核电站指套管磨损信号分析与应用
2019-10-12于鹏跃张涛王东魏士明程钢刘伯欢陆自立
于鹏跃,张涛,王东,魏士明,程钢,刘伯欢,陆自立
(中广核核电运营有限公司,广东 深圳518124)
1 堆芯中子通量测量指套管简介
以CPR 机组为例,堆芯中子通量测量系统的指套管,属于RCC-M2 级承压设备,其长度约为13~17m,外径为8.6mm,厚度为1.7mm,堆芯总计有50 根指套管。指套管插入堆芯中的一端焊有弹头状的端塞,另一端焊有止推环和延伸接头。指套管的内壁是干燥的,中子测量探头可在里面移动,而指套管的外壁与一回路水直接接触,同样承受与反应堆运行期间相同的压力。
2 指套管缺陷检测及维修方法
核电厂反应堆在役期间引起指套管缺陷的主要原因是流体诱发振动,在核电机组正常运行时,水流的冲击、震动使指套管外壁与燃料组件导管、堆内下部导向管等支承结构端口产生摩擦,进而形成磨损。
指套管涡流检测是监督指套管材料完整性最有效的无损检测方法,该检查并非在役检查大纲规范要求项目,而是来源于EDF 的经验反馈。指套管涡流检测从指套管的内部进行扫查并记录涡流数据,通过检查和评价被检区域内可能危及指套管密封性的缺陷,对机械损伤或其他原因造成的管壁减薄进行鉴别和定位,并与标定管的判伤曲线进行比较,评价其壁厚的减薄量,然后根据指套管的磨损程度,分别采取割管移位、堵管、更换新的指套管等不同的处理措施。
①指套管移位:当指套管磨损大于壁厚的50%且小于等于65%时,需对指套管进行割管移位,割管移位是针对指套管磨损成熟的处理方法,以增加指套管的使用寿命。指套管的磨损主要来自堆芯水流的冲击,在堆芯的不同位置水流的冲击也各不相同,通常在水流冲击较严重的地方,指套管的磨损也较严重。指套管割管移位的目的就是适当缩短指套管的长度,使指套管磨损较严重的地方避开以前水流冲击大的位置。
指套管移位距离H 一般为42mm,按照惯例对指套管插入止推环的根部进行切割,指套管插入的长度即为止推环的长度40mm,算上割口磨损2mm 左右,该种方式割管长度约为42mm。指套管割管移位42mm 属于经验值,直接按照该距离进行处理的维修策略在经济性和安全性上存在提升空间。
②指套管堵管:若指套管移位后无法满足堆芯中子通量测量探头测量的要求,需进行堵管处理;如果磨损量达到堵管标准,也需对指套管进行割管移位后堵管处理。
③指套管更换:部分指套管堵管后,中子通量测量通道将减少,影响中子测量通道裕量(共10 个裕量通道),若发生中子通量探头卡涩,则可能无法进行堆芯中子通量图绘制。当测量通道不足以满足测量要求时,须立即更换新指套管,保证通道可用数量满足要求。更换新指套管将会增加维修成本,每根指套管费用约2.5 万欧元,同时更换指套管将直接影响大修关键路径时间,还会增加放射性废物,废旧指套管为高放射性固体废物。
3 轴向磨损分析与测长方法建立
3.1 磨损伤测长方法
指套管涡流检查通过推拔器将φ4.8mm 涡流探头送入φ8.6*1.5mm 的指套管内,在探头回拉过程中记录涡流信号,涡流信号在软件上显现为长条信号图,找到信号图长度与实际回拉距离的换算关系便可计算推导出指套管实际磨损伤长度。为保证涡流信号与实际尺寸之间的线性关系,一般采用自动匀速回拉探头方式进行涡流数据采集,这为磨损伤长度的测量提供了可行性。
测长方法建立前首先定义如下几个变量:
①探头回拉速度:V≤300mm/s;
②探头采样率:S≥600samp/s;
③单位长度上的采样点个数:X=S/Vsamp/mm。
根据设备的实际的参数设置V=250mm/s、S=2000samp/s,所以理论单位采样点X=8samp/mm,即每毫米指套管上有8 个采样点,然而由于指套管内阻力的存在,探头实际回拉过程中速度要比250mm/s 小,理论单位采样点与实际单位采样点存在差异,针对这一问题引入实际单位采样点Xr,其计算公式为:
式中:Xr——实际单位采样点(单位为samp/mm);
Sa-Sb——涡流信号图上a 点/b 点处Sample 值(单位为samp);
L——Sa至Sb的实际长度(单位为mm)。
实际单位采样点的计算可根据标定管与信号图的对应关系计算得到,从标定管信号图可算出50%和40%两个磨损伤信号之间采样点差值为:Sa-Sb=450;Sa、Sb点示意图如图1 所示。
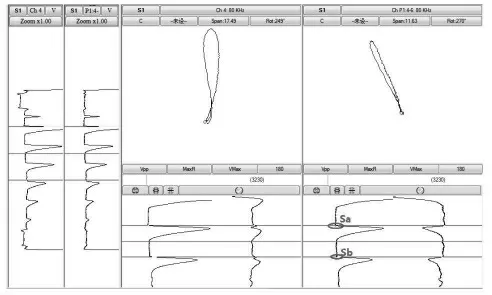
图1 标定管信号图
根据指套管标定管图纸可以得出,壁厚减薄50%和壁厚减薄40%两个伤之间的实际距离L=60.4mm,由此可计算得出:Xr=450/60.4=7.45samp/mm。
3.2 磨损长度测量举例
磨损伤轴向长度测量,核电厂大修中某根指套管磨损的信号如图2 所示,该指套管在P5 位置处存在一处达到壁厚减薄41%的磨损伤,从信号图上可以得出Sa-Sb=471,实际磨损伤轴向长度L=471/Xr=471/7.45≈63.2mm。
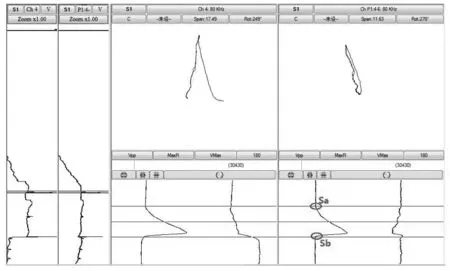
图2 指套管磨损伤信号图
4 磨损伤测长对维修策略的优化改进
目前实施的42mm 割管移位距离存在一定的缺陷,对于磨损长度大于42mm 的指套管无法完全避开原有缺陷,该位置的磨损可能会继续加剧,安全裕量降低,而对于磨损长度小于42mm 的指套管会浪费割管移位次数,增加维修成本。指套管磨损伤轴向长度的测量可以有效弥补这个缺陷,实现磨损伤的三维测量,精准确定磨损伤的长度,从而给出更为精细化、科学化的维修建议,实现安全、质量和经济的提升。
4.1 维修方案优化
①通过信号图以及磨损伤轴向长度测量可以看出,某些磨损伤的轴向长度较长,如果根据以往的处理方案割管移位42mm,无法完全避开该处的磨损伤,综合考虑分析可移位至磨损伤深为20%的位置(20%为缺陷记录阈值),这样可有效避开原有磨损伤。②对于磨损伤长度小于10mm 的指套管,按照移位42mm 处理的话会导致指套管割管移位次数的浪费,增加维修成本,而根据磨损伤的实际长度进行处理,可增加割管移位次数。
4.2 优化维修方案的意义
①增加设备使用寿命:推迟堵管的时间,增加指套管的使用寿命,增加安全效益和经济效益。②降低维修成本:节省单次割管移位距离,增加割管移位次数,减少指套管堵管或更换的频率。③提高数据分析水平:实现指套管磨损缺陷的三维测量。
5 结语
核电站指套管磨损信号的分析与应用,建立指套管磨损伤长度测量方法,可以更加准确地掌握磨损伤的三维信息,对于指套管的维修处理有建设性意义,优化维修处理方案,对电厂设备安全性以及维修经济性意义重大。
