浅谈汽车车身件焊接工装的应用
2019-10-21谢江罗欢
谢江 罗欢

摘 要:当前汽车焊接工装在构造上存在较大差别,属于非标准设计与制造的工艺装备,但其功用、基本结构以及维护管理具有共性。本文结合笔者的实践工作经验,对车身焊接工装应用进行一些总结分析,供有益参考。
关键词:焊接工装;工装结构;工装开发;工装维护管理
术语:SGMW-上汽通用五菱汽车股份有限公司;N111-五菱之光车型;TPM-全员生产维护;PM-预防性维护;CMM-三坐标测量仪
1 引言和概述
随着汽车工业的不断发展,人们起来越注重汽车车身外形和尺寸,这对车身件的焊接尺寸、精度、质量要求越来越高,而焊接工装在车身制造过程中尤其重要。对于汽车、摩托车和飞机等制造业,可以毫不夸张的说,没有焊接工装就没有产品。
工装指在机械加工、产品检验、装配和焊接等工艺过程中,使用着大量的工艺装备简称。车身焊接工装指车身零件装配与焊接过程中起配合及辅助作用的夹具、机械装置或设备的总称,其中夹具包括定位器、夹紧机构、夹具体三部分,机械装置或设备包括焊件变位机、焊接操作机、焊工升降台等。
2 车身焊接工装简介
2.1 分类
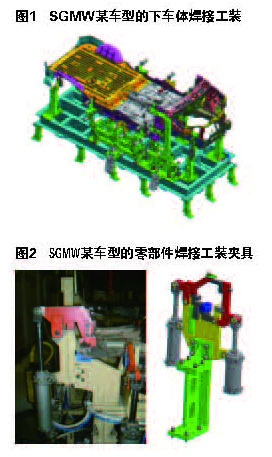
焊接工装(如图1)有几种分类方式:
(1)按应用范围分:通用、专用、柔性焊接工装等。(2)按动力源分:手动、气动、液压、电动、磁力、真空、混全式焊接工装等。(3)按焊接方法分:电弧焊、电阻点焊、钎焊、特种焊工装等。
2.2 结构与组成
SGMW某车型零部件焊接工装夹具(如图2),主要由定位器、夹紧机构、夹具体三大部分组成,有夹紧块、夹紧臂、定位块(销)、连接板、支座、气缸(根据动力源方式而定)、导向、铰链等8种基本功能部件,复杂定位单元的夹具还需要增加限位块、导轨、二层支座等功能件。现实中会根据各种综合因素,单独或组合使用不同焊接工装夹具结构来实现白车身/零部件焊接作业。
2.3 特点
焊接工装的特点,是由装配焊接工艺和焊接结构决定的:
(1)类型和数量根据白车身/焊合件的生产纲领、生产节拍、自动化程度决定。(2)按生产工艺过程布置,要符合人机工种要求。(3)装配和焊接的零件有多个,需按一定顺序进行,动作次序和功能要与制造工艺过程相符合。(4)焊接件多为薄板冲压件,其刚性比较差,极易变形,因而通常采用工件表面或形面过定位方式定位。(5)车身是一个具有空间曲面,外形复杂的结构件,定位件的定位表面大多是型面,定位元件的布置具有空间位置特点。(6)采用电阻点焊的装焊夹具,要求焊钳和电极具有良好的可达性及夹具的开敞性。
2.4 作用
提高焊接件的产品质量,保证焊件的几何形状和尺寸精度符合图纸和技术要求;提高制造生产率,降低制造成本;减轻劳动强度,使用安全可靠,保障安全生产;便于施工和操作等等。
3 车身焊接工装开发
3.1 六点定位原理
任何刚性工件在空间具有六个自由度(如图3),即沿x、y、z三个直角坐标轴方向的移动自由度和绕这三个坐标轴的转动自由度,要完全确定工件的位置,就必须消除这六个自由度,通常用六个支承点(即定位元件)来限制工件的六个自由度。这就是六点定位/3-2-1定位原理(如图4)。
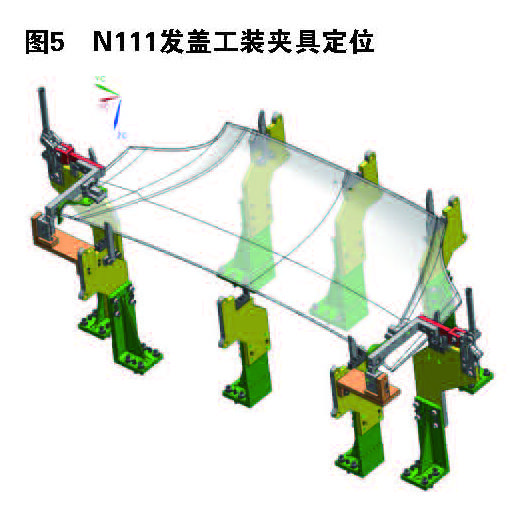
实现中对于汽车车身用的薄板冲压件,定位夹具除了限制零件刚体运动的基本功能外,还必须限制过多的零件变形,需采用N-2-1、3-2-2过定位方式。例如SGMW N111车型发动机盖板的焊接工装夹具就用了8个定位面(如图5)。
3.2 工装开发过程简述
工装开发流程主要有:项目规划、数据输入、方案/结构设计、采购定点、制造/安装/验收移交、售后服务等阶段。如下为开发流程简图(如图6)。
其中,我们简单列举制造/安装/调试/验收阶段的几个关注项进行说明。
(1)焊接工装夹具的测量。在焊接工装组装制造完成后,需要对其制造状态进行必要的CMM检测,以判断制造是否符合设计要求。测量过程:分析→测头校准→建立坐标系→测量特征元素→构造/评价特征元素→生成测量报告→评估测量结果。
(2)同心孔实验(如图7)。夹具装上工件,夹紧后在工件的搭接处进行钻孔及测量,观测钻孔在夹紧和松开状态的尺寸变化,分析夹具在工作条件下的定位可靠性和重复性。实验过程一般为:装夹零件→钻孔→取出零件/测量→重复上一步→零件拿出/模拟焊接→测量钻孔实际尺寸→重复上一步骤5次→焊接零件/测量→评判。
(3)工艺工装验证。通过对其合理性和适用性的检查,验证工艺和工装是否符合生产纲领/节拍、产品质量及安全环保的要求,是否可以进入批量生产。
4 车身焊接工装维护管理
工装的维护管理是指对工装的保养及维修。采用日常维护为主-TPM、预防性维护为辅-PM相结合的方式。TPM:通过日常维护,检查工装的异常,及时维修,使工装处于良好状态,有日/周/月检。PM:按照工艺设备制订的周期维护计划进行计划维护,达到排除隐患,保证工装稳定、有效的维护方法。
常见的焊接工装维护要点:
(1)各定位点、紧固件应定期檢查是否磨损、松动。(2)各轴承、运动机构铰链应定期加润滑脂。(3)检查气路系统、管路,不得有渗漏。(4)夹具底板面定期刷防锈油,随时检查气路系统有无漏气等现象。(5)维修时,必需使用拼台安全销,防止误操作,侧框的移动。
5 结语
对于汽车四大工艺之一的车身焊装制造而言,无论是主机厂的白车身焊接工装还是供应商零部件的焊接工装都是极其重要的组成部分。笔者相信,随着我国汽车行业的不断发展,车身焊接工装将会为更多的汽车生产线建设助力,并得到广泛应用,为中国汽车品牌发展贡献力量。
参考文献:
[1]王政.焊接工装夹具及变位机械.北京:机械工业出版社,2001.
[2]陈焕明.焊接工装设计基础.北京:航空工业出版社,2004.
[3]中国机械工种学会焊接学会.焊接手册(第2版).北京:机械工业出版社,2001.
