API锥螺纹数控加工工艺研究
2019-10-21刘晓燕
刘晓燕
摘 要:本文介绍了数控车床上加工API锥螺纹时的程序编制及程序参数的确定过程,并介绍了利用数控车床检测锥面加工精度的方法。
关键词:螺纹加工;锥面检测
1 前言
API螺纹是石油天然气行业中使用的特殊螺纹,使用环境比较复杂,对于密封性、抗压性等都有较高要求,现在也逐渐扩展到了矿山机械等行业中。但在实际生产过程中,由于零件批量较小,购置专用的API螺纹专用加工机床成本较高,而委托其他单位加工则会影响生产进度,且涉及保密文件时可能会造成泄密事件。因此就需要在没有专用机床的情况下,实现API锥螺纹的加工自制。
2 加工过程
2.1 螺纹锥面的加工
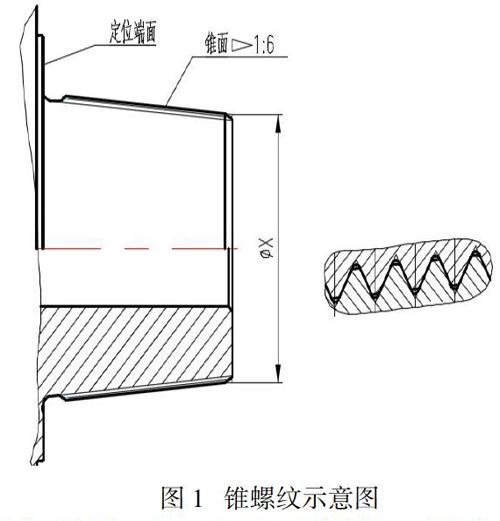
以接头外螺纹加工为例(如图1),要求在加工时,定位端面与锥面一次装夹车成,便于螺纹紧密距的测量
图1 锥螺纹示意图
在零件首次试制时,锥面处φX尺寸根据经验按普通螺纹外径尺寸精车成φX-0.1 -0.2,在后续车螺纹时螺纹顶面产生顶切,并且表面出现颤纹;经过分析,致使上述问题产生的原因是锥面尺寸不合适。螺纹切削刀具牙高与螺纹ap值相同,若锥面尺寸大于公称尺寸,则在螺纹未切够深度时就发生切顶现象,使螺纹表面产生颤纹;若锥面尺寸过小,则实际螺纹牙高远小于要求尺寸,易產生毛刺。 经过多次试验,确定锥面公差范围:外螺纹锥面尺寸控制在φX-0.5 -0.6。
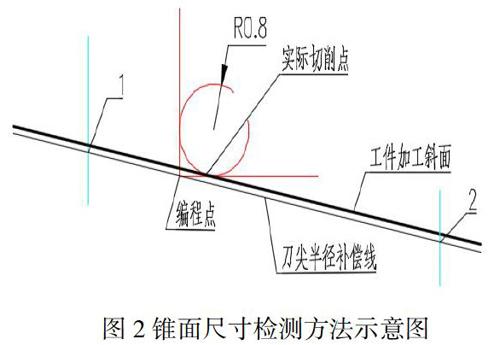
在锥面尺寸公差范围确定后,就是如何控制锥面尺寸的精确性。由于刀尖半径的存在,在加工斜面时会存在过切或欠切的显现,导致加工的斜面尺寸存在一定的误差。而目前我公司对于加工的锥面没有专门的锥面检测仪器仪表,都是靠配干或锥度试规检测,但此种检测方法并不能准确的检测尺寸。于是,针对锥面尺寸检测问题,根据刀尖半径补偿原理,提出了利用数控车床进行锥面尺寸检测的方法(图2):在程序编制过程中,(1)在编程图上工件锥面处按程序中要求使用的刀片圆角半径做出刀尖半径补偿线,(2)在锥面处选择两点(最好是选择X或Z方向为整数的点,便于后续操作),给出补偿线上这两点的坐标值。(3)精车完锥面后,将精车刀的G54值(加工时给定的工件坐标系值)X、Z方向均重新校对,(4)将坐标值为整数的方向固定,让刀具从另一方向接近工件,比较实际值与给定值是否有误差,以此判断锥面加工是否正确。
图2锥面尺寸检测方法示意图
2.2螺纹牙型加工
在加工牙型前先要进行数控加工程序的编制,因为使用的数控车床控制系统为西门子系统,车削螺纹可以使用螺纹循环指令CYCLE97
编制的数控程序段如下:
……
T2 ;螺纹车刀,车外螺纹,右手刀正装,主轴反转
G0 G95 G90 X170 Z20 S130 M4 M8
CYCLE97(6.35,,0,-140,160,183,6,5,3,0,0,0,45,2,1,1)
G0 X200 Z100
Z200
……
通过多次试切验证,确定合适的加工参数如下:
1)切削刀数的确定,经试验确定加工刀数
2)锥螺纹小端尺寸给定后,根据螺纹的有效长度及退刀槽的宽度尺寸确定螺纹车削时走刀长度,计算出螺纹终点处锥面尺寸,即为程序中螺纹大端尺寸值。
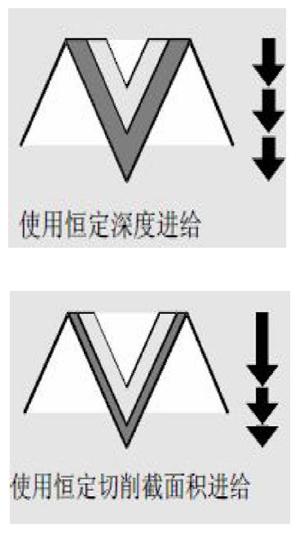
3)加工类型(切削方式)选择:螺纹加工类型分为两种,恒定进给(深度)切削、恒定切削截面积切削
恒定进给(深度)切削:切屑厚度固定,需要较多次走刀,刀具负荷逐渐增大
恒定切削截面积切削:加工效率高,起始切深相对较大,每次切削切削刃具有均匀负荷,刀具寿命长
考虑此螺纹螺距(P=6)、齿高(h=3)等因素,选择恒定切削截面积切削方式进行加工。
3 结语
由于我单位产品种类的原因,此前并没有进行过此类API螺纹的加工,因此,该螺纹的加工对于我们也是一项新的挑战。在实际加工过程中遇到了不少问题,经过多次切削试验一一解决,终于圆满完成了API螺纹的加工,为后续加工类似产品积累了加工经验。
参考文献:
[1] 西门子 SINUMERIK 802D控制系统.编程手册,2003.11
