S公司仓储运作效率优化
2019-10-11钱叶霞谢婷婷
钱叶霞,谢婷婷
(1.福州大学 经济与管理学院,福建 福州 350000;2.山西财经大学 管理科学与工程学院,山西 太原 030006)
1 引言
随着现代物流业的不断进步与发展,在基于消费者需求为导向和柔性化运作的供应链结构建设的过程中,人们对于供应商和服务商所提供的产品服务和质量要求也随之增高,为了占领更多市场,企业竞争变得异常激烈,众多企业为了拉拢客户,对内开始着手从企业的运作流程规划设计,而对于仓储型企业来说,很显然内部的仓储系统运作流程的规范化对企业影响很大,只有规避那些不必要的资本投入,简化仓储运作流程提高运作效率才能更好地适应外部市场的需求,降低企业成本的同时提供高质量的客户服务。本文选取一家仓储型企业S 公司为研究对象,对S 公司的仓储运作现状进行调研分析,针对现存的问题提出相应的解决措施。
2 S公司仓储运作现状
2.1 S公司概况
S公司是某地区首个集冷冻、冷藏为一体的双温层现代化标准冷库,致力于为客户提供冷链物流规划,商贸交易,仓储配送,加值服务,流通加工等一体化专业物流服务。主要储存冷冻食品(水产速冻食品、调理类速冻食品、乳制品、奶制品等),和冷藏产品(桂圆、枸杞、红枣、黄花菜等滋补品,南北干货、米、面、粮油及调味食品等杂货),S 公司的仓储运作流程可分为入库、在库、出库等作业环节。
2.2 出、入库作业流程
由于S 公司的出、入库流程相似,本文以入库作业进行简要阐述,如图1所示。
(1)客户下单。客户在S 公司仓储平台上下单,仓储单证人员手动录入系统,同时下发收货任务,流程一般要求系统先下单,即使产品还没到库;
(2)车辆到货。进行车厢温度以及车辆载重测试,一切正常进入收货任务,现场操作人员通过PDA完成产品的初清点任务;
(3)现场操作人员使用PDA完成产品质检操作,对产品进行清点包括产品的名称、生产日期、数量以及确定产品的托盘码,最后打印并贴上产品条码;
(4)上架,先扫产品条码录入数量,再扫托盘码,放入储位后再扫储位码,直到上架完成;
(5)单证组确认收货完成,打印验收单交给客户。

图1 入库作业
2.3 在库作业流程
S 公司在库产品作业主要包括上架、拣货出库、移仓和盘点四个主要部分,首先是上架环节,上架的过程中遵循“先进先出、同类同放的原则”,操作员根据经验判断收到产品的存储位置;第二步拣货环节,由操作员手持PDA 进行拣货,根据PDA 上显示的仓位顺序进行,通常拣货时间安排在每天晚上的8点到23点,一个品项拣完之后再拣另一个品项;第三步移仓环节,因底层货的拣货速度快于高层货,即将高层产品移至底层进行补货;目前WMS 系统中还没有自动补货的模块,操作人工依靠经验进行移仓作业,手动记录仓位;第四步盘点,目前S 公司冷库的盘点分为全盘(出货量一般,月点)和动盘(出货量大,每天必点)。
3 S公司仓储运作现存的问题
3.1 出入库作业流程繁琐,效率低下
因S 公司目前出入库的产品信息均采用人工登记产品信息再录入系统的方式,很显然,纸质版的记录资料难以实现数据共享、统计、分析,并且采用人工登记产品信息,出错率较高,增加人工成本。其次是产品在出入库过程中要进行多次卸载、码盘和清点工作,再由叉车入库,费工费时费力,并且整个流程主要采用人工进行操作,不仅速度慢、效率低还影响产品的质量。
与入库流程相似,S公司的出库流程也存在繁琐及效率低下的问题,其主要体现在出库时要进行库内拣货、复核、交接盘点及复核盘点等四次人工清点作业,人力耗费巨大,且产品经手多人,责任不明确,一旦出错并不好追究其责。
3.2 在库产品的储位分散,空间利用率低下
虽然S公司目前遵循先进先出、同类同放的原则将产品入库,但是由于某些产品本就属于小批量,出入库量也小,在同类产品放在同一储位时就造成了很多储位没有满储的现象。其次对进入库内产品的储位安排,S 公司并没有给出一定的规则,基本是凭借仓储工作人员的经验判断随意安放,没有建立合理的产品储位分配规划,甚至造成同类产品放在多个储位,造成空间资源的严重浪费。另外,部分入库的产品随着托盘上架时,原本进入叉车上的托盘本身就没有满载,当托盘入架后就会造成很多闲置库位又不方便再重新摆放其他类产品,造成储位利用率低下。
4 S公司仓储运作效率优化设计
4.1 利用RFID技术提高出、入库运作效率
基于RFID 技术的仓库管理可有效解决传统仓储管理中的产品入库、产品盘点、产品信息查询及分拣等仓储流程中的潜在问题,方便快捷省时省力,所以为简化S 公司的出、入库运作流程,提高出入库效率,可引入RFID技术。以入库为例,如果S公司引入RFID 技术,当需入库的产品到达后,具有RFID 读写器的通道设备会自动读取产品信息(产品的种类、数量、储存日期等),实现产品信息准确储存到WMS系统,系统将实际的到货信息与预入库信息进行比对,符合要求的产品允许入库,并将预入库产品信息实时更新为在库信息。与原入库作业流程对比,优化后的入库作业流程删减了质检作业中的人工清点、登记入库单信息、填写入库单等作业环节。另外RFID 技术可以自动盘点产品信息,现在无论是在库还是出入库的产品,都需要经仓管人员不定期盘点获取产品的详细信息,RFID 技术应用可以快速读取产品的的储位、品项、重量和数量等信息进行自动盘点,不仅降低了盘点产品的出错率,且大大提高了盘点效率,降低了人工成本。
4.2 运用EIQ 进行库内储位分配,提高储位利用率
4.2.1 EQ分析。即对订单上所有客户的产品出货量进行分析,将订单上的客户归类为A类、B类、C类,合理划分三类客户区域,确保在出库时预先处理A 类客户的订单,如图2所示。
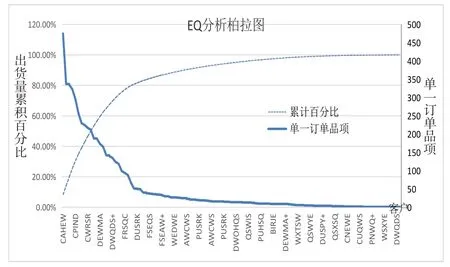
图2 EQ分析柏拉图
由EQ分析图可以看出,客户订单数量分布趋两极化,订单数量在0-100区间的客户量约占81%,订单数量在200-700区间的客户量约占比15%,订单数量在700 以上的却只占4%,所以可以对客户进行ABC分类。对客户分类结果见表1。
通过结果分析,对于出货量多且种类少的A 类客户订单数量占比大应进行重点管理,并加强与B类客户的客户关系管理,使其逐渐发展为A类客户,扩展业务量。对于出货量少、出货种类多的C类客户,可以按订单分批处理,目的是提高分拣效率。
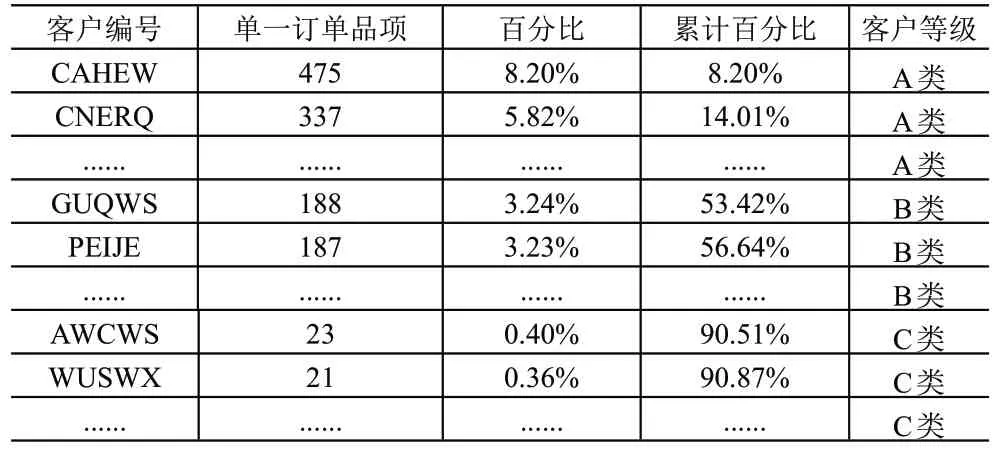
表1 EQ-ABC分类表
4.2.2 IQ 分析。IQ 分析是利用历史订单数据,对每个产品品项对应的出货数量进行统计分析,以掌握出货产品的分布情况和规模。可利用IQ分析对产品重要性程度进行初步划分,为产品储位区的合理规划提供一定的参考。对S公司12月份的订单进行IQ分析如图3所示。
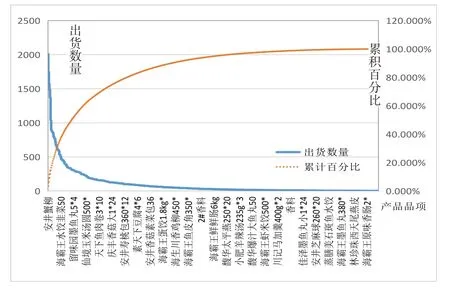
图3 IQ分析柏拉图
通过IQ柏拉图初步分析的结果可知,S公司的出货数量呈现着相当明显的两极分化现象,单个订单的最大出货量为2 007Pcs,将S公司仓库的产品进行初步划分,得出初分类数据见表2。
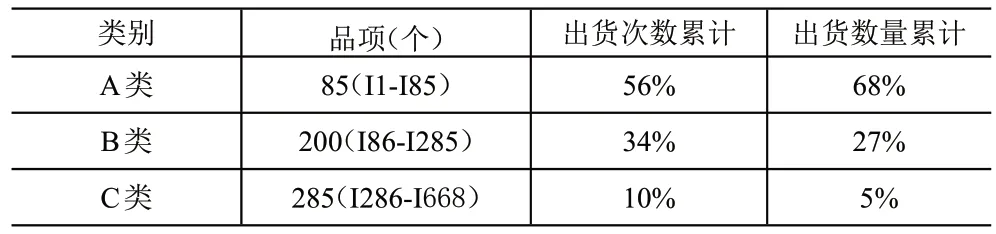
表2 IQ-ABC分类表
即I1 到I85 订货量较大,将其归为A 类产品,在产品的仓储管理强度方面,A类产品应该加大管理力度,储位应放在接近出入口或便于作业的位置,以缩短码货、拣货作业的行走距离,降低搬运时间及提高仓库利用率,方便出货;I86 到I967 出货数量累计百分比为27%,品类数量占总种类数量的35%,应将其归为B类产品,管理适中;其余应将其归为C类,种类繁多出货量较小,应进行粗放式管理,以节省不必要的劳动力,降低成本。
4.2.3 IQ-IK交叉分析。IK-ABC分析是根据产品品项出货次数情况来指导产品ABC 分类,是对进行产品出入库储位分配等分析的手段。现将将IQ 及IK指标以ABC 初次分类结果进行交叉分析。IQ-IK 交叉分析如图4所示。
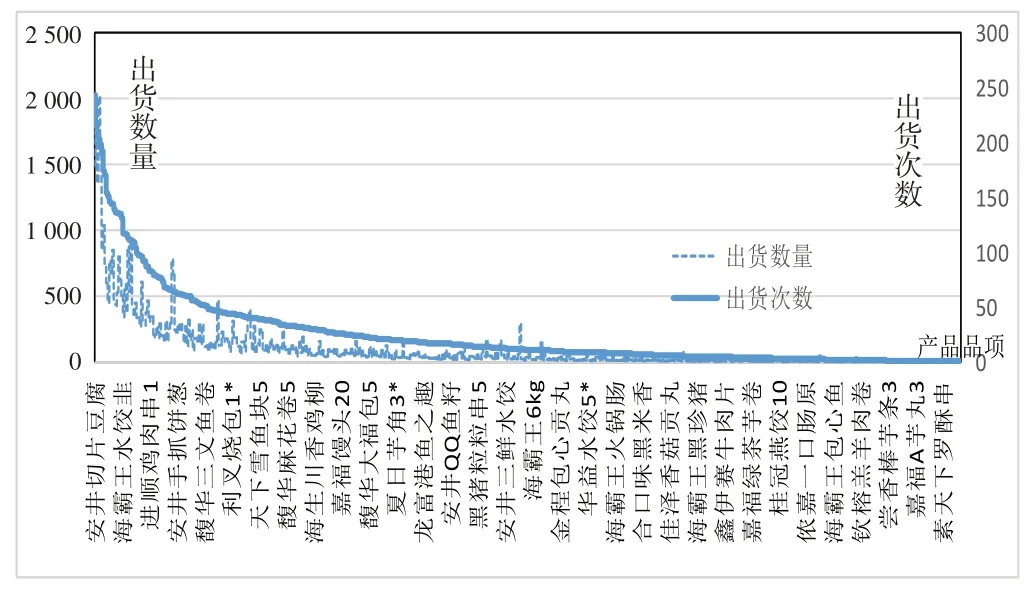
图4 IQ-IK交叉分析柏拉图
由图4可以看出,一般出货数量大的出货次数一般也较大,但是由于发货次数直接决定着产品在进行出入库过程所需的通过位移和作业时间,对储存定位时产生影响比出货数量指标更为明显,因此,在确定储位时应以IK分析结果作为主要因素,IQ分析结果作为辅助因素,按照这样的主次因素分析原则,制定交叉分类规则,对S公司仓库668个品项进行品项数、出货数量以及出货次数百分比三类指标进行ABC分类,分类结果见表3。
由表3 可知,A 类产品共85 个品项,其出货次数和出货数量分别达到了56%和68%,该类产品属于量大且出货次数频繁,在分区布局规划中应将其安排在仓库近出入口的位置,利用托盘单元进行存储,并采取批量拣货的方式进行出货;叉车综合作业效率最高,B 类产品共计200 个品项,其出货次数和出货数量分别达到了34%和27%,属于中等出货规模,储位总体离出口较近,叉车转弯次数较少,综合作业效率较高,出货方式可以按照订单进行拣货;其余为C 类属于零星出货类,离出口最远,叉车作业难度较高,可采用包装箱为存储单位,按订单进行拣选。

表3 IQ-IK交叉分析ABC分类表
4.3 优化结果分析
由上对S公司的出订单数据利用EQ—ABC方法对往来客户进行分析,判别客户类别进行不同程度的管理。再利用IQ、IQ与IK交叉分析仓库产品的类别,从而进行不同类别的储位优化,通过分析结果,将S公司的仓库储位划分为三个库区,最靠近仓库出入口区域,适合存放出货频次和出货量最多的A 类产品,库区中间位置,存放出货量较多的B类产品,仓库的后端,距离出入口较远,叉车的拣货距离较远,这片区域存放出周转率不高的C 类产品。储位的分区管理减少了仓管人员在库拣货距离和拣货时间,大大提高了仓库运营效率,可以达到很好的优化效果。
5 总结
通过介绍S公司的概况以及出入库、在库作业流程;总结S 公司目前在仓储运作效率方面存在的问题,利用相关的物流管理理论和方法对提高S公司仓储运作效率进行优化设计。在提高出入库效率方面,引入RFID技术进行优化,简化S公司原本繁琐的出入库流程,在库内储位方面,结合物流学理论中的EIQ-ABC 分析方法进行研究,使得多余闲置储位被充分利用,从而提高S 公司仓储的储位利用率,为S公司节省空间消耗、减少人力降低成本,提高S 公司的仓储利润。