250ml塑瓶输送拔盘改良研究
2019-10-09修龙锋贺辉煌
修龙锋,贺辉煌
(1.湖北工业大学,湖北 武汉 430068;2.湖南科伦制药有限公司,湖南 岳阳 414000)
EPS-800MB6 预热双向拉伸吹塑成型机由东莞佳鸿机械制造有限公司生产,塑瓶输送机N2000-JS 型是该吹塑成型机配套设备,0.75kW 减速机给250ml 塑瓶传动提供动力,0.55kW 减速机带动拔盘转动,实现自动翻瓶。
塑瓶输送机N2000-JS 结构简图如图1。

图1 塑瓶输送机N2000-JS 结构简图
1 故障现象
图2 是湖南科伦制药有限公司生产X 线洁净区房间、设备布置简图。塑瓶输送机N2000-JS、EPS-800MB6 预热双向拉伸吹塑成型机试生产运行中,250ml 塑瓶在拔盘处容易产生卡瓶、翻瓶、倒瓶而阻死现象,产品品质难控制,无法适应高效生产需求。
2 原因分析
针对上述现象,仔细分析,有以下几种原因。
(1)人员操作方面。在联动过程中,要求专人看护、理瓶、扶瓶的岗位人员在相关岗位工作3 年以上,技能符合要求,故该原因是非主要原因。
(2)瓶身变形。据现场了解,吹瓶瓶身变形小,微小变形不影响设备正常运行。
(3)变频器变频速度没有控制好。N2000-JS 塑瓶输送机各变频器调整数据,均在厂家数据范围内,且试车中,250ml 塑瓶运行正常,故该原因也非主要原因。
(4)拔盘设计缺陷。联动中,多次调试转盘翻转速度等参数,都无法保证250ml 塑瓶翻转出来时都能站立在输送轨道上,需专人看护。
(1)拔盘塑瓶容腔没有对250ml 塑瓶底部定位。拔盘共8 个塑瓶容腔,当250ml 塑瓶沿箭头方向运动到拔盘塑瓶容腔时,因塑瓶底部是直线,不能消除拉环底部定位不准的影响。拔盘用铝材加工,塑瓶底部打磨光滑,拔盘翻转时,塑瓶产生卡瓶、翻瓶、倒瓶而阻死是不可避免的。
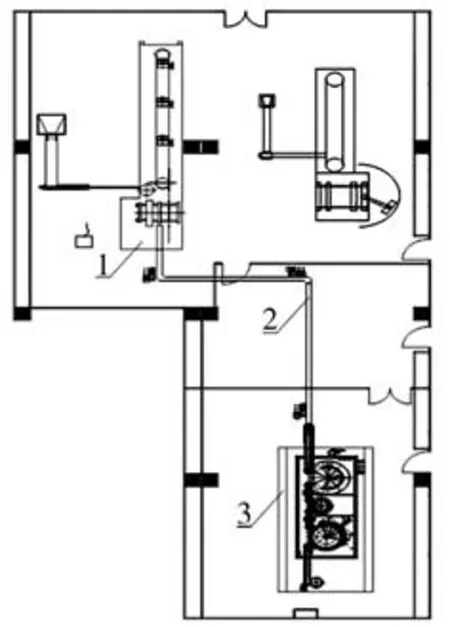
图2 洁净区房间、设备布置简图
(2)拔盘塑瓶容腔没有对250ml 塑瓶瓶身定位。250ml塑瓶瓶身均有弧度,因拔盘塑瓶容腔整体轮廓是直线形状,没有对瓶身有效定位,拔盘翻转时,塑瓶易移位,产生卡瓶、翻瓶、倒瓶而阻死现象。
(3)拔盘直径尺寸偏小。拔盘直径偏小,因250ml 塑瓶本身重心位置靠瓶颈,当拔盘翻转时,塑瓶容易产生翻瓶现象。
综上所述,拔盘设计缺陷是250ml 塑瓶容易产生卡瓶、翻瓶、倒瓶而阻死现象的主要原因。
3 措施
对现有结构作改良最可行的办法是对N2000-JS 塑瓶输送机拔盘进行改良。
3.1 拔盘进行改良
(1)在塑瓶容腔底部增加台阶对塑瓶底部定位。由图四可知,要对250ml 塑瓶底部准确进行定位,就必须在盘塑瓶容腔底部加工与之形状相同的台阶,因此决定在塑瓶容腔底部增加台阶。
(2)拔盘塑瓶容腔加工成与250ml 瓶身基本相符的轮廓,对塑瓶瓶身定位,将原拔盘塑瓶容腔直线轮廓改为与塑瓶瓶身基本相符的轮廓,对瓶身定位。
(3)拔盘直径尺寸偏小。按250ml 塑瓶尺寸适当增大拔盘尺寸,防止拔盘翻转时,塑瓶容易产生翻瓶。
3.2 拔盘材料的选用
考虑到金属件容易对塑瓶外观产生损伤,生产过程中也易产生安全隐患,需对拔盘材料进行变更。拨盘材料满足以下条件:(1)易于成型加工。(2)具有较好化学稳定性,无毒害、无刺激性。(3)机械强度较高,有一定的冲击韧性、耐磨性好。(4)能经受消毒处理。
按照新版药品GMP 要求,结合我公司的实际使用经验,拔盘材料选用医用聚丙烯(PP)板。
3.3 盘的加工与定位
(1)图3 是改良的拔盘图,拔盘厚度为25mm,圆周直径¢340,圆周每45°均分8 个塑瓶容腔,塑瓶容腔瓶身部分轮廓基本与250ml 塑瓶外形相符。塑瓶容腔底部制作台阶,使之对250ml 塑瓶底部定位,该台阶经反复实验,深度为5mm 左右最适合(深度太深,拔盘翻转时,250ml 塑瓶不能翻转到下瓶轨道上,产生卡瓶阻死现象。深度太浅,塑瓶容腔底部不能对250ml 塑瓶底部准确定位,拔盘翻转时产生卡瓶、翻瓶、倒瓶现象),且制作台阶尺寸与250ml 塑瓶底部弧度基本适合。
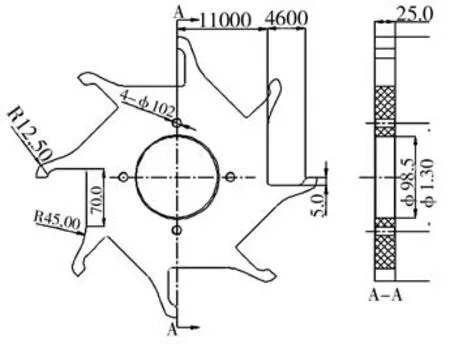
图3 改良的拔盘示意图
(2)为了方便拔盘的拆装,我们加工了2 个定位块、定位圈,分别用螺栓固定,并利用原有轴。
4 结语
对拔盘进行改良后,对其进行了24h 试生产运行跟踪观察,运行状态良好,各项性能指标均达到设计要求,有效降低了250ml 塑瓶卡瓶、翻瓶、倒瓶而阻死现象的发生,降低了工人的劳动强度,拔盘的改良也为医疗设备制造行业提供了良好的参考价值。