温度对4种典型生物质成型特性的影响
2019-09-28李伟振阴秀丽王明峰
李伟振, 姜 洋*, 王 微, 阴秀丽, 王明峰
(1.中国科学院 广州能源研究所, 广东 广州 510640; 2.中国科学院 可再生能源重点实验室, 广东广州 510640; 3.广东省新能源和可再生能源研究开发与应用重点实验室, 广东广州 510640; 4.华南农业大学 材料与能源学院, 广东 广州 510642)
生物质成型技术是在一定温度与压力作用下,将各类原来松散的生物质原料加工成形状规则、密度较大燃料的技术[1]。相比自然状态的生物质原料,成型燃料形状规则,密度可提高6~10倍[2],不仅可显著降低生物质能源运输及存储等处理成本,还可以提高单位体积热值[3],是生物质能源有效利用方式之一。生物质原料组分中的木质素具有非晶体的结构,没有熔点,但是存在软化点,一般在70~110 ℃时,木质素开始软化,并出现一定的黏度;200~300 ℃时,木质素呈现熔融状态,黏度变大,在一定压力下,与原料中的纤维素、半纤维素等通过分子间互相吸引和缠绕黏结成型[4]。外力取消后,由于非弹性纤维分子间的互相吸引和缠绕,仍能保持黏结的状态。冷却后强度会进一步增强,从而形成成型燃料。基于木质素的热转变特性,原料组分是影响成型效果的主要内部因素,温度是影响成型效果的主要外部因素。由于不同种类生物质木质素含量不同,故其成型难易及成型效果亦不尽相同[5]。Castellano等[6]发现木质素含量高、抽提物含量低的原料成型后的颗粒具有更好的物理性质;Lehtikangas等[7]发现针对新鲜的和储存后的树皮、锯末、采伐剩余物原料,木质素含量高的原料成型后的颗粒具有较好的机械强度;Holm等[8]认为木质素含量越高,颗粒内部结合得越好,温度高于原料玻璃态转变温度,成型颗粒机械强度增大;Van Dam等[9]发现温度高于140 ℃能增大木质素的黏结强度。本研究以4种典型生物质(秸秆类生物质玉米秸秆、速生林类生物质尾叶桉木屑、竹类生物质毛竹屑、天然林类生物质约60%樟木和40%榉木混合硬杂木屑)为原料,在分析原料组分、测定原料热转变特征温度的基础上,进行颗粒状燃料的成型实验,并观测颗粒横断面的微观形貌,以分析温度和原料组分对成型效果的影响。
1 材料与方法
1.1 材料
4种原料玉米秸秆、桉木屑、竹屑、硬杂木屑均取自广东佛山地区,经自然风干、粉碎、筛分后,取粒径0.15~0.43 mm原料,置于105 ℃烘箱干燥至质量恒定后,依据质量比喷洒一定的去离子水,均匀混合后获得含水量10%的原料,原料密封后放置阴凉干燥处保存。
1.2 原料分析
1.2.1原料成分 原料的元素分析采用德国Elementar公司vario EL cube型元素分析仪测定;工业分析采用中国长沙开元公司5E-MACIV型全自动工业分析仪测试;化学组成(木质素、纤维素、半纤维素和提取物)按美国国家可再生能源实验室 (NREL)的方法测定[10-11];高位热值采用中国长沙奔特公司WZR-1 T-CII型微电脑量热仪热定。
1.2.2热转变特征温度 针对生物质成型过程,原料的热转变特征温度主要指玻璃态转变温度和熔融温度,与生物质种类、水分含量等有关[12-14]。采用Q200型差示扫描量热(DSC)仪测定4种生物质的热转变特征温度。操作如下:取样品质量小于10 mg,置于差示扫描量热仪内进行实验,为消除原料水分和热历史的影响,实验中先将样品以10 ℃/min加热到90 ℃,恒温10 min,然后快速冷却至0 ℃(约3 min),再以10 ℃/min加热到200 ℃,以第二次升温过程作为分析依据。在升温过程中,生物质的比热容会发生变化,当生物质发生玻璃态转变时,比热容会发生不连续的变化,在DSC曲线发生基线漂移,出现一个吸热方向的台阶(即热流基本不随温度变化的区域),台阶的起点对应玻璃态转变的起始温度,台阶的终点对应玻璃态转变的终止温度,生物质是由相对分子质量和链长不同的结构单体组成,因此玻璃态转变温度为一温度区间,而玻璃态转变特征温度Tg可取起始温度和终止温度的中点温度[15]。生物质发生玻璃态转变后,DSC曲线上出现的吸热峰,吸热峰峰值所对应的温度则为熔融温度。
1.3 成型实验
成型实验在电子万能压力机(中国广州精控公司,WD-100KE型)上进行,成型模具套筒直径10.20 mm,压杆直径10 mm,将4种生物质压缩为圆柱状颗粒燃料。实验过程中,温度采用加热带、热电偶和温控仪进行加热和控制,待温度达到设定温度(分别为40、70、100、130和160 ℃)并保持稳定后,向模具中加入3~5 g原料,然后调用压缩程序(设定压缩速度20 mm/min、最大压力值6 000 N、保压时间30 s)对原料压缩成型,完毕后将颗粒挤出并密封保存,每种温度实验条件重复3次,结果取平均值。成型过程的压力-位移曲线由电脑自行记录[16]。
1.4 成型燃料性能分析
1.4.1松弛密度(DRS)DRS是颗粒质量和颗粒的表观体积之比,反映颗粒应用时质量和能量密度的大小。实验所制得颗粒为规则圆柱体,因此测量密封保存2周后颗粒的直径、长度和质量,由式(1)计算颗粒的DRS[17]。
(1)
式中:DRS—颗粒松弛密度,kg/m3;m—颗粒质量,kg;d—颗粒直径,m;l—颗粒长度,m。
1.4.2比能耗(ESC)ESC是压缩过程所消耗能量与颗粒质量之比,反映不同成型条件时用于颗粒压缩所消耗的能量。根据成型过程中压力-位移曲线,由式(2)计算颗粒成型过程的ESC(未考虑模具加热能耗)[18]。
(2)
式中:ESC—成型过程的比能耗,kJ/kg;W—总能耗,J;m—颗粒质量,g;f—压力,N;s—位移,m。
1.4.3径向最大抗压力(MRS)MRS是沿径向压碎颗粒时颗粒所能承受的最大力,与机械强度一样能够反映颗粒内部粒子间的结合能力。将储存2周后的颗粒水平置于与电子万能压力机相连接的2块正对的平板之间,采用程序控制上平板下行,下行速度设定为20 mm/min。记录平板下行时压力-位移曲线,曲线中出现的压力快速升高后突然下降的点对应颗粒的破碎点。破碎点所对应的压力即为颗粒的MRS[19]。
1.4.4微观形貌分析 颗粒内部横断面的微观形貌在S- 4800 FESEM型场发射扫描电子显微镜上进行观察[20]。实验前先对样品截面进行喷金处理,形成导电膜层,增强成像质量,测试电压为2 kV。
2 结果与讨论
2.1 原料组分分析
原料的元素、工业、化学组分分析和高位热值见表1,可以看出N元素、纤维素和半纤维素含量最高的原料是玉米秸秆,同时玉米秸秆中木质素含量是4种原料中最低的,比其他3种原料低约10个百分点,提取物(蜡、脂肪、部分碳水化合物等)含量也是最低的;桉木屑的水分含量最高,高位热值最低;竹屑的S元素、固定碳、提取物含量和高位热值最高,纤维素含量最低;硬杂木屑的C元素、H元素、挥发分含量最高,灰分含量最低。
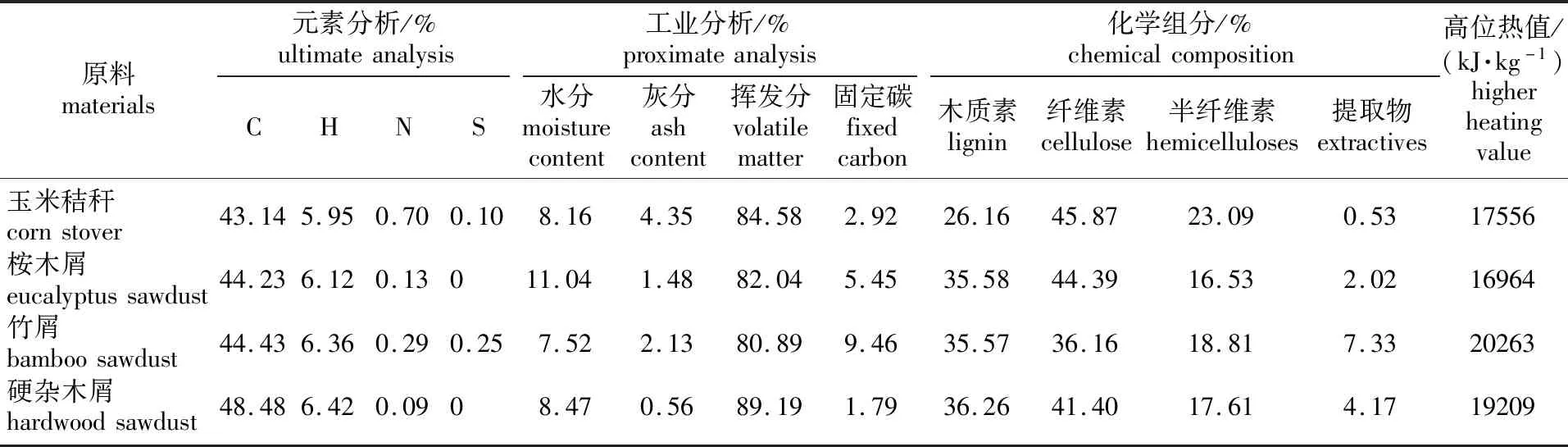
表1 4种原料的元素、工业分析、化学组分和高位热值1)
1) 表中数据均为空气干燥基的百分数the data in table 1 were from material air dried base;提取物extractives:蜡,脂肪,部分碳水化合物等waxes,fats,carbohydrates,etc
2.2 热转变特征温度分析
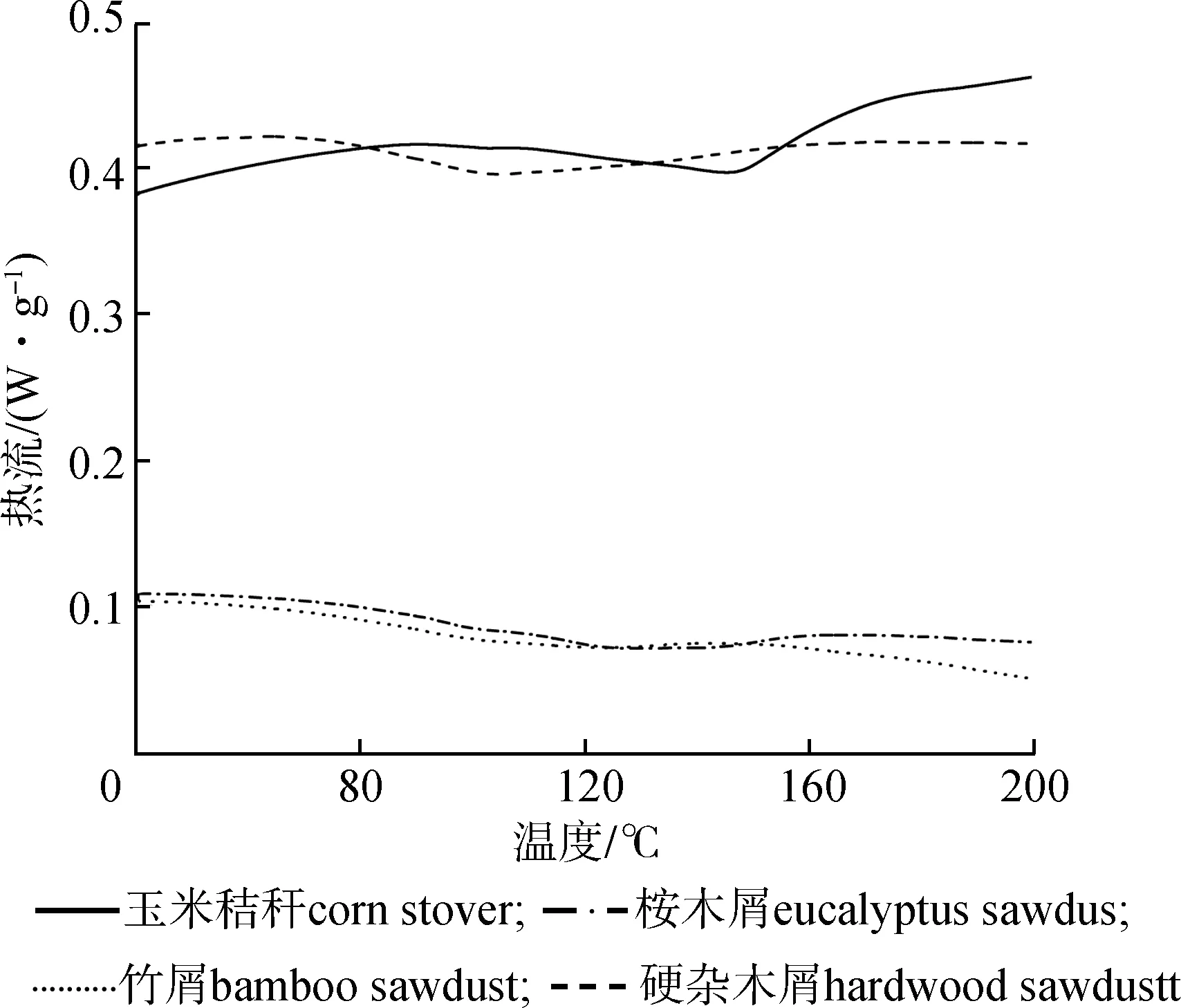
图1 4种生物质的DSC曲线
4种生物质原料的热转变过程曲线如图1所示,热转变特征温度分析结果如表2所示。由图及表可看出,玻璃态转化区起始温度最低的是竹屑(57 ℃),最高的是玉米秸秆(93 ℃), 4种原料的终止温度基本相同,约为103 ℃,中点温度在80~100 ℃之间,熔融温度最低的是硬杂木屑(104 ℃),最高的是玉米秸秆(146 ℃)。玻璃态转变是生物质的重要特性,在玻璃态转变温度以下,因价键和次价键所形成的内聚力,使生物质表现出较高的力学强度和较高的弹性模量,成型后的颗粒性能较差;在玻璃态转变温度以上,生物质分子部分转动或位移逐渐变成了分子的热膨胀运动,流动性增强,具有较高的黏结性[15],成型后的颗粒性能较好。为了发挥原料组分的黏结作用,制备较好性能的成型燃料,根据热转变特征温度的最低和最高值,设定成型实验的温度区间为40~160 ℃。

表2 4种生物质的特征温度
1) 玻璃态转变特征温度(Tg)取玻璃态转化区的中点温度[15]glass transition temperature is the mid-point temperature of onset temperature and the end point temperature of glass transition region[15]
2.3 温度对4种原料成型特性的影响
2.3.1松弛密度(DRS) 温度对4种原料DRS的影响见图2(a),由图可知玉米秸秆DRS最大,竹屑次之,桉木屑及硬杂木屑最小。4种原料中玉米秸秆纤维素的含量最高,纤维素为晶体状结构,其丰富的氢键使得其在成型中不能作为黏结剂,但加热后会变得较为柔软,成为燃料的“骨架”。相同成型条件时,玉米秸秆DRS高于其他3种原料,说明玉米秸秆的纤维素较为柔软,易于发生形变,而其他3种原料则较难发生形变。温度升高,玉米秸秆、桉木屑、竹屑、硬杂木屑4种原料的DRS增大,温度由40 ℃升至160 ℃,增幅分别为14.13%、16.60%、13.47%、31.34%,温度对硬杂木屑DRS的影响最大,对竹屑DRS的影响最小,说明温度对硬杂木屑中木质素的黏结作用影响最大,而对竹屑中木质素的黏结作用影响最小,从而说明木质素的含量与DRS大小无直接关系。40 ℃时,玉米秸秆与硬杂木屑DRS相差最大,相差为22.86%;160 ℃时,玉米秸秆与桉木屑DRS相差最大,相差为9.00%。玉米秸秆在100~130 ℃,DRS由1 114.38 kg/m3增大到1 197.84 kg/m3,增加了7.49%;桉木屑、竹屑、硬杂木屑3种原料在40~70 ℃,DRS增大幅度最大,分别为10.21%、6.37%、20.99%;温度高于70 ℃,3种原料DRS相差较小。对比4种原料的热转变温度发现,玉米秸秆的玻璃态转化起始温度高于其他3种原料,因此在较高的温度范围内DRS增大比例较大,而其他3种原料在较低的温度范围内DRS即表现出较大的增大比例[21]。这说明在原料的玻璃态转化温度区间内提高温度木质素发生软化,起到了黏结作用,可较快增大DRS,且发生玻璃态转变后原料间DRS相差减小(玉米秸秆除外)。
2.3.2比能耗(ESC) 温度对4种原料ESC的影响见图2(b),可看出桉木屑和硬杂木屑的ESC最高,竹屑次之,玉米秸秆最低,这与4种原料木质素的含量一致,说明虽然木质素能够起到黏结作用,但其含量越高成型时的ESC越高。温度升高,ESC先减小后增大,100 ℃时ESC最小,这是因为100 ℃左右接近4种原料玻璃态转化的终止温度,此时木质素的黏结作用达到最大化,粒子的塑性和延展性基本达到最大,成型时粒子易于形变,ESC最低[22]。温度对玉米秸秆ESC的影响最大,对桉木屑ESC的影响较小,这与桉木屑木质素含量高于玉米秸秆相反,说明木质素含量高,温度对ESC的影响越小。40 和100 ℃时,玉米秸秆与桉木屑ESC相差最大,分别为53.18%、81.83%;160 ℃时,玉米秸秆与硬杂木屑ESC相差比例最大,为27.36%。
2.3.3径向最大抗压力(MRS) 温度对4种原料MRS的影响见图2(c),可看出桉木屑、硬杂木屑的MRS最大,竹屑次之,玉米秸秆最低,与ESC的变化规律基本一致,这说明木质素含量越高,成型后颗粒的MRS越大。温度升高时硬杂木屑的MRS增大,由40 ℃时的645.33 N增大到160 ℃时的1 553.33 N,增大了140.70%,其中40~70 ℃增加比例最大,为55.48%。温度升高时玉米秸秆、桉木屑、竹屑的MRS先增大后减小,40、100和160 ℃时,玉米秸秆与硬杂木屑的MRS相差最大,分别为28.81%、53.45%、46.75%。这可以说明一定范围内提高温度,利于4种原料MRS的增大,但过高的温度并不能进一步提高4种原料的MRS。40 ℃时4种原料的MRS较低,70~100 ℃时MRS增加较快,100~160 ℃时MRS增加较慢甚至降低,这与DSC的分析结果基本一致,因为40 ℃低于4种原料玻璃态状态的起始温度,原料粒子未发生软化,延展性差,难以形变,成型后粒子易发生弹性形变回弹,成型颗粒的MRS较低,70~100 ℃基本为4种原料的玻璃态转化区,在此区间原料粒子发生软化,逐渐变得较为柔软,粒子塑性和延展性增强,易于形变,成型后粒子的弹性形变回弹较小,成型颗粒的MRS增大。100~160 ℃包含4种原料的熔融温度,原料的软化程度变化较小,MRS略有降低或变化不大[23]。
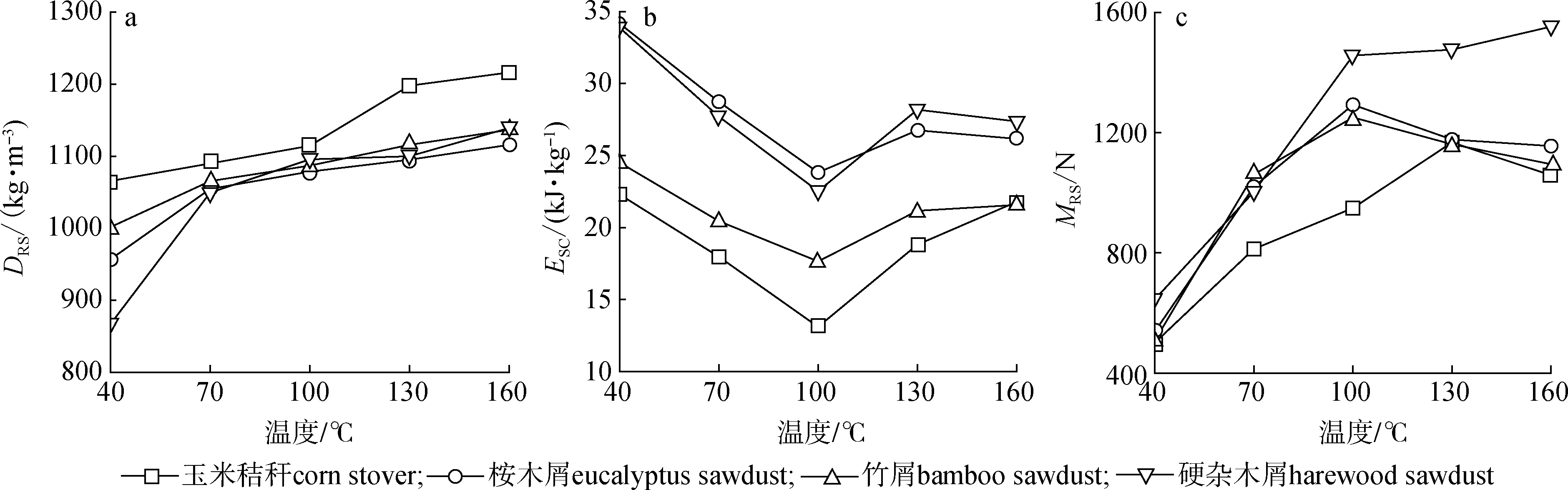
a.DRS; b.ESC; c.MRS
2.4 微观形态分析
温度分别为40和130 ℃时4种原料成型颗粒内部横截面的微观形态见图3。由图可以看出40 ℃ 时颗粒内部粒子间存在较大的缝隙,结合不紧密,此时对应图2中较低的DRS和MRS;130 ℃时颗粒内部粒子间缝隙较少,结合紧密,此时对应图2中较高的DRS和MRS。说明温度低于4种原料玻璃态转变特征温度Tg时,原料粒子难以发生形变,导致成型颗粒内部缝隙较大,颗粒表现出较差的特性,DRS和MRS较低,ESC较高;温度高于Tg时,原料软化,木质素发挥黏结剂作用[24],成型颗粒内部缝隙较小,颗粒表现出较好的特性,DRS和MRS较大,ESC较低。
3 结 论
3.1以4种典型生物质(玉米秸秆、桉木屑、竹屑、硬杂木屑)为原料,在40、70、100、130、160 ℃条件下进行压缩成型实验,研究了温度对成型颗粒DRS、MRS和成型过程ESC的影响。热转变特征温度研究表明4种原料成型时粒子的软化和可塑性较强的温度区间分别为:玉米秸秆93~103 ℃、桉木屑72~102 ℃、竹屑57~103 ℃、硬杂木屑65~103 ℃。
3.2温度对成型特性的影响表明:40 ℃低于4种原料的玻璃态转变起始温度,原料粒子未发生软化,延展性差,颗粒DRS和MRS较低,成型时ESC较高;70~100 ℃基本为4种原料的玻璃态转化区,原料粒子发生软化,可塑性增强,颗粒DRS和MRS增大,成型时ESC降低;100~160 ℃包含4种原料的熔融温度,粒子的软化程度变化较小,颗粒的DRS增加,但MRS无一致性变化规律,ESC增大;100 ℃左右接近4种原料玻璃态转化的终止温度,对应粒子最大的软化程度,成型时粒子易于形变,存在ESC最低点。相同成型条件时桉木屑、硬杂木屑颗粒的MRS及成型时的ESC最大,竹屑次之,玉米秸秆最低,与原料木质素含量变化一致,表明原料木质素含量越高成型后颗粒的MRS越大,成型时的ESC越高。
3.3颗粒内部的微观形貌研究表明,低于原料玻璃态转变温度时,粒子间存在较大缝隙,结合不紧密;高于原料玻璃态转变温度时,粒子间缝隙较少,结合紧密。
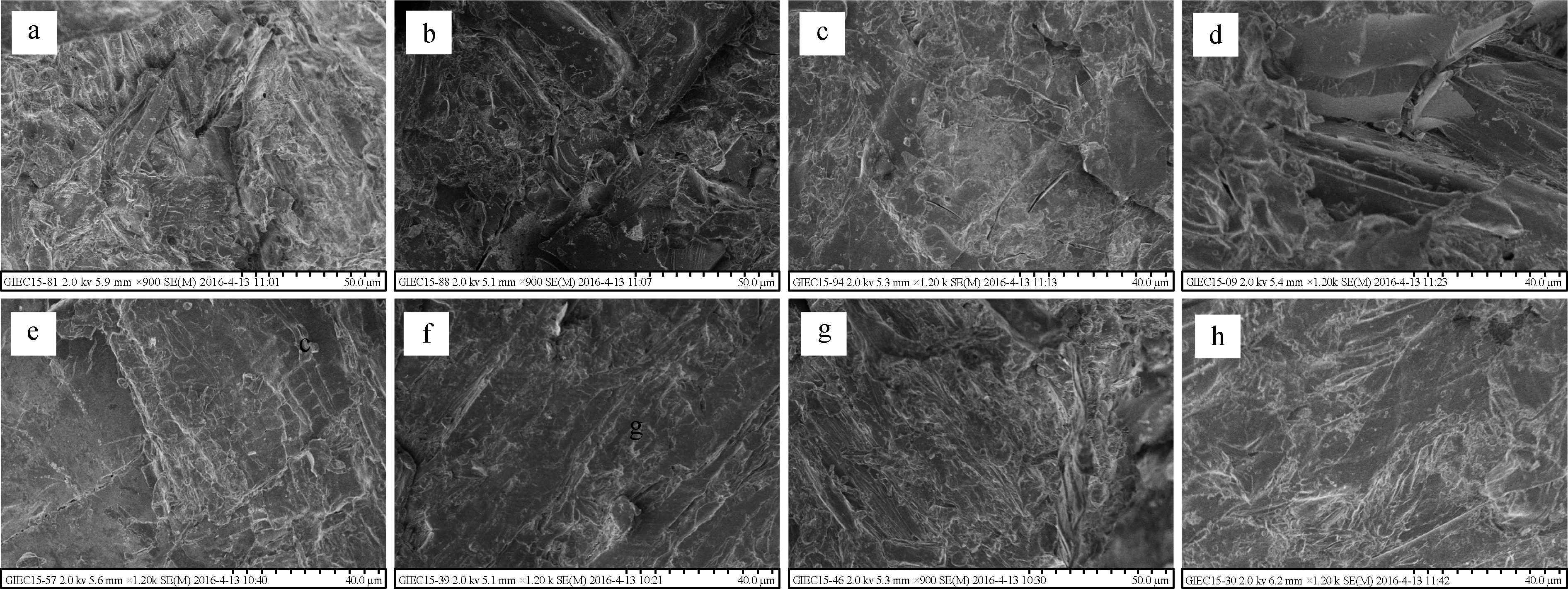
40 ℃: a. 玉米秸秆corn stover; b. 桉木屑eucalyptus sawdust; c. 竹屑bamboo sawdust; d. 硬杂木屑hardwood sawdust 130 ℃: e. 玉米秸秆corn stover; f. 桉木屑eucalyptus sawdust; g. 竹屑bamboo sawdust; h. 硬杂木屑hardwood sawdust
