可重构车身底盘焊装夹具设计
2019-10-14郑永佳唐鼎李大永彭颖红
郑永佳 唐鼎 李大永 彭颖红
摘 要:随着汽车工业及汽车装备制造业的深入发展,智能、柔性、高效、高精、自动化已成为汽车装备业发展的主流方向[1]。汽车业由传统的 “单品种-大批量”向“多品种-中小批量”,乃至“变品种、变批量”的生产方式过渡,以“生产者为主导”的生产方式逐步向“以消费者为主导”转变[2-4]。为了满足目前急剧增加的新车型生产,新型柔性可重构焊装随行夹具越来越多地应用于汽车焊装生产线中。
关键词:可重构焊装夹具;多车型;应用
1 引言
夹具的可重构化使该系统能够满足多种应用需求,并且装配需求改变后,能够快速地通过夹具结构使之满足装夹要求。本文的研究对象为车身底盘焊装夹具系统,该系统通过调整少数零部件满足8种车型的底盘装夹需求,节省了夹具制造及管理成本。
2 车身底盘焊装随行夹具系统
该随行夹具系统主要由信息控制系统、重构单元立体库、夹具、夹具运输系统组成。由信息控制系统输入车型信息并判断出所需夹具重构单元编号;夹具运输系统运输重构单元至重构站,由机械抓手对焊装夹具进行重新装配;重构后的夹具由传送机构运送至焊装生产线上配合汽车装配使用。为满足混线生产,焊装夹具能兼容3个平台、8个车型,并具有可扩展性。
3 夹具结构设计
图1为某车型的焊装夹具结构。汽车底盘支撑定位机构为该焊装随行夹具核心部件,包括底座、共用定位单元、固定单元、可重构单元和切换抓手等。其中,底座由两条长钢条和五条短钢条组成,底座上面铺设有两个通气管路并连接有气动装置,通气管路上分别设有若干通气口。
考虑到车型之间其夹具差异较小,不同车型的夹具除左右两侧布置由两个可重构单元部件不同外,其余部件如定位单元部件与固定单元部件等均相同。共用的定位单元包括四个销钉式夹紧气缸,四个夹紧气缸通过连接块对称固定在两条长钢条中段位置设有的支撑柱上,并于通气管路的通气口连通,从而控制支柱的运动方式。固定单元包括3个固定组件,其中一个固定组件横向固定于底座的一端,另外两个固定组件相互对称并纵向固定于底座的另一端两侧。每个固定组件包括定位销、定位块以及气缸等零件。定位销和定位块零件分别固定在底座上的支撑柱起到支撑固定作用。定位块内设有两个快速对接母头,对接母头下端分别通过气管与通气管路上的通气口连通,从而控制支柱的位移。
根据兼容的车型数量,固定单元可匹配多套可重构单元,每套可重构单元均包括三套切换组件,分别安装在三个固定组件上。切换组件包括方管以及固定板零件,方管两端的下表面和上表面分别固设有固定板。方管两端分别通过连接板固定有销钉式夹紧气缸。方管底部中间位置设有两个定位块,定位块上有两个快速对接公头,快速对接公头与气缸的通气口连通,当然,为减少成本和占据空间多套可重构单元可以共用方管零件,只需在切换前将销钉式夹紧气缸更换即可。
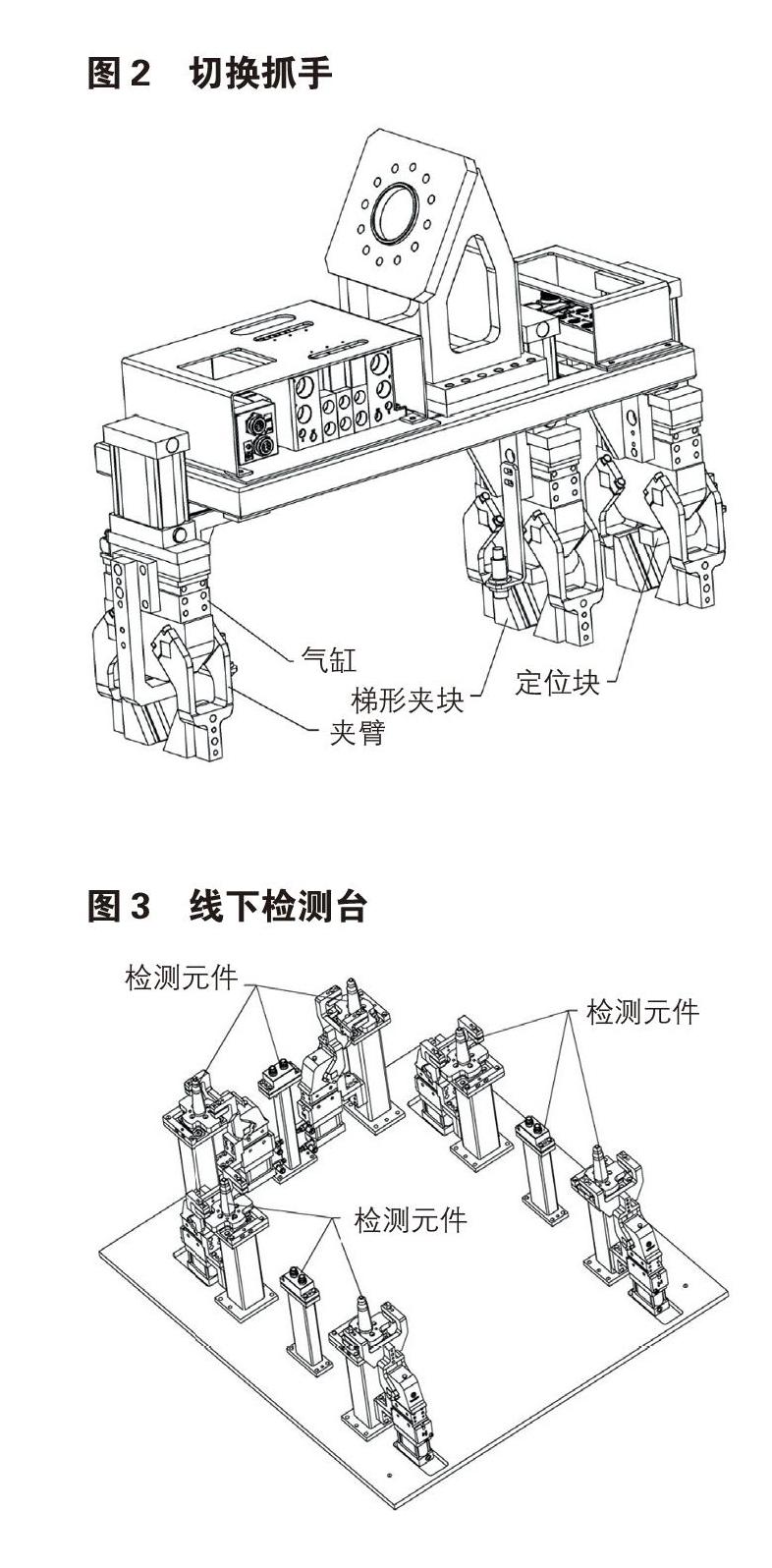
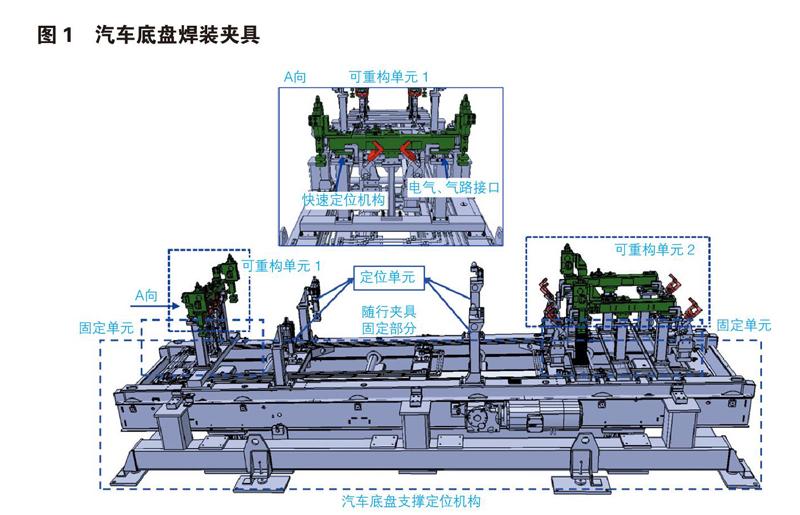
切换抓手如图2所示,顶部与机器人连接,底部设有三个并排的气缸。每个气缸上固设有位于底部的定位块,两侧铰接有对称的夹臂部件,进而实现零件的抓取。图3所示为与焊装夹具配套的线下检测台,线下检测台包括托板和检测单元。安装或更换切换单元之前,需要通过在线下检测台的检测,只有当切换组件准确安装于检测元件后才可进行线上安装,以此保证切换单元线上的安装切换的精确性和稳定性。
4 随行夹具工作实例验证
以某车型切换组件的抓取为例,抓取前,切换抓手气缸上的两个夹臂张开;抓取时,控制切换抓手移动至储放在托盘上的切换组件的上方,并使得气缸下方的定位块下表面与切换组件一侧的定位块上表面贴合,进行竖直方向的定位,然后向第二个气缸通气,驱动两个夹臂将定位块夹紧,通过夹臂斜侧面的长条凸起和定位块斜侧面的长条凹槽啮合,从而可进行水平方向的定位,以此完成三维定位。将切换抓手安装在机器人上,可控制三个气缸分别独立地进行通气,对应的两个切换组件相互独立工作,可同时抓取一套可重构单元。
以切换组件的安装为例,未安装切换组件时,固定组件气缸上的夾臂张开,由机器人控制切换抓手移动,使得切换组件和固定组件上下对准,进而通过支撑面和下固定板的底面贴合进行竖直方向的定位,通过定位销与衬套的穿插配合进行水平方向的定位,以此进行三维定位。定位块上的快速对接母头和公头完成对接,将夹紧气缸和通气管路接通。完成定位后向气缸通气,驱动夹臂摆动,进而带动压板从方管两侧下摆并将固定板两侧压住进行固定,最后气缸放气泄压,夹臂张开后即可通过机器人控制切换抓手移开,至此切换组件安装完成。
两个固定组件全部安装完成后即可用于定位固定对应车型的汽车底盘。将汽车底盘放置在该机构上面时,销钉式夹紧气缸与汽车底盘预留的定位孔上下对应,向通气管路中通气即可驱动销钉式夹紧气缸将汽车底盘夹紧。当更换车型底盘,需要将安装在固定单元上的可重构单元拆卸,该操作可通过切换抓手来完成。首先通过机器人控制切换抓手移动至切换组件上方并将切换组件抓取,进行抓取定位,然后气缸泄压放气,夹臂张开,最后通过机器人控制切换抓手移动即可将切换组件抓取移开。
由于同一企业的不同车型的底盘中间段两侧的定位孔的位置和形状通常是固定的,而两端的两侧的定位变化很小,其中中间段两侧的定位孔与销钉式夹紧气缸对应,因此实际工作切换车型时,销钉式夹紧气缸可以不用切换,只需通过机器人控制切换抓手更换切换单元即可,那么整个安装切换过程可通过上述的切换组件的抓取、安装、拆卸等简单操作来完成,而通过线下检测台的安装前的检测,可保证切换单元的安装切换的精确性和稳定性。
5 总结
为了满足汽车焊装行业高度柔性、快速切换和空间紧凑等方面的严苛要求,本文设计了一套可重构车身底盘焊装随行夹具并进行了应用验证,可获得的结论如下:
1)根据汽车焊装工艺特点,焊装夹具由底座、共用定位单元、固定单元、可重构单元和切换抓手等组成,改变可重构单元零件可适用于不同车型。
2)实例应用研究发现该夹具系统可实现切换组件的自动抓取、安装与拆卸操作,并可通过配设多套切换单元,即可实现多种车型的兼容,而且具有自动化程度高、定位精确、切换稳定可靠、切换速度快等特点,可广泛应用于各种自动化生产线,有效降低生产线的投资。
参考文献:
[1]刘寅,彭龙.中国汽车行业上市公司资本结构与公司业绩的相关性[J].北京理工大学学报(社会科学版),2018,20(01):88-94.
[2]刘会丙.浅议汽车生产柔性方案[J]. 科技经济导刊,2016(14):98.
[3]赵玲.汽车制造行业中自动化技术的发展趋势[J].科技创新与应用,2017(35):50+52.
[4]龚春兵.汽车零部件生产与自动化控制问题研究[J].内燃机与配件,2018(05):72-73.
