V型滤池钢筋混凝土滤板预制新技术
2019-10-09夏马喜卞国祥鲍华军
夏马喜 卞国祥 鲍华军

摘 要:姜堰区引长江水清改浑项目净水工程(V型池),由于饮用水处理质量、生产效率和滤头气水反冲洗等多方面技术的需要,V型滤池的过滤系统对施工精度要求非常高,其滤板预制构件、现浇滤梁以及滤板和滤头安装精度均有较高的要求。其中,滤板预制精度要求上下平面平整度不大于2 mm,滤梁平整度和相邻仓之间高程差值均要求小于2 mm。传统的钢筋混凝土滤板预制方法采用水平预制人工收面,由于底板的不平整和手工收面的精度不足,不能满足设计精度要求。该文通过创造性地采用模具一次成型的方法,较好地解决了以上难题。
关键词:滤板;滤头预埋套管;模具
中图分类号:TU991 文献标志码:A
1 工程概况
姜堰区引长江水清改浑项目净水工程(V型池)位于原姜堰二水厂内,结构形式为钢筋混凝土框架结构,建筑面积539m2,日净水处理能力10万m3。生产性类别为戊类,建筑结构安全等级二级,建筑耐火等级二级,屋面防水等级二级,设计使用年限50年。由于饮用水处理质量、生产效率和滤头气水反冲洗等多方面技术的需要,V型滤池的过滤系统对施工精度要求非常高,其滤板预制构件、现浇滤梁以及滤板和滤头安装精度均有较高的要求。其中,滤板预制精度要求上下平面平整度不大于2 mm,滤梁平整度和相邻仓之间高程差值均要求小于2 mm。传统工艺施工生产的滤板存在平整度、几何尺寸、预埋滤头套管位置偏移以及套管歪斜等质量缺陷,经分析主要是由于以下原因造成:底板地面不平整,人工收光不平整,模板安装质量不达标,预埋套管固定方式不牢靠等原因构成。
2 解决方案
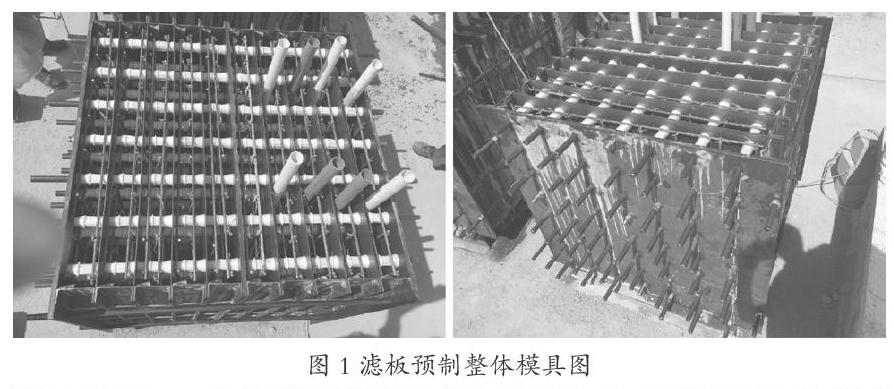
(1)方案:改变原有混凝土浇筑方式,采用整体钢模板设计,将上下底板均采用钢模板进行控制,混凝土浇筑由其中的一个侧面方向进行。通过头脑风暴,请教机械制造和模板制造专家,按照我们的思路进行制作和改进。经反复试验和改进,制作出一套模具,如图1所示。
由于套管安裝的复杂性,导致上下层钢筋网片之间暂时无法连接成型,为了控制上下层钢筋网片之间的间距,我们采用临时塑料管插入上下层钢筋网片之间,等混凝土浇完成后将塑料管拔出,再二次振捣,保证钢筋网片在混凝土中的位置准确。滤头套管采用穿心钢筋固定在上下底模上,保证了套管间距和垂直度完全一致。为了保证模板的刚度和经济性,制作时外侧模板采用10 mm厚钢板,内侧模板采用3 mm厚钢板,由于钢板间有硬质聚乙烯套管相互支撑,既保证了滤板厚度,又保证内侧钢板在混凝土浇筑和振捣时不会产生变形,整体模具采用D16 mm对拉螺栓进行固定。
(2)方案实施中必须研究解决的问题。因为采用组合模具方法施工,故还需要解决好钢筋制作安装和埋件套管安装顺序、模板安装和拆除过程质量控制等方面工作,经过分析讨论和试拼,首件浇筑和拆模后进行质量评定 ,发现问题进行整改等,如图2所示。
2.1 钢筋网模具化生产
(1)钢筋切断长度误差不大于10 mm。(2)在模具上设置定位槽,将切好的钢筋纵横向直接放入槽内,对齐后进行绑扎,避免因人随意摆放,而产生误差。
2.2 套管及模板安装
先将底模板水平放置,安装3个边框模板,将套管定位钢筋穿入定位孔中,安装2层钢筋网,逐一将套管穿入定位钢筋中,套管安装时,一定要注意导管方向,有丝纹的一面一致向上;一层钢筋和套管均安装完成后,安装一块中间钢板,安装时需检查套管与模板垂直情况并及时调整;重复以上步骤逐层安装钢管和导管,最后将上底模板安装,用对拉螺栓将模具整体固定。最后用起重设备将模板翻转,使混凝土浇筑入口的一面向上。
2.3 混凝土浇筑、振捣和拆模
混凝土采用防水混凝土配合比,坍落度一般控制在50 mm~70 mm。浇筑时需均匀分层进行,防止模板混凝土落差过大引起模板变形。混凝土振捣时尽量避免振捣泵与套管接触,既要防止漏振又要防止过振。拆模前需检查混凝土强度不小于设计强度的50 %,防止拆模过程中引起缺边、掉角等现象而影响预制构件的质量。
2.4 检查验证
预制滤板浇筑完成100块后,对预制滤板全面进行检测,得出了预制滤板的验收实测数据,除个别预制板在拆模时,由于操作不当出现豁边、掉角现象外,其余均达到规范和设计要求。
3 经济成本分析
具体成本费用如下。
3.1 常规方法
需用地100 m2,底模钢板73 m2,生产工期需30天,成品合格率约50 %。
20 mm厚钢底模73m2,重11461 kg×5.5 元/kg=57305元;边模加定位梁10套,6 000元;人工费6×30×200=36000元;材料费11 843×2=23686元(合格率50 %);总成本合计57 305+6 000+36 000+23 686=122 991元。
3.2 模具法
需加工2套模具,生产工期需15天,成品合格率98 %;钢模具两套:60 000元;人工费:6×15×200=18000元;材料费:11 843元;
总成本费用合计:60000元+18000元+11843元=89843元
3.3 节约成本
122991元-89843元=33148元;节约工期15天。
4 结论
(1)通过技术创新,为公司及项目部培养了一批敢于创新的技术骨干,同时也培养了一支技术力量过硬的施工队伍,并为本工程的创优奠定了基础。(2)通过技术创新,滤板的成品合格率大大提高,外观质量良好,为后期滤板安装工序质量提供的有力保证,同时节约工期、节省场地和减少现场污染,社会效率显著,得到了监理单位和业主的一致好评。
参考文献
[1]张晓平.V型滤池滤板和滤头安装关键技术研究[J].中国科技信息,2013(15):108-109.
[2]曹彦伟.V型滤池滤板与滤头的安装技术[J].工程建设与设计,2017(3):146-148.
