一种中速磨煤机液压加载系统油温异常情况介绍及原因分析
2019-10-14娄栋培
娄栋培
摘 要:中速磨煤机采用液压变加载系统提供加载力,液压变加载系统的稳定运行直接决定了磨煤机的正常出力,影响到机组正常带负荷。液压变加载系统在实际运行过程中会出现油压低、电磁阀卡涩、油温高等诸多问题,本文针对液压变加载系统油温高的问题进行了一些简单介绍和分析,并提出了一些解决方法和注意事项,以此对同类型设备同类问题提供一些参考。
关键词:中速磨煤机;液压变加载系统;油温高;碱金属
一、引言
某公司3、4号机组为2×660MW超超临界机组,制粉系统:采用中速磨煤机正压直吹冷一次风机制粉系统,每台锅炉配6台ZGM113G型磨煤机(5台运行,1台备用),磨煤机采用液压变加载系统提供加载研磨力。
磨煤机液压变加载系统为北京电力设备总厂委托意大利阿托斯公司上海代表处设计制造,由液压泵站、管路、加载油缸、蓄能器等部件组成。其功能如下:液压系统通过改变加载油缸的加载压力为磨辊提供随负荷而变化的碾磨力,其大小由比例溢流阀根据负荷变化的指令信号来控制液压系统的加载压力来实现。高压泵站安装在靠近磨煤机的基座上,蓄能器直接安装在加载油缸上,油缸下端与磨煤机基座铰接相连,三个带蓄能器的油缸由高压泵站提供动力。高压泵站由管路连接到加载油缸上,连接管路可采用20号冷拔无缝钢管,管道需经酸洗钝化处理,管路连接采用焊接式管接头。安装前管路务必进行焊缝探伤和打压试验,焊缝质量参照标准GB3323-82并符合液压通用技术要求及相关标准。油箱容积920L,第一次加油量约820L。采用YB-N46抗磨液压油,往油箱加油时油液必须经过过滤精度≤10μm的液压滤油机过滤,且从空气滤清器处加入。在液压系统设备和管路全部安装完成后,系统必须打油循环,当系统油液清洁度达到NAS1638标准八级时,液压泵站系统方可投入运行。
二、液压油原理介绍
磨煤机启动前,运行液压变加载系统,切换液动换向阀控制电磁阀关闭液动换向阀,随后通过升降磨辊装置控制电磁阀切换,将磨辊装置提升到位后,启动磨煤机运行。待皮带式给煤机投运1分钟后,将磨辊装置落下,磨辊装置落到位后打开切换液动换向阀控制电磁阀开启液动换向阀,调整比例溢流阀至给煤量对应压力后,磨煤机液压变加载系统处于正常运行状态。磨煤机正常运行时,液压油泵从油箱中吸油,油液经手动换向阀,电磁换向阀,主油路进入加载油缸有杆腔为磨辊装置施加碾磨压力。旁路经过电磁换向阀,溢流阀,列管式冷却器,最后回到油箱。升磨辊装置时液压油泵从油箱中吸油,油液经手动换向阀,电磁换向阀,升降磨辊装置调速阀,进入加载油缸无杆腔。旁路经过溢流阀,列管式冷却器,最后回到油箱。
三、油温异常现象介绍
在近期机组运行过程中发现个别液压变加载系统油温高,现象1:磨煤机磨辊装置处于提升状态下液压油温最高上升至80℃(正常运行温度45-65℃);现象2:同等工况下油温偏差较大,偏差范围达10-15℃:譬如同一时间段内3A磨煤机液压变加载系统油温:64.58℃;3B磨煤机液压变加载系统油温:63.28℃;3C磨煤机液压变加载系统油温:53.52℃;3D磨煤机液压变加载系统油温:55.32℃。3A、3C磨煤机液压变加载系统油温相差达11℃。油温偏高容易造成以下几个方面的问题:
1、液压变加载系统采用的液压油泵为齿轮泵,为了保证磨煤机正常运行状态下的油压,齿轮泵高速旋转,易引起齿轮磨损,液压油泵出力降低,甚至抱死损坏,降低了液压油泵的使用寿命。
2、液压油系统中的密封圈多为橡胶密封圈(如液压油泵骨架密封、加载油缸密封组件、液控阀密封组件、管接头密封圈等),油温高是易造成密封圈老化,降低了密封圈的使用周期。
3、油温高也易引起液压油变质,液压油使用寿命降低。
四、原因分析
現象1:通过液压油工作原理及油路系统图我们可以看出:
1、在液压油系统正常运行时,主油路液压油进入加载油缸有杆腔,对拉杆持续提供垂直向下的加载力,保证磨煤机正常出力;当磨辊处于提升状态时,主油路液压油进入加载油缸无杆腔,将重约36t的磨辊(3个磨辊、压架重约36t)抬起,并保持稳定提升状态,此时液压油泵需持续向加载油缸提供动力,同时产生大量的热量,通过冷油器的回油无法及时将产生的热量全部传递出去,引起油温升高。
2、磨辊装置处于提升状态时,系统设计控制液控阀的压力油回油不通过冷油器,经过冷油器的回油量较正常运行时的回油量减少,大量液压油没有经过冷油器冷却在系统内循环造成油温升高。
我们将磨辊装置落下,将液压油系统调整至正常运行状态后液压油温迅速下降至合格范围之内,进一步验证了我们的分析结果;
现象2:通过对磨煤机液压油系统油路的分析,可以认为引起油温升高的原因主要有以下几个方面:
1、列管式冷却器冷却效果差,引起油温升高;
2、列管式冷却器冷却水量不足,引起油温升高;
3、外界环境温度高,引起油温升高;
4、磨煤机下密封装置漏热一次风,液压油缸被热一次风直吹,回油温度升高,引起油温升高;
5、液压油泵齿轮磨损,造成出力不足,导致经过列管式冷却器的液压油油量减少;
6、液压油回油管路堵塞,回油量减少,引起油温升高。
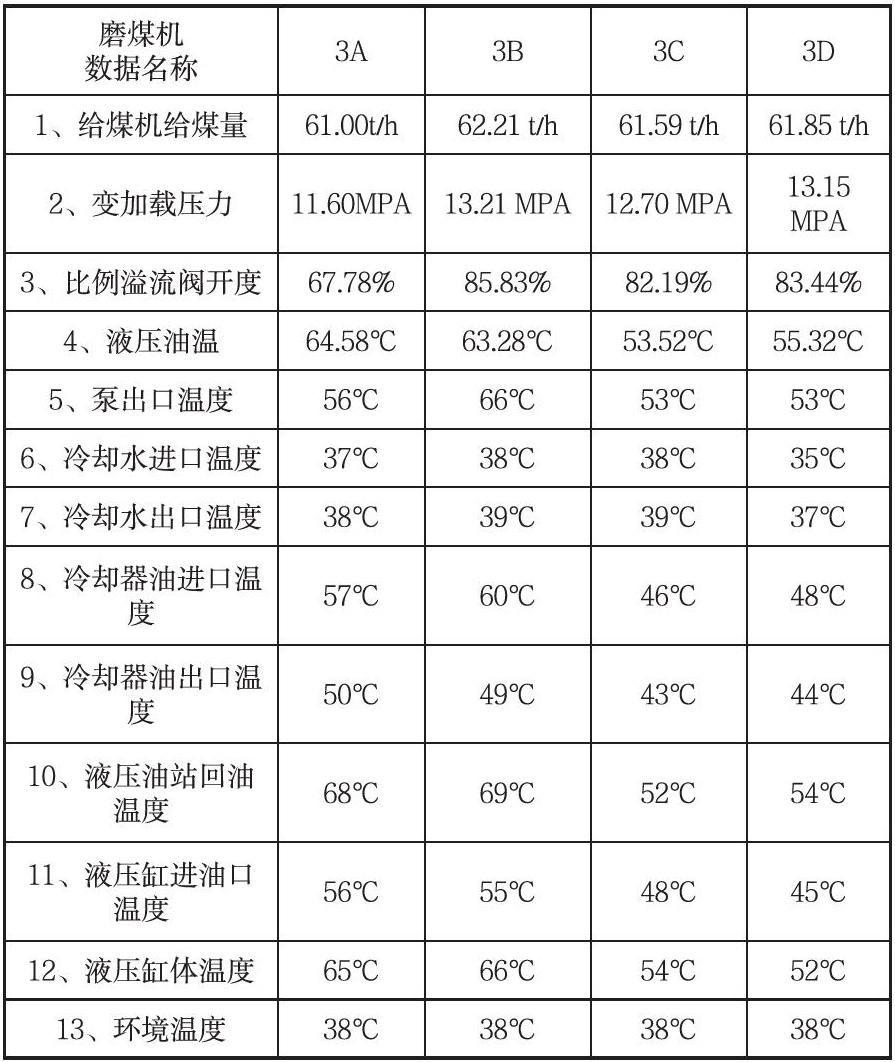
针对油温高的问题,我们于2019.06.08日对3号炉磨煤机液压油站进行了现场温度测量,所得数据如下表。
对表中数据做以下几个方面的分析:
1、通过6、7、9、10表格数据可以看出列管式冷却器水进出口温度、油进出口温度正常,列管式冷却器冷却效果良好;冷却水流量也进行了检查,流量正常;
2、通过4、13表格数据可以看出外界环境温度不是液压油温温差大的原因;
3、磨煤机下密封均已经进行了改造,下密封漏风现象大大减少,不存在热风直吹的问题;
4、通过液压油系统变加载状态工作时的原理我们可以看出,列管式冷却器布置在回油旁路上。由于液压油泵长时间高速运行,齿轮油泵磨损,油泵出力降低。当油泵出力降低时。为了保证油站出力,回油量必然减少,通过列管式冷却器的油量降低,油温升高;
5、当回油管路回油不畅时,回油流速降低,通过列管式冷却器的油量减少,油温逐步升高。
综合以上分析可以看出磨煤机油温异常的主要原因为油泵出力不足,回油管路堵塞及环境温度升高都是造成油温升高的重要因素。
四、处理措施
针对磨煤机液压加载系统油温异常我们提出以下几个方面的建议:
1、磨煤机停运备用时,将磨辊装置落下,打开液动换向阀,比例溢流阀开度保持在5%,从而减少液压油泵的磨损;
2、磨煤机处于空载备用时,磨辊装置处于提升状态,运行人员加强对液压油油温的监视,当油温超过70℃时及时停运磨煤机,落下磨辊装置;
3、磨煤机空载备用时间一般不要超过2个小时,以防止液压油温过高;
4、加强SIS及现场点检,发现油温异常时及时联系运行人员,检修人员进行处理,必要时更换液压油泵;
5、加强磨煤机液压变加载系统滤油,保证液压油油质,降低油泵磨损速度;
6、考虑在不影响磨煤机正常出力的情况下将磨煤机液压变加载系统加载油压相对调低,增加列管式冷却器回油量;
7、根据磨煤机运行情况安排清理、更换磨煤机液压变加载系统液压油回油滤网,增加回油流速达到冷却效果;
参考文献
[1] 林邦春, 胡旦明, 郭为. 中速磨煤机液压加载系统原理及故障分析[J]. 中国设备工程, 2019, 000(012):49-52.
[2] 崔晓光, 赵钦. MPS280型中速磨煤机常见故障分析及对策[J]. 设备管理与维修, 2019, 000(004):78-79.