四元复合加热不燃烧卷烟水松纸搓接装置控制系统研究
2019-10-17潘永华窦剑峰韩金江张凌李红春
潘永华,窦剑峰,韩金江,张凌,李红春
(红塔烟草(集团)有限责任公司,云南 玉溪 653100)
加热不燃烧新型卷烟作为一种可兼顾满足感和烟草香气的减害烟草制品,在满足消费者烟草特征感受的同时,可有效降低烟气有害成分释放量,减少危害。自2015年起,加热不燃烧卷烟已从新生事物迅速发展到日趋流行,被广泛视为烟草行业可持续发展的希望和方向,日本、韩国、欧洲、美国、加拿大等市场增速迅猛,菲莫国际、日本烟草和英美烟草均已明确发展中心将从传统卷烟转移到新型烟草。根据加热不燃烧卷烟四元结构特点,烟支卷制通常采用三元复合滤棒与薄片芯材基棒接装技术或者两段二元复合滤棒接装技术实现烟支生产,国际国内对四元复合一次烟支成型和对应水松纸接装技术研究较少,尚无四元复合一次成型接装技术和设备应用。为避免三元复合或二元复合成型工序增加的环节,提高规模化生产效率,节约设备投资和设备布局空间,利用传统卷烟YJ27 接装机技术进行采用四元复合水松纸搓接技术开发,可直接进行烟芯基棒+中空基棒+降温段基棒+丝束基棒的复合,一次成型为双倍长烟支,可实现高速、高效和高质规模化生产,是加热不燃烧卷烟卷接生产模式的创新和突破,可为新型烟草卷接设备改造或开发提供参考。
1 系统设计
基于上述独特的高速加热不燃烧卷烟生产线工艺流程需求,在YJ27接装机基础上对滤棒下料和排列鼓轮的倍数级转速、无切割烟支的错位、汇合靠拢、短支烟调头输出等技术关键进行研究,重新设计烟支供料系统、传动系统、搓接分切系统、水松纸供给系统、调头系统、出烟系统和电控系统。水松纸接装工艺如图1 所示,双倍长烟支取棒传递,在靠拢轮上粘搭上双倍宽水松纸片,由搓烟轮和搓板搓卷,形成双倍长烟支。切割轮圆盘刀将双倍长烟支分切为两支等长的单倍烟支,调头轮将其中一排旋转调头,与另一排形成朝向一致并对齐的单排烟支流,经在线质量检测和剔除缺陷烟支后输出。

图1 加热不燃烧卷烟接装工艺流程示意图
根据上述工艺流程,设计YJ27 独立电控系统方案,主控系统采用一台倍福CX2020 主控制器,参考ZJ17_PLC 版本的MAX 电控方案,新增加LENZE 变频器驱动方案,保留原ET200M 的MAX 子站、两组阀岛,取消原来西门子FM352 高速CPU,改用倍福输入输出模块读取其中信号。取消CIS 控制器,硬件读取信号采用倍福输入输出模块。系统方案图如图2。
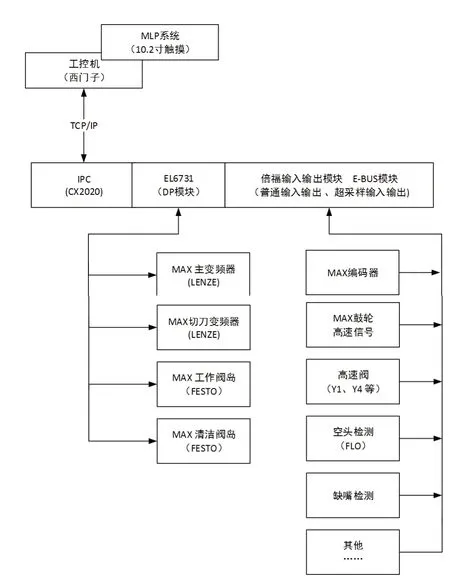
图2 YJ27 独立控制系统
1.1 硬件选型设计
1.1.1 倍福IPC 控制器
主控制器CX2020 采用1.4 GHzIntel®Celeron®处理器,Windows Embedded Compact 7 操作系统,2GB 主内存,控制器从CF 闪存卡启动,TwinCAT 2 软件将CX2020 系统转换为一个功能强大的PLC 和运动控制系统。
1.1.2 LENZE 驱动系统
包括主电机驱动和切刀电机驱动,主电机驱动选用7.5kW,切刀电机变频器选用0.55kW,主电机额定功率7.5kW,额定转速3500RPM,设计减速同步轮,让电机在额定转速下,联机生产设备转速为最高生产车速。主驱动实现快速停机,外部新增加制动电阻。
1.1.3 轴编码器
系统同步时钟脉冲采用720 线的增量时钟脉冲(HEIDENHAIN 公司ROD426/720 720IMP/U,设计选型参考ZJ112 接装机B90M)替代了原来设备机械的时钟码盘,生成设备开机基准的两个时钟脉冲DCP(一根双倍长烟对应一个DCP 脉冲)和DCP20(一根双倍长烟对应的20 个脉冲)。轴编码器的引入使得设备时钟脉冲校准脱离了原始的机械校准位置,可在上位机软件直接定义电子零位和实际零位一致即可。

图3 DCP 与DCP20 脉冲
1.1.4 倍福超采样输入模块
设备高速信号的脉冲采集需精度较高的输入模块,以7000 支/分钟为例,光电开关检测周期为6ms,响应时间不超过1ms,而模拟量的检测,如空头信号、漏气信号,一支单倍长卷烟响应时间为6ms,需采样80 次,任务周期为75us。采用倍福公司超采样数字量输入模块EL1262,超采样模拟量输入模块EL3702。EL1262 数字量输入端子模块从处理层采集二进制控制信号,并以电隔离的形式将这些信号传输到控制器。信号的超采样周期是总线循环时间(一个总线循环有n 个微循环)的整数倍(超采样系数:n)。对每个微循环,EtherCAT 端子模块生成一个过程数据块,并且在下一个总线循环中被采集和传输。端子模块的时间基可以通过分布式时钟与其他EtherCAT 设备实现精确同步。此过程使数字量输入信号的瞬时分辨率增加到总线循环时间的n 倍。EL3702 模块原理相似。数字量超采样模块,倍福控制器能实现1 个任务周期采样1000 次,模拟量模块采样100 次,软件设计任务是1ms,可满足要求。
1.1.5 倍福超采样输出模块
废品剔除一个周期要小于6ms,基于设备的DCP20 这个时钟脉冲,使得高速剔除电磁阀门的打开时间和维持时间能够确保精准剔除。同样对于输出模块要求高精度控制,倍福EL2262 模块最小精度可以达到1ms 采样1000 点,基于生产速度需求和CPU 使用率,设计为1ms 任务分配,输出采样80次,最小精度为12.5us。
1.2 控制软件设计
1.2.1 逻辑控制功能设计
对主要设备功能逻辑控制如下:
(1)温度控制:水松纸温度、搓板温度。采用标准的温度控制PID 模块,上位机设置目标温度,IPC 程序驱动固态继电器,驱动加热回路达到目标温度。
(2)安全回路设计:MAX 部分和新加部分所有防护门开关,故障报警,上位机显示。安全回路软件部分设计通断,驱动相关支路电气。
(3)电机控制:对不需要速度控制电机进行逻辑控制设计,外界输入驱动电机通断。如胶水电机、切刀电机等
(4)上位机数据通讯接口程序:IPC 和上位机数据通讯采用TCP/IP 方式,设置双方通讯协议、下位机参数格式、类型、数量、校验方式和通讯交互应答方式。
1.2.2 物料控制程序
设备满足逻辑运行,启动使能,在不同控制模式下,控制物料顺序投入,如设备启动时的烟支下料、供纸、胶水使能、开机前剔除、检测系统使能、高速信号使能等。对于停机信号设计时序,关闭烟支供料和输送纸供给。设计3 种控制模式:
(1)手动模式,用于排空,速度旋钮控制。
(2)自动模式,用于正常生产,物料投入按照参数设置,速度自动控制。
(3)带料模式:用于调试用,物料开机投入,速度旋钮控制。

图4 系统三种模式示例图
1.2.3 移位寄存器
卷烟在移动过程中,设计一个大的移位寄存器,记录烟支的所有状态,包括鼓轮上烟支状态存在的检测,卷烟质量数据,高速剔除阀状态数据,用于卷烟吹拢、取样、剔除和统计。自动模式下,控制MAX 物料投放次序。移位寄存器的触发,以机器时钟脉冲DCP 为准,一个DCP 脉冲上升沿过来,移位寄存器数据移动一次。
1.2.4 倍福超采样程序处理
硬件配置上,设备高速输入输出信号均采用倍福超采样模块解决方案,以超采样输入模块为例,对于一个点的采样周期是1ms,采样个数为80 个点。每个扫描周期,对于采样的80 个点进行状态位分析,得到信号点的实际值。同样对于超采样模拟量输入,超采样输出同样解决方案。


1.2.5 LENZE 驱动系统
IPC 系统和LENZE 变频控制器之间通过DP 总线进行数据指令控制,控制框图如图5。
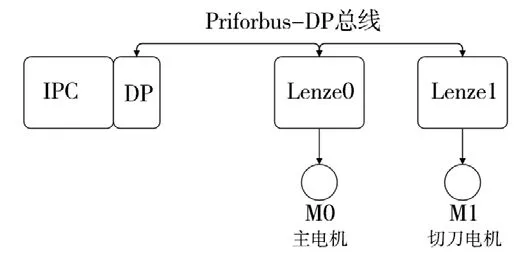
图5 IPC 与变频器通讯接口
1.2.6 漏气、松头、外观等质量检测
漏气压力采集原理:基于系统时钟脉冲,衍生的DCP80脉冲,一支双倍长烟支产生80 个脉冲,每个DCP80 脉冲采集一次漏气检测压力数据。上位机设置波峰波谷数据,在波峰数据取其最大值作为气压最大值,波谷区域取其最小值作为气压最小值。两者之间差值作为该卷烟漏气压力值。
废品判断算法:上位机设置相对门槛和绝对门槛。低于绝对门槛,剔除废品烟。合格烟支压力值做移动平均,移动平均值乘以相对门槛系数,得到一个相对门槛电压值,低于该值剔除废品烟支。
漏气废品剔除算法:漏气废品状态写入移位寄存器中,基于DCP 做移位传递,当到达Y1 高速阀位置,若为废品,程序置1,打开高速阀并剔除。该检测、计算和剔除原理适用于通风度和外观等缺陷烟支检测。

图6 烟支质量检测系统流程图
2 结语
采用YJ27 接装机技术进行独立电控系统设计,用于四元复合加热不燃烧卷烟的水松纸接装,在国内国际上尚无四元复合成型加热不燃烧卷烟卷制、超短双倍长烟支水松纸搓接和切割、调头、输出的整线解决方案的前提下,克服了在YJ27 接装机烟支下料和排列鼓轮的倍数级转速、无切割烟支的错位、汇合和靠拢、短支烟调头输出等技术难点,完成了四元复合加热不燃烧卷烟YJ27 接装机独立控制系统的研发和改造,成功运用于某工厂实现加热不燃烧卷烟的规模化量产,设备运行稳定,控制系统可靠,可为新型烟草的规模化生产提供设备解决方案和为短支烟生产提供设计思路。
