GDX1热熔胶喷头固定装置研制
2019-09-24法书学王长杰刘明春
法书学,王长杰,刘明春
(青岛卷烟厂,山东 青岛 266101)
GDX1 横包包装机组是意大利G.D 公司设计制造的,其国产化后的机组代号为ZB25 型包装机组,而现在有些牌号卷烟为了美观,采用“软盒硬包”的方式,使用冷胶时产能较低,多数卷烟厂家对GDX1 包装机进行了改造,商标成型使用热熔胶,商标成型质量和设备产能大大提高。改装的热熔胶系统由美国诺信公司开发,整个热熔胶喷胶和供胶系统结构复杂,使用过程中,喷胶头容易被胶液中的细小杂质堵塞,造成喷胶不畅,需将喷头进行拆卸清理,提高喷胶质量,以此保证盒装商标纸成型质量。目前,行业内所有使用热熔胶的GDX1 设备喷头固定装置与喷头直接相连,热熔胶喷头固定装置拆装难度大、耗时长,因此,喷头的及时快速的拆装清理成了一个亟待解决的问题。
1 问题
通过调查生产过程,了解到热熔胶的喷头容易堵塞喷,造成喷胶拉丝、喷不到位或不喷胶,会引起商标开边、脏污等质量问题,因此需要对堵塞的喷孔进行及时的清理,且清理时必须拆卸喷头,小组成员对喷头堵塞及清理频次进行了统计。
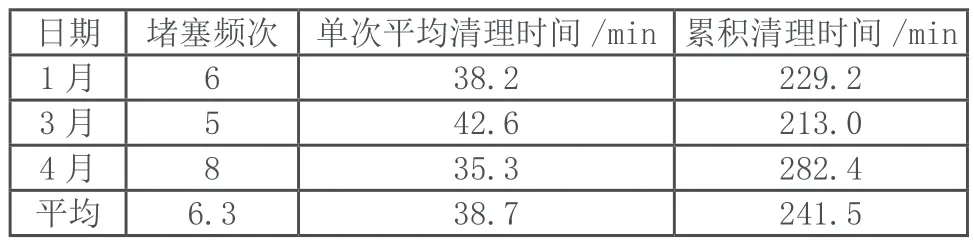
表1
清理喷头主要是拆装用时长,目前的热熔胶喷头固定装置拆卸之前,需等待时间长;在热熔胶使用过程中,堵塞的喷头会出现喷胶拉丝、喷射不出去,热熔胶沿喷胶嘴溢出,沿固定装置侧壁流到底座上,糊住固定装置的连接机构,因此需借助锤子、钳子等工具,且需要佩戴手套拆装喷头固定装置;拆装步骤繁杂,固定装置没有固定卡位,安装后需反复调试校验喷胶位置,导致了拆装用时长。喷头固定装置温度过高,在170℃以上,仅靠佩戴防护手套不能完全杜绝安全风险。
图1
2 设计方案
热熔胶喷头固定装置功能只要实现喷头与设备固定板件相连即可,且固定装置与喷头之间需设计隔热机构,以此降低固定装置温度,为满足上述条件,提出设计方案,见图2。
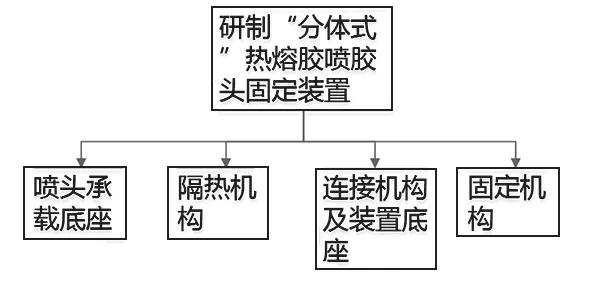
图2
根据喷头快速拆装目标要求和问题分析,将热熔胶喷胶头固定装置拆分为喷头承载底座、隔热机构、连接机构及固定装置底座、固定机构4 个机构,然后从材料选择和结构设计着手,进一步确定“分体式”热熔胶喷胶头固定装置的研制方案如图3。
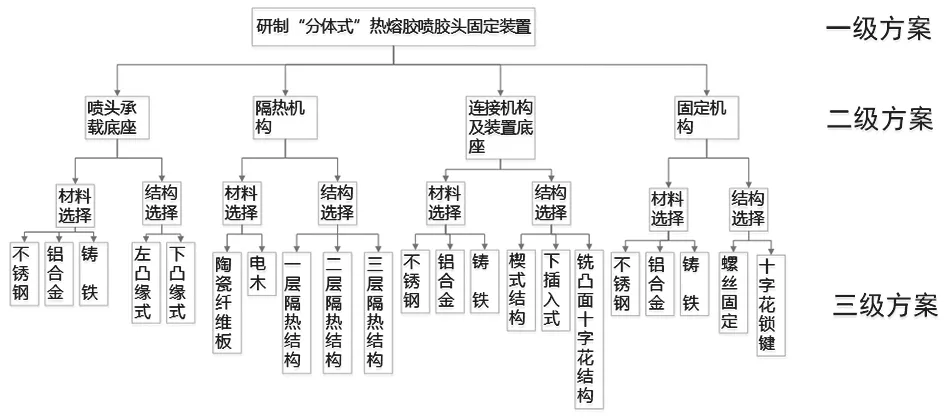
图3
2.1 喷头承载底座的方案设计
为防止溢胶沿侧壁回流至固定装置,设计左凸缘结构和下凸缘结构,通过比较,下凸缘结构承载底座在底面设置往下的凸缘,使胶液沿侧壁流至底部,由于重力作用,不能回流至底面,可保证固定装置的洁净(图4)。
2.2 隔热机构方案设计
为降低固定装置温度,在固定装置与承载底座设计隔热机构,为达到降温效果,设计三层隔热,隔热材料采用电木,结构设计图纸如图5。
2.3 连接机构及装置底座方案设计
为实现快速拆分和组装,减少对摩擦面的磨损,采用铣面十字凹凸面连接机构,对横向和纵向均有固定作用,插入深度可控,可设计唯一安装位置,只需首次安装时对喷头位置进行校准,平时使用无须再校准位置(图6)。
为保证凹凸铣面匹配,设计尺寸均为10mm,为保证凹凸面能顺利安装,且尽可能降低匹配间隙,防止安装后晃动,为减少凹凸铣面的摩擦,选择间隙较大的配合公差等级H9/f11,确定凹凸面的匹配公差。最终确定凹铣面宽度为mm,深度为mm,凸铣面宽度为mm,高度为mm。
根据设备固定板件和铣面十字凹凸结构特点,设计固定装置底座结构,设计图纸如图7。
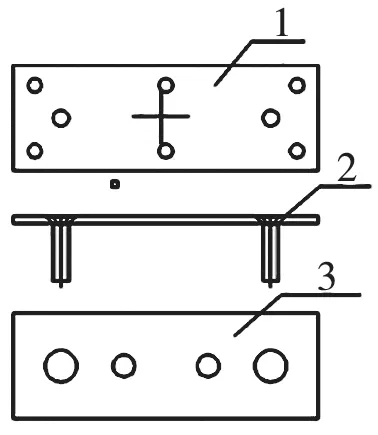
图5
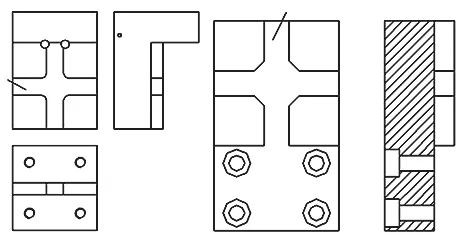
图6
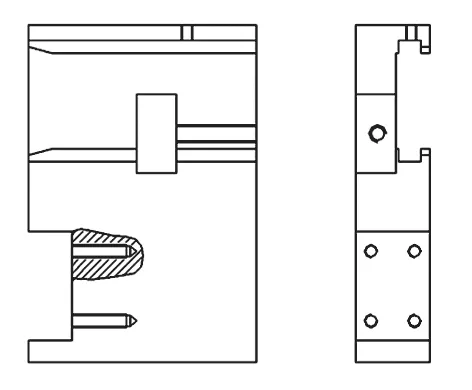
图7
2.4 固定机构
借鉴GDX1 电柜固定锁扣,靠扳动把手实现两分体结构的固定,且把手的扳动方向与固定杆运动方向垂直,实现了固定结构的自锁,设计出十字花键锁结构(图8)。
3 装置安装调试及效果验证
根据设计图采购原材料,进行加工制作,喷头承载底座、连接机构及装置底座采用铝合金材质,隔热材料选用电木,固定机构选用不锈钢材质。各机构的加工成型后,按照设计尺寸对各部件进行测量验收,并安装调试,并对喷头拆装时间进行统计。
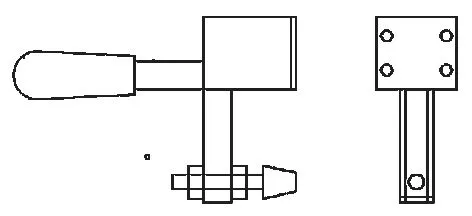
图8
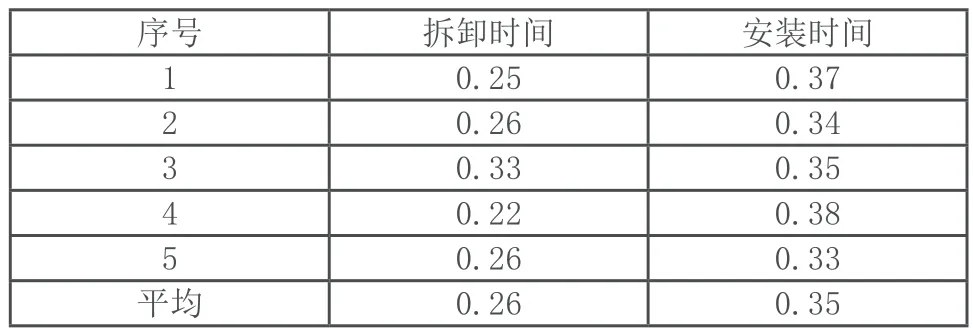
表2
改进前拆装时间共计32.3min,改进后拆装时间为0.7min,拆装时间减少,喷头清洁效率提高453.87%。
4 结语
本课题研制的热熔胶固定装置,采用下凸缘结构喷头承载底座,利用重力阻止胶液回流,脏污固定装置;采用十字凹凸面结构,既实现快速拆装,也减少了结合面的磨损;固定机构选用十字花键锁代替固定螺栓,手柄与固定杆运动方向垂直,利用不同方向作用力实现自锁功能。国内GDX1 机型改装热熔胶系统的设备使用的是原装的固定装置,均存在拆装不便、固定装置温度过高、易脏污的问题,因此,研制的新型固定装置具有很高的推广价值。
