特种设备定期检验案例分析及建议
2019-09-30王国冠孟祥成柴健
王国冠 孟祥成 柴健
辽宁调兵山煤矸石发电有限责任公司 辽宁铁岭 112700
高压加热器(以下简称:高加)是火力发电厂的主要辅助设备,也是特种设备之一。其管程为锅炉给水,壳程为过热蒸汽及凝结水。利用汽轮机做功后的过热蒸汽,对锅炉给水进行加热,减少热损失,对于降低能耗,提高火电厂热效率和经济利润起着重要作用[1]。
在定期检验高加时,如发现裂纹缺陷,则电厂职工及设备安全将受到严重影响。为此,本文论述高加缺陷情况,及其处理过程和结果,旨在为高加定期检验工作提供借鉴,提高电厂设备安全运行水平。
1 设备概况
某发电公司2号机组3#高压加热器于2011年12月投产使用,2012年进行第一次定期检验,安全状态等级评为I级。2018年进行的第二次定期检验,在检验时发现裂纹缺陷,严重影响电厂职工及设备安全。
该设备主要技术特征:内径1400mm,壁厚18/16mm;重量29100kg;换热面积885m2;结构形式为卧式;设计压力管程为28.05MPa,壳程为2.07MPa;设计温度管程215℃,壳程470℃;工作介质管程为水,壳程为水蒸汽、水。
高加结构为U形管式换热器,水室与管板为20MnMo锻件,壳体为SA516Gr70碳钢板卷制对焊而成,与管板对接的短节筒体壁厚为18mm,其余筒节和封头壁厚为16mm,封头型式为半球形。
2 检验及问题的发现
按照《固定式压力容器安全技术监察规程》要求,2018年2号机组检修时对3#高加进行了定期检验。
无损检测人员选用了超声波检测和磁粉检测方法,在高加管板与短节筒体间焊缝,先采用了磁粉检测方法发现有不连续裂纹5段,长度分别为30mm、15mm、50mm、30mm、15mm。经打磨后,仍有2段裂纹清晰可见,且连到了一起,打磨深度约为5mm,长度约为150mm,此处焊缝又进行了超声波检测,发现深度在15mm左右的位置有条形缺陷,长度为300mm。
3 缺陷处理的过程
为返修处理好高加管板与短节筒体间焊缝裂纹缺陷,查找了高加质量证明书,明确了材质、规格、焊缝坡口形式,并安排有资质的单位对3#高加环焊缝H1外表面进行返修处理,具体返修位置,详见图1。
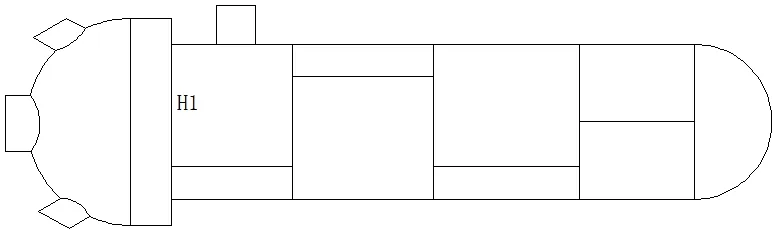
图1 3#高压加热器返修位置示意图
3.1 缺陷的清除
对缺陷处采用砂轮机打磨方式去除缺陷,打磨过程中保证打磨区域圆滑过渡,打磨至目视检测无缺陷后,进行磁粉检测,若还有缺陷显示,则每打磨约1-2mm深度后再进行一次磁粉检测,直至消除缺陷为止。磁粉检测按NB/T47013.1、NB/T47013.4,I级为合格[2]。
3.2 打磨后补焊
焊接必须由相应项目考试合格的焊工担任。采用焊条电弧焊进行补焊,所有焊条在焊前须按说明书所示温度、保温时间进行烘焙,随后在100℃温度下保温,现场焊接时,焊条应放置在保温桶内,随用随取。风速须≤10m/s方可施焊,环境相对湿度≥90%时应禁止施焊。补焊前应对始焊处100mm范围内进行≥100℃的预热,焊接采用J507焊条,规格为3.2mm或4.0mm。焊接电流大小为90-130A(3.2mm)或130-170A(4.0mm),焊接过程中应控制层间温度≤300℃。焊后应立即进行250-350℃/1h的后热处理,方可冷却至室温。
3.3 补焊后探伤
补焊后做磁粉和超声波检测,磁粉按磁粉检测按NB/T47013.1、NB/T47013.3,I级为合格。超声波检测按NB/T47013.1、NB/T47013.4,II级为合格。
3.4 焊后热处理
无损探伤合格后,对补焊焊缝采用履带式电加热,进行局部后热处理,加热带外侧用保温材料覆盖保温,加热带环绕整圈焊缝的全周,保温期间,加热区内最高与最低温度之差应控制在规定的范围内。热处理完成24h后,再进行一次无损探伤复检,并重新进行水压试验。焊缝两侧加热宽度各向外延伸至少100mm,保温时间最少为15min。
4 预防措施
4.1 缺陷机制探析
某发电公司每台机组,共计3台高压加热器。其中,3#高加选用的是不兼作法兰的管板结构,在本次无损检测中被发现管板与短节筒体间焊缝多处条形缺陷(图2);而1#、2#高加选用的是延长部分兼作法兰的管板结构(图3),采用同样的无损检测方法,未发现缺陷。
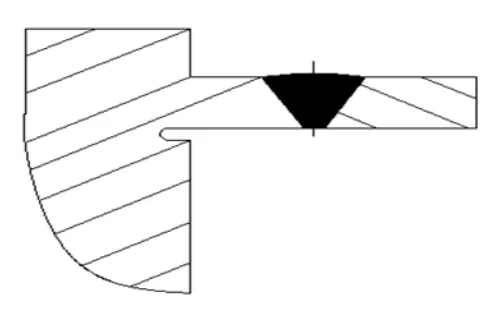
图3 延长部分兼作法兰的管板结构

图2 不兼作法兰的管板结构
一方面3#高加管板侧与筒体侧存在温差,管板厚,刚度较大,筒体受内压和温度后有一定的周向膨胀变形,使该k型接头处存在较大内应力,同时有应力集中叠加,因此该处应力大;另一方面,机组参与调峰,并且流化床机组年启停次数较多,该k型接头承受疲劳载荷,是该处出现裂纹的主要原因之一。
4.2 建议性预防措施
基于3#高加管板与短节筒体间焊缝缺陷发生机理探析及1#、2#高加无缺陷的经验,可知延长部分兼作法兰的管板结构形式的焊接接头内应力较小。故根据热交换器GB/T151-2014管板与管箱、壳体的焊接连接要求,并结合机组参与调峰、启停次数较多等特点,建议亦选用1#、2#高加的延长部分兼作法兰的管板结构,对3#高加实施技术改造,即可避免和清除管板与短节筒体间焊缝缺陷,预防安全隐患[3]。
