PET/MR生产环节风险分析及对现场检查的建议
2019-10-11杨义强刘歆钱虹上海市食品药品监督管理局认证审评中心上海市200020
杨义强,刘歆,钱虹上海市食品药品监督管理局认证审评中心,上海市,200020
0 引言
正电子发射断层扫描(以下简称PET)作为一种功能成像设备,能够极为敏感和准确地探测到人体组织新陈代谢方面的异常,20世纪90年代末期出现的PET/CT,将功能和组织结构图像融合在一起,在临床应用方面取得了巨大的成功[1]。与CT相比,MRI不仅没有电离辐射而且在解剖形态和生理功能信息的解析方面具有独特的优越性,尤其是在软组织对比方面[2]。通过将MRI和PET两种技术的融合,可获得人体有关结构、功能和代谢等方面的全方位信息,对于改进疾病的诊断和治疗具有重要价值[3]。PET/MR设备可分为分体、嵌入以及一体等三种组合形态[3],分体机是指患者先后在独立的PET和MRI设备上分别做扫描,然后将两种图像进行配准形成PET/MR图像。嵌入机是指在MRI的腔体中嵌入可拆除的MR兼容的PET探测器环。一体机是将PET探测器和电子部分完全集成在MRI设备内。本文将以最复杂的一体机作为研究对象,结合医疗器械质量管理规范的要求,对产品全生命周期的主要环节之一的生产环节进行了风险防控分析,探索性地提出了对于此类产品在生产质量管理体系现场核查时的一些建议。
1 PET/MR系统概要
1.1 PET/MR系统技术特点
PET/MR设备是一种将PET和MRI成像技术相结合的多模态设备,如图1所示,一体机主要由PET子系统(含PET探测器)、超导磁体(含超导线圈)、梯度系统(含梯度功率放大器、梯度磁体)、射频系统(含发射线圈及局部线圈)、谱仪系统、检查床、计算机软件系统以及生理信号门控系统等组成。
PET系统主要包括空间分辨率、复原系数、断层成像灵敏度、计数率特性、散射分数、衰减校正等技术指标[4]。MRI系统主要包括信噪比、均匀性、二维扫描的层厚、二维几何畸变、空间分辨率、鬼影、低对比分辨率等技术指标[5]。除了上述指标外,PET/MR系统主要技术指标还包括患者空间、图像配准精度、噪声、PET和MR兼容性指标。
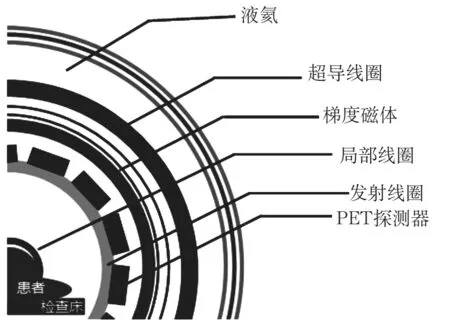
图1 PET/MR系统磁体和线圈位置图Fig.1 The configuration of magnets and coils of PET/MR
1.2 PET/MR系统的生产工艺流程
PET/MR系统的生产工艺流程的主要工序如图2所示。

图2 PET/MR系统生产工艺流程Fig.2 Production process flow of PET/MR system
图2 ①的关键工序为晶体单元切割、晶体块磨削、晶体块成型、前端探测器模块组装。晶体单元切割厚度、晶体块磨削质量及成型平整度都直接关系到晶体块成像质量。 图2②的关键工序为磁体连线,特殊过程为磁体焊接和磁体灌胶。磁体灌胶的关键则在于对胶水配比、灌胶机抽真空、烘烤温度和时间等主要参数的控制,通过测定折射率来确认质量。图2③的关键工序为鞍形线圈制作,特殊过程为灌胶,通过测量线圈的电阻和电感值来确保线圈绕线的质量。梯度线圈灌胶则是通过测量环氧树脂与固化剂的密度、配比来保证质量。图2④的关键工序为PET探测器(以下简称DET)环和风道安装,特殊过程为电子焊接、容积发射线圈(以下简称VTC)调试、PET DET环和VTC集成。VTC调试需要考虑射频电缆频率、空载时频率及耦合、有载时频率及耦合等参数,VTC相位以及大功率测试也均应符合相应要求。图2⑤谱仪系统装配过程涉及电子学板的焊接和调试,以及软件固件烧录等主要工序。图2⑧是确保磁场强度均匀性的关键工序。匀场是用来解决磁场在一定的空间范围内的不均匀性,是一种补偿静磁场的不均匀性的过程。
2 生产环节风险防控分析
对PET/MR系统的生产环节主要风险防控点围绕人、机、料、法、环、测[6-7]六个方面进行了分析:
(1)人:复杂的生产过程对人员提出了较高要求。例如磁体抽真空要保证真空度;磁体预冷要控制好液氮的速度;通过测量线圈的直流电阻值和电感值来控制梯度鞍形线圈绕制质量。此外,线圈之间的高压绝缘、冷却水管的密封性以及线圈的外径及中心位置等工艺均需符合要求。若达不到工艺要求,将会引起磁场不均匀,导致MR图像质量差。射频线圈生产工序,由于在VTC中装配PET DET环,所以需注意两者之间的偏心误差、灌胶流速及胶量等要求。若PET和MRI中心未对准,会导致PET/MR配准图像中产生伪影。因而对生产检验人员需进行涵盖安装及调试、设备使用、操作安全以及检验方法等内容的培训,考核上岗,并进行定期确认,确保持续满足要求。
(2)机:设备测量范围及精度、正常状态是保证产品质量的条件之一,例如氩弧焊机未做定期维护保养可能会导致焊点虚焊,真空灌胶机的保养不当可能导致杂质混入导致卡泵。PET探测器制作过程中的切割设备需保证晶体切割的精度,否则就会影响到光子入射及检出效率,导致PET图像质量低下。建立完整的设备使用、检查、维修及保养档案并保存相关记录,对校准或检定的仪器/器具应建立周期计量计划,保证这些设备有效。
(3)料:梯度线圈材料、射频线圈材料、闪烁晶体材料以及超导磁体的铌钛合金的主要成分含量指标、硅光电倍增管等主要部件的技术性能参数以及电子学板的焊接质量都直接影响整个系统的性能。对于主要原材料或部件进行严格采购控制,并保证检验记录的可追溯。此外,应严格按照《医疗器械生产企业供应商审核指南》[8]的要求对供应商进行审核、选择及再评价。通过质量技术协议和采购合同,明确采购技术要求、验收标准、双方之间的责任等主要内容。
(4)法:重点关注生产工艺规范是否明确并经过充分评估,以确保安装、调试、过程检验等工艺要求与设计要求相符。例如如何控制磁体绕线的松紧;如何保证磁体线圈和线圈架之间的绝缘;如何保证磁体灌胶机的抽真空要求;磁体组装焊接中如何减少液氦的蒸发;如何保证探测器晶体切割均匀及平整等。风险防控措施主要在于:①制定相适宜的完整工艺以及操作规范,并得到充分验证以及评估,必要时进行修改、补充以及完善、再评价;②明确符合产品要求和生产工艺的工装及其适用标准,并进行充分评估。
(5)环:重点关注生产场地的温湿度、静电防护、洁净度(探测器部件生产)等条件是否满足相关要求。风险防控取决于对相关环境监控设备的有效管理。
(6)测:重点关注整机出厂检验是否按照检验规程进行。整机的主要性能指标除了PET、MRI专有的以外,还要考虑一体机的性能指标,比如PET和MRI的兼容性、系统孔径等指标。检验规范中的性能指标及检验方法必须满足国家标准、行业标准以及产品技术要求。
3 对于生产质量管理体系现场检查一些建议
从美国FDA召回数据库的相关召回数据中,可以发现PET相关设备召回主要集中在设计研发、采购、质量控制等方面,而MRI设备则还包括生产管理、销售和售后服务(设备安装等),这主要由于MRI系统相对复杂,工艺要求较高,各环节相互影响较大。PET/MR上市较晚,装机量也不多,因此召回数量相对较少,且问题主要在设计开发和质量控制两方面,其中软件问题占了大半。根据上述分析,结合《医疗器械生产质量管理规范》[9], 提出了对生产质量管理体系现场检查的一些建议:
(1)从生产方式考虑。PET及MRI系统的主要部件或委托给有能力的制造商开发,或是自主开发。如果生产方式为前者,在现场检查时主要核查与主要供应商之间的质量技术协议、采购以及进货检验记录。采购记录应包括采购合同、采购清单、供应商资质证明、质量要求、检验报告及验收标准等完整信息。如果生产方式为后者,则核查各主要部件和系统集成的装配、调试以及检验记录,并关注记录中采购、生产以及检验的可追溯性。另外,查看关键工序参数记录是否完整,是否和设计输出相一致。例如PET DET环与VTC集成时偏心误差要求,灌胶机的流速和胶量控制相关的参数要求,容积发射线圈调试过程中的空载频率、空载耦合等指标要求,梯度线圈的鞍形线圈绕制记录中电阻和电感测量值要求等。
(2)从关键控制点来考虑。重点核查相关的人员、设备、生产工艺及检验方法等内容。例如:①人员培训记录是否能够满足生产检验要求,核查PET探测器装配、磁体制作、梯度线圈装配及测试、射频线圈装配及测试、系统集成装配等关键工序人员资质及培训记录。查看其培训是否涵盖关键工序的装配作业及工艺要求、主要生产设备(如真空灌胶机、梯度灌胶机、线圈固化烘箱、焊接机、绕线机、高温熔铅炉等)的操作使用、安全防护(如焊接等)等内容。核查检验人员的培训内容是否包括关键部件(如梯度线圈、射频线圈、PET探测器、硅光电倍增管等)、电子学板以及整机等的检验规范,是否包括主要检验设备(如数字化折射仪、数字特斯拉计、耐压测试仪、漏电流测试仪、接地电阻测试仪、频谱分析仪、氦质谱检漏仪及气体质量流量仪等)的操作使用及维护保养要求。②确认主要设备的有效状态。重点核查主要检验设备是否在有效的检定/校准周期内,核查主要生产设备的使用、维护保养等记录是否完整。对于企业自校设备,核查其自校方法是否合理有效。核查温湿度、防静电氮气柜等监控设备的使用及维护保养记录。③核查关键工序及特殊过程作业指导规范,是否与设计输出相一致。重点核查磁体、梯度线圈、射频线圈、PET探测器、谱仪系统等关键部件的装配调试作业指导规范,查看磁体灌胶、磁体焊接和装配、梯度线圈灌胶、PET安装环安装、容积发射线圈调试、大功率测试、线圈调试等工序的生产记录(特别是关键工艺参数)是否与作业指导规范相一致。另外,确认焊接以及灌胶等特殊工序的确认报告及相关记录。④对于像线圈制作、PET探测器装配等一些对生产环境要求高的工序,重点核查温湿度、防静电、洁净度等相关设备有效状态以及记录是否满足要求。⑤主要核查过程及出厂检验记录,重点核查MRI性能指标、PET性能指标、PET和MRI图像配准精度、PET/MR系统噪声等的检验方法及检验结果是否符合相关标准及产品技术要求。
(3)从软件方面考虑。核查时应基于《医疗器械软件注册技术审查指导原则》[10]查看软件的需求分析、系统设计、编码、软件验证及确认、软件部署以及软件更新维护等相关技术文件,核查软件配置记录是否与配置计划相一致。查看覆盖软件需求、设计、编码、测试以及风险管理等的可追溯性分析报告。另外,核查在软件生存周期过程中的所有活动是否满足《医疗器械网络安全注册技术审查指导原则》[11]的要求。重点核查软件测试报告中的测试项目是否覆盖了软件风险分析报告中的已识别风险(如PET/MR图像配准误差大、图像测量不准确、患者信息与图像不匹配等风险)。此外,核查软件变更过程是否完整及有效。确认软件剩余缺陷情况,重点核查修改严重度级别高、风险较大缺陷时的评审记录,查看是否包含了软件变更的影响范围分析等内容以及评审批准记录。另外,核查相关记录查看变更后是否进行了充分有效的软件验证。
4 结语
本文从PET/MR系统技术特点及生产工艺出发,基于5M1E的方法分析了PET/MR系统在生产环节中存在的主要风险及防控措施,结合美国FDA相关召回情况以及医疗器械生产监督管理规范,探索性地提出了此类产品现场体系检查的一些建议。这些建议对于PET/MR产品及相关影像设备的医疗器械检查员、企业的质量管理人员具有一定指导意义。
致谢:
本课题研究过程中得到了上海联影医疗技术有限公司的热心帮助和大力支持!特别感谢上海联影医疗技术有限公司的汪淑梅女士、胡凌志博士、庞和喜先生、刘建霞女士。本研究为上海市科委“科技创新行动计划”技术标准项目(项目编号:16DZ0503700)资助项目。