构建以问题为导向的制丝设备异常隐患综合治理机制探讨
2019-09-24孟科峰侯进生李哲杨阳
孟科峰,侯进生,李哲,杨阳
(山东中烟工业有限责任公司济南卷烟厂,山东 济南 250104)
在设备运行过程中,必然存在异常故障、隐患等影响其正常工作的问题,本文将其总称为设备异常隐患。高效的设备隐患治理机制能够快速有效解决设备异常隐患,进而提高设备的维修保养水平,保障生产正常运行。制丝车间依托设备综合管理平台系统(TnPM),构建了以问题为导向的设备异常隐患综合治理机制,涉及设备异常隐患的反馈、检查和处置三个子机制。
1 “全员参与”的反馈机制
在研发设备综合管理平台系统(TnPM)的过程中,制丝车间根据全员参与设备维保的要求,制定了“全员参与”的异常隐患反馈流程,并在TnPM 系统中实现该功能。车间操作人员、跟班维修人员、工艺质检人员和管理人员均可将工作中发现的设备异常隐患问题,按照规范的流程在设备异常隐患台账中分类提交报告,维修人员根据提报的问题及时进行维修处理,实现了设备异常隐患全员参与维保。

图1 TnPM 系统设备异常隐患台账
2 “点面结合”的检查机制
随着设备运行的年久日深,许多隐患问题引而未发,如不能及时发现提前解决,待其发展为设备故障,将影响生产正常运行。制丝车间建立了由点巡检和设备全面检查构成的点面结合的检查机制,通过设备管理维修人员的专业性会诊,能够提前发现隐患,使预防性维修成为设备维修的主要模式。
2.1 设备点巡检机制
车间建立了设备数字化点巡检系统,其具备设备巡检和状态监测的功能。设备管理人员根据车间设备分布编制了点巡检路径,根据设备不同的状态(运行、停机、检修)设置不同的检查项。在主机设备和其他重点设备上设置了点巡检到位卡,维修人员在巡检周期内利用先进的点检仪器到生产现场设备巡检,将点巡检结果录入巡检仪中,巡检后及时上传点巡检数据并反馈相关设备问题。

图2 设备点巡检检查结果
依托点巡检系统,运用TIPM 软件采集如HXD 主工艺风机等重要设备实时运行参数(电机频率、振动等)进行处理,实现对其实时状态监测的能力。

图3 设备状态监测画面
车间设备管理组制定了《制丝车间数字化点巡检管理规定》,编写了《制丝车间数字点巡检实用手册》,并且每月公示巡检记录情况,对查出的隐患分级管理和考核并逐项进行纠正与预防措施,在管理方面确保设备点巡检正常运行。
2.2 设备全面检查机制
车间设备管理人员每月对车间设备进行全面的设备综合检查,涉及主机设备、通用设备、计量设备、特种设备、质检设备、基建与公共设施等。对设备齐全完好、跑冒滴漏、安全生产、工艺质量等问题进行例行检查,检查内容包括“设备齐全完好、技术状态好、安全生产、无跑冒滴漏、过程质量可控”。检查结果以“有图有真相、边看边整改”的形式,通过设备综合管理平台(TnPM)进行公示。
3 流程再造的问题处置机制
上述两项机制能够高效完成设备异常隐患问题的发现、并汇总在TnPM 系统的设备异常隐患台账中。对于发现的问题,车间对设备问题处置流程进行了再造,解决处置完后无检查、同样问题易复发的问题。

图4 设备全面检查结果
设备异常隐患问题汇总至设备异常隐患台账后,白班维修人员上班后通过“自主维保”→“异常隐患综合台账”中查看,并对发现的设备异常隐患问题进行处理。白班维修班长对维修工处理的问题进行确认操作,并填写具体维修方式,如果班长认为问题没有处理解决,可以选择返回办理。车间设备管理员负责关闭设备异常隐患单,如果设备管理员认为设备异常隐患没有解决,可以选择返回办理。该流程实现了设备异常隐患问题的闭环处理,直至问题得到解决。
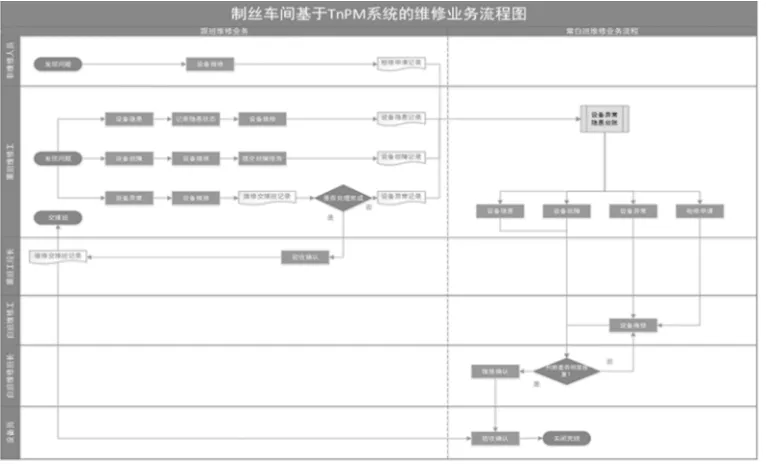
图5 设备异常隐患问题处理流程
“全员参与”的反馈机制为车间每名和设备接触的员工提供反馈设备问题的通道,提升异常隐患发现的及时性和全面性。“点面结合”的检查机制由技术人员利用专业设备对设备进行例行体检,能够发现表面现象后面的深层次问题。二者通过TnPM 系统将发现的问题汇总到异常隐患台账,流程再造后的问题处置机制通过“查看—处理—检查—合格后关闭台账”的闭合控制确保维修人员能够从根本上解决设备异常隐患。
3 个子机制通过TnPM 系统的无缝衔接组成了以问题为导向的设备异常隐患综合治理机制,涉及了问题发现、汇总、处理和结果检查的全流程,实现了设备异常隐患问题高效、闭环处置。制丝车间通过运行该机制能够较好地保障设备高效运行,提高了车间的设备生产利用率。