PLC品牌,还存在不少差距,所以在国内PLC市场份额占有率一直较低。中国目前市场上95%以上的PLC产品还是来自如:西门子、三菱电机、欧姆龙、罗克韦尔自动化、施耐德、GE-Fanuc等国际大公司。在产品应用类别上,欧美公司如西门子、罗克韦尔自动化等在大、中型PLC领域一直占居主导地位。
从PLC产品应用在行业分布上,罗克韦尔自动化的PLC产品在冶金行业应用较多。罗克韦尔自动化控制系统包括Logix控制器及相应的网络通讯功能,是专为实时控制要求的系统而设计开发的。Logix控制器是多总线的控制器,其具有多处理器;Logix控制平台是将顺序控制,过程控制,传动控制和运动控制基于一体的完整的控制平台,是世界上最先进的综合控制器,配以开放性的通讯网络和丰富的罗克韦尔软件,提供在任何应用上的实时控制要求[4]。
2.2 罗克韦尔自动化ControlLogix控制系统
ControlLogix系统是罗克韦尔自动化有限公司继PLC5/SLC500系列PLC之后推出的第三代工业控制产品,适合于上千个I/O点的控制系统,从硬件配置、通信方式和数据结构上都有较大的变化,它基于高度模块化结构,在硬件组合和扩展上有相对于PLC5/SLC500有更大的灵活性,控制性能也得到很大的提高,在通信方式上兼容DH+、RIO等通信网络,可完全替代PLC5系列的产品。
作为第三代控制器产品,其特点有:①系统封装外形更小,所需安装空间占用更低。②采用模块化结构,IO模块在组态上不像PLC5受槽位限制,可任意进行IO模块的组合,允许各种模块混合使用。③可拆卸端子块,可使用第三方定制端子块灵活的与IO模块互联,实现更加紧凑的硬件布线。④产品线更加丰富,可根据用户的不同需求进行选择,如高温、粉尘、腐蚀环境下,有ControlLogix-XT扩展温度控制产品,可以承受的温度范围-25-70℃,组件带防护涂层,可延长产品在恶劣环境下的使用寿命。⑤易于使用的标签寻址方式:硬件组态自动生成系统标签,从而减少用户程序的开发时间。⑥强大的通信功能,兼容多种通信方式,每个控制器支持多达250个通信连接。⑦多任务系统:可定义32个不同级别的任务,1000个执行程序,满足用户对控制对象的不同需求。⑧可靠的控制性能,处理器速度更高,时间响应更快。⑨采用闪速内存,用户通过软件即可将处理器升至最新版本[5]。
3 升级方案的可行性分析
3.1 方案概况
本方案主要研究选用罗克韦尔(Rockwell Automation)最新系列的ControlLogix PLC和PF755工业型变频器、PVP7最新一代人机界面,在产品的选型上确保在未来10-15年内产品不会被淘汰。
3.2 方案可行性对比分析
目前市场上主流的大中型PLC控制系统产品主要集中在罗克韦尔和西门子。我公司建厂之初主要采用的PLC控制系统产品为罗克韦尔,如果采用罗克韦尔控制系统产品进行升级,将具有较大的优势:①控制器程序可通过罗克韦尔提供的专用升级转码工具进行转换,对程序的修正工作量及时间消耗较小,有助于提高改造的时间和速度。②2016年公司对电解1台多功能天车的PLC控制系统进行了升级改造,经过几年的改造运行,系统运行稳定可靠,实践经验可借鉴。③公司设备检修维护工作人员对罗克韦尔产品熟悉,现场维修及处理经验相对比较丰富,有助于后期产品维护检修工作的开展。④因公司各车间主要使用罗克韦尔控制产品,有利用后期设备维护备件资源共亨,降低备件库存费用。
4 系统硬件升级方案
4.1 PLC控制器升级思路
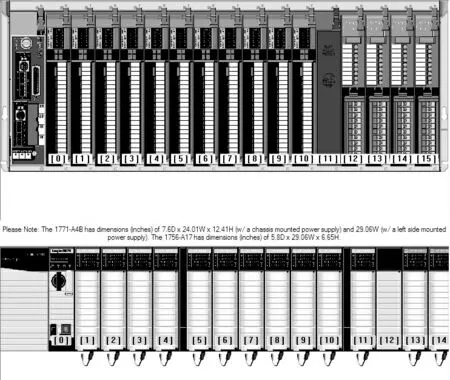
图2 PLC硬件配置升级
控制系统采用的为罗克韦尔PLC5(1784-L40B)系统,本地IO为1771系列模块;通过RIO组态到触摸屏。新控制系统考虑到运行环境温度、粉尘、振动以及其他因素等,方案采用ControlLogix替换原有的PLC5控制系统,控制器采用罗克韦尔公司目前主流产品1756-L7X系列控制器,原有的1771的I/O用1756 I/O按照点位数量、类型一对一替换。如图2所示。PLC输出模块到中间继电器之间选用预接线端子板,减少接线不牢引起的故障。控制程序通过罗克韦尔专用升级转换,以保证原系统程序控制逻辑保持一致。保证生产环境中安全、可靠运行。
4.2 人机界面升级思路
人机界面的通讯方式是采用RIO网与PLC通讯,目前这种通讯方式的人机界面在罗克韦尔公司已经不再主推,属于淘汰产品。并且新产品已不再支持RIO通讯接口。因此,在选择新型人机界面将使用以太网与PLC控制系统进行网络通讯,升级产品标配以太网通讯接口,无需增加额外配置成本见图3。

图3 人机界面与PLC网络配置图
4.3 电机传动控制升级思路
两套阳极夹具传动装置使用的变频器为1336 IMPACT系列,该变频器罗克韦尔已经淘汰并停产多年,新的升级替代产品最新型号为PF755系列,该产品自带以太网接口,通地集成化的LOGIX控制平台,应用罗克韦尔LOGIX系统带有ADC自动配置功能,能够解决变频器参数备份,上传、下载功能,用户只需要一次性设置好变频器运行参数,保存在PLC内存里,从而减小变频器更换备件的停机时间,如图4所示。同时,考虑到变频器行车起重使用功能,使用PF755系列工程型变频器,利用它的力矩校验功能,使得起重控制得以更安全的保障。

图4 变频器与PLC网络配置图
4.4 软件升级策略
控制系统的升级改造,因系统硬件控制平台的不同,原PLC5控制程序需要进行转换成ControlLogix项目应用。由于PLC5与ControlLogix控制器软件数据结构上存在较大的差异性,所以,在转换过程中需要对数据进行相应的转换或替换。此外,ControlLogix和PLC5的通信方式也不相同,通信指令也应作相应的修改。[1]项目转换的基本步聚如下:
4.4.1 PLC5的文件类型转换
在PLC5编程软件rslogix5中打开要转换的PLC5项目,将其另存为*.PC5的library文件,注意,须选定专门的路径来存放见图5。

图5 程序代码转换
这样做是为了获得Text形式的文件,为后面的转换作准备。
4.4.2 PLC5注释文件的导出
从PLC5的同一项目中导出注释部分的ASCII码文件。于TOOL下选择Database及AsciiExport,如图6所示。
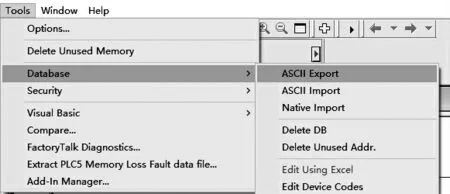
图6 注释文件导出
对于PLC5来说,选择CSV的形式,如图7所示,获得要转换项目的Text形式的注释文件。
4.4.3 实施项目文件转换
打开Logix Designer编程软件,选择Tools,点击RSlogixProjectMigrator,如图8所示。根据转换项目步聚,实现从PLC5到LOGIX5000项目的转换。
4.4.4 改写错误指令和未知指令

图7 注释文件保存类型

图8 软件升级工具
在新的ControlLogix项目梯形图程序中,改写PCE指令中的相应误差,改写UNK指令。PLC5与logix5000中不对应的指令,在新的程序中以未知指令UNK表达,应分析具体的情况,并进行相应的改写。
4.4.5 组态控制器、框架和I/O模块
在新的硬件配置中,I/O模块已经变成ControlLogix专用I/O模块,所以应按照ControlLogix的规则重新进行I/O模块的硬件组态工作,同时根据实际情况完成组态控制器的框架和尺寸。
4.4.6 重组I/O地址
旧的I/O地址,在PLC5中是以映像表的数据文件形式存放的,在上述的转换过程中,被命名为新的标签数据地址,这些新的标签数据地址在程序中仍然引用,所以,可以应用BTD,MOV或COP指令编程,将这些地址与组态I/O模块产生的I/O地址一一对应起来。其它要检查和考虑的,有的指令并没有错误,但仍然有问题存在,应进行检查。
5 结论
(1)PLC控制系统目前广泛在起重机中应用,相比传统继电器控制,具有反应速度快,噪声低,能耗小,体积小,控制精度高,通过其强大的编程功能可实现复杂的高级控制过程,可使系统长期保持稳定运行,安全可靠性得到显著提升。
(2)阳极焙烧多功能天车,作为阳极焙烧生产的重要关键设备,对传动控制的时间响应,设备安全运行的可靠性,环境适应性有很高的要求,一套可靠的控制系统是关系到天车能否安全运行的有力保障。
(3)通过采用同品牌控制系统产品升级改造,利用厂家提供的设备升级改造相关技术支持,可节省改造时间,有效减少设备停机时间,为阳极焙烧车间连续性生产创造更有利的条件。
