新型玉米秸秆揉丝机的设计与试验
2019-09-18马彩龙王丽娟王保爱张琴辛尚龙董海龙张雪坤张锋伟
马彩龙,王丽娟,王保爱,张琴,辛尚龙,董海龙,张雪坤,张锋伟
(1.甘肃农业大学机电工程学院,甘肃 兰州 730070;2.兰州交通大学博文学院,甘肃 兰州 730101;3.甘肃畜牧工程职业技术学院,甘肃 武威 733006)
秸秆揉丝机是一种将农作物秸秆采用机械加工的方法使其变为动物饲料的机械设备,在国内主要以小型揉丝机为主.目前,秸秆揉丝机在我国部分地区的推广应用力度不够,在西北少数地区还存在收获后期秸秆的田间焚烧问题,这不仅造成了严重的环境污染,同时也浪费了畜牧业紧缺的大量生物质能源[1-3].针对我国西北地区玉米旱作农业种植模式下的玉米秸秆,现有的秸秆柔丝机的适应性较差.因此,研制一种针对我国旱作农业种植模式的秸秆揉丝机,对玉米秸秆的饲料化生产及其推广使用有着重要意义.
近年来,我国的秸秆揉丝加工机械发展速度较快.丁保江等[4]研制生产了9ZR-50型秸秆断头机,集断头台的切割、揉捏、氨化于一体,克服了普通硬连接及不等饲料长度的切割机切割玉米秸秆的缺点.张国锋[4]研制的9RC-30粗饲料破碎机加工后的饲料有效的提高了家畜的适口性.沈卫强等[6]研制的9RSZ-540型秸秆破碎机,将传统粉碎机的粉碎室与抛撒室结合起来,大大提高了抛撒能力.苏宏煜等[7]针对秸秆(特别是绿色秸秆)营养成分的流失问题设计了9LRC-6型立式秸秆捏合机,将微生态杀菌剂与机械捏合起来,设计了9LRC-6型立式秸秆揉丝机,较好地满足了牛、羊、鹅等畜禽的饲料要求.尚坦[8]设计了9RSZ-3型秸秆揉丝机,有效的提高了揉搓机构对丝状秸秆物料揉搓抛送的作业要求.张伟[9]利用秸秆抖动进料板进料工艺设计了9RS-3型秸秆揉丝机,提髙了秸秆的进料速率和秸秆丝化率.以上研究虽然对机械部件或机构进行了优化,但是不能满足我国西北旱作农业种植模式下玉米秸秆的揉丝质量和饲料加工的农艺要求.本文以国内秸秆后处理现状及国内秸秆揉丝机发展水平为背景,结合饲料加工的农艺要求,设计了1种新型玉米秸秆揉丝机,其目的是设计1款符合我国北方旱区的玉米秸秆揉丝机,在提高秸秆切断率和丝化率的同时提高饲料的适口性.
1 农艺加工要求
从反刍动物的适口性和营养角度分析,饲料加工后的长度大约在20~30 mm,并具有一定的柔软性[10-11].因此,为了保证切碎后秸秆丝长度的均匀性,选择玉米秸秆切碎形式为切刀滚筒式布置,并选取动力传递方式为带传动.同时,根据饲料适口性和营养价值最佳,其含水率为50%~70%,也就是其秸秆收割之后的45 d内为最优加工期[10].由于水分较大,玉米秸秆在揉搓时粘堵现象会对该机的效率产生影响.因此,设计的锥辊压扁装置的纹杆采用导向槽的方式,并在轴上加装弹簧和揉搓间隙控制螺杆,从而防止秸秆在揉搓时发生堵塞.
从玉米秸秆的生物特性和物理特性来说,秸秆在径向和轴向上的结构组织明显不同,在2种方向上表现出不同的力学性质.因此,秸秆在压缩、切割粉碎和揉搓等加工过程中受力不同而体现出各种特性,如抗压(挤)、抗拉和抗剪切等[12-14].吴子岳等[15]对玉米秸秆切断速度进行了极差分析,结果表明,切割方式对切断速度的影响最大,采用滑切所需的切断速度比砍切低约4.34 m/s.因此,刀具的设计、切割方式以及刀具的布置对玉米秸秆的切断力有重要影响,张晋国[16]研究表明,滑切线速度为34 m/s时切断率最佳.
2 整机结构及其工作原理
2.1 整机结构
图1为新型玉米秸秆揉丝机结构示意图,样机由机架、动力装置、压扁划丝机构、切割装置和揉搓机构组成.其中,传动装置由带轮、齿轮等部件组成;压扁划丝机构由喂料斗、划丝辊、压扁辊等组成;切割机构的主要部件是滚筒式切碎刀;揉搓机构由集料口、揉搓外壁、纹杆、花键以及用于传动的斜齿轮组成.所选电动机的额定功率为18.5 kW.
新型玉米秸秆揉丝机的主要技术参数如表1所示.
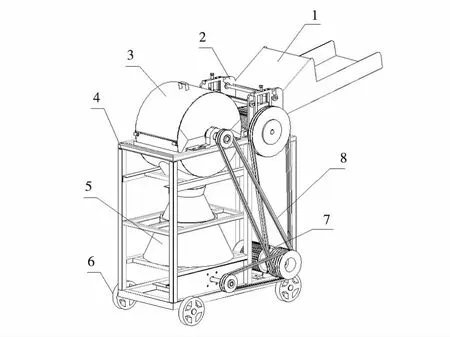
1:喂料斗;2:压扁划丝机构;3:切割装置;4:机架;5:揉搓装置;6:地轮;7:电动机;8:皮带.1:feed hopper;2:flattening shredding device;3:cutting device;4:frame;5:kneading device;6:wheel;7:motion;8:belt.图1 整机结构示意图Figure 1 Structure diagram of the machine
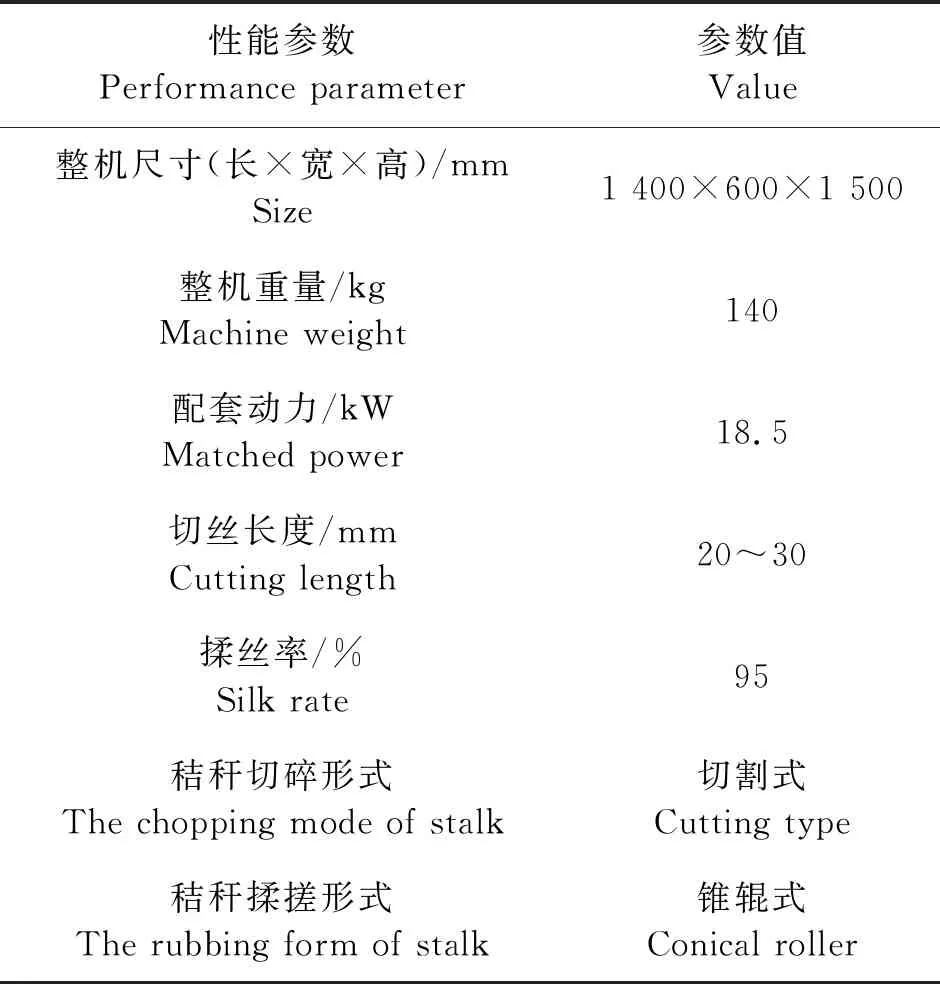
表1 整机主要性能参数
2.2 工作原理
图2所示为该新型玉米秸秆揉丝机工作示意图.电动机输出的运动及动力通过带轮传送机构分别传至压扁划丝机构、切割装置和揉搓机构.玉米秸秆在压扁辊和划丝辊的共同作用下将其压扁并进行划丝,随后由高速旋转的割刀切割丝状秸秆长度约为20~30 mm,随后在自身重力的作用下经导向板落入集料口并进入揉丝腔,物料在纹杆作用下,一边沿内圆台作径向圆周运动,另一边沿圆台母线方向斜向下运动,在此过程中,物料与纹杆及揉搓外壁之间发生相对运动,并产生摩擦,从而完成揉搓作业.
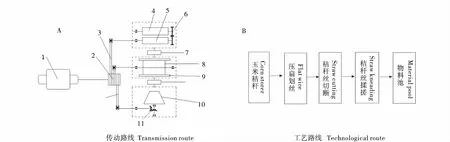
1:电动机;2:皮带轮;3:皮带;4:压扁辊;5:划丝辊;6:齿轮;7:导流板;8:动刀架;9:动刀片;10:揉搓室;11:锥形齿轮.1:motor;2:pulley;3:belt;4:flattening roll;5:shredding roller;6:gear;7:guide plate;8:frame of cutter;9:knife;10:rubbing room;11:conical gear.图2 传动方案Figure 2 Transmission scheme
3 关键部件结构设计
3.1 压扁滑丝机构
如图3-A所示为压扁划丝机构轴测示意图,该机构借鉴王红提[17]报道的秸秆揉丝机设计了压扁化丝机构,压扁辊和划丝辊对玉米秸秆的作用力包括正压力F和摩擦力f.工作时秸秆受力分析如图3-B所示.f与F垂直,两辊轴心连线与F间的夹角为α.其中,压扁辊与划丝辊的直径相同.该机构工作时满足:
2fcosα≥2Fsinα
(1)
式中,f为玉米与两辊之间摩擦力(N);F为两辊对玉米秸秆正压力(N);α为两辊轴心连线与F间的夹角(°).两辊的半径满足:
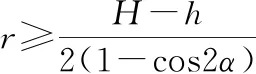
(2)
式中,r为两辊半径(mm);h为被辊α压缩后的物料厚度(mm),一般取值5~10 mm;H为被辊子压缩前的厚度(mm),一般取值10~30 mm.

1:带轮;2:支架;3:调节螺栓;4:连杆;5:压扁辊;6:齿轮;7:化丝辊.1:belt wheel;2:bracket;3:adjusting bolts;4:link rod;5:flattening roll;6:gear;7:shredding roller.图3 压扁划丝机构Figure 3 The device of straw compressed and cutting silk
两辊线速度可根据下式计算:
(3)
式中,L0为切割后秸秆丝长度(mm),一般取值20~40 mm;T为刀片切割周期(s).
两辊转速为

(4)
式中,d为两辊直径(mm).
由式(1)、(2)可得,两辊半径满足r≥56 mm,取r=80 mm.由式(3)、(4)可得,两辊的转速近似为413 r/min,取n=450 r/min.
3.2 切割机构
如图4所示,切割机构借鉴9ZS-4饲草揉碎机和盘刀式铡草机切碎器的切割机构结合本机改进为滚筒式切碎刀[18-19].该装置主要由主轴、刀架、动刀片和定刀片组成,动刀架固定在主轴上,动刀片刀刃所在直线与过主轴平面的夹角为15°,定刀片固定在定刀架上.固定在动刀架上的动刀片做圆周运动,将压扁划丝机构输出的玉米秸秆进行循环切割.动刀片刀刃处的线速度v为34 m/s.取该机的动刀的圆周直径D为500 mm,并按等间距6刀布置.则切割装置的主轴转速:

1:主轴;2:动刀片;3:刀架;4:轴承座.1:shaft;2:knife;3:cutter frame;4:bearing seat.图4 切割装置Figure 4 Cutting device

(5)
刀片切割的周期为:
(6)
式中,D为动刀圆周直径(mm),一般取值500 mm;N为动刀片数目(个),一般取值6个;v为动刀线速
度(mm),一般取值34 m/s.
3.3 锥辊式揉搓装置
该装置如图5所示,内圆台装有纹杆,内圆台的锥角为α,纹杆形成平面与圆台的底面的夹角为β,圆台的高度为h,圆台的底面半径为R,顶面半径为r.
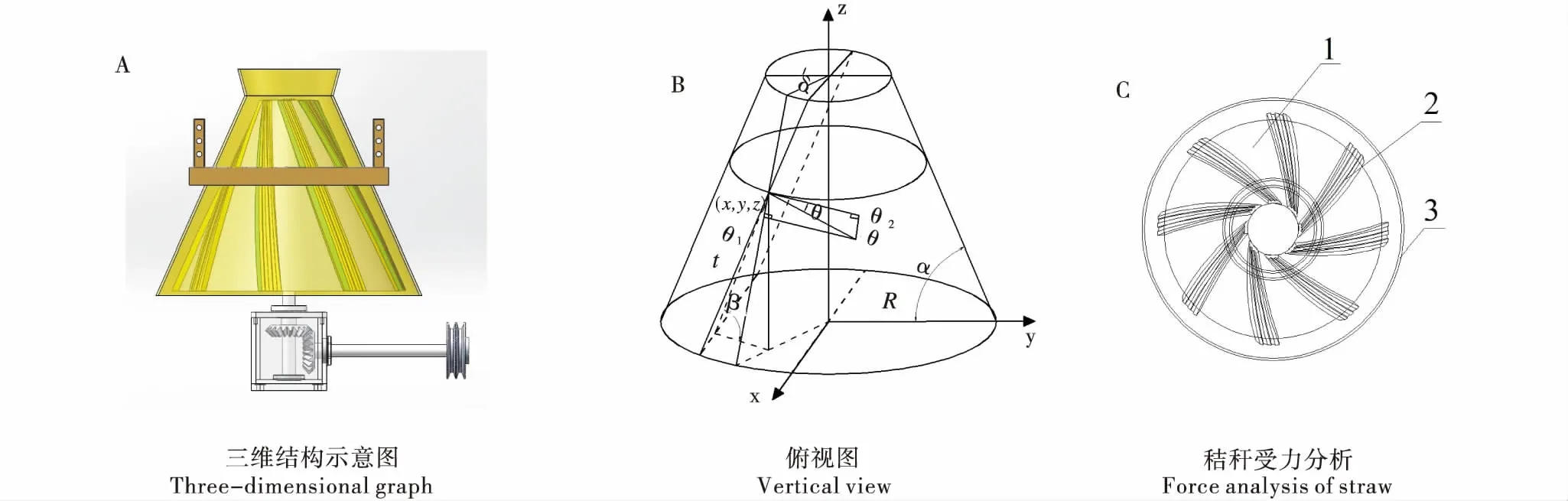
1:内圆台;2:纹杆;3:外壳.1:inner circle;2:rasp bar;3:shell.
3.3.1 纹杆形成原理及形成曲面 如图5所示,纹杆曲线的成形可以看成是通过圆台中心线的平面绕该平面与顶面圆的交线偏转β角度后,该平面(纹杆成形平面)与圆台的角线[20].通过计算可得纹杆的平面曲线方程为:
(7)
式中,s=R2-h2cos2β;m=|cos2β-cot2α|;n=hcosβcotβ-Rcotα
3.3.2 运动分析 通过物料的运动轨迹分析,曲面上一点为(X,Y,Z),则物料从圆台到该点在圆周方向上的转角为:
(8)
式中,t为曲线上的点到交线AB的距离;v(t)为物料运动方向与圆周切线方向的夹角.
则曲线上任意一点(X,Y,Z)的参数方程为:
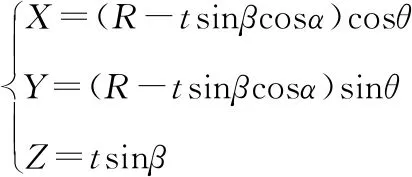
(9)
4 性能试验
4.1 试验材料
新型玉米秸秆揉丝机在甘肃农业大学机电工程学院机械中心完成了样机的研制,并进行了室内试验.试验材料为试验田收割打捆后自然状态下20 d的玉米秸秆(富农1号),根部直经为18~34 mm,中部直径为12~27 mm,梢部直径为6~11 mm.秸秆的平均含水率为63%.
4.2 秸秆丝化率、吨料电耗及单位生产率的测定
试验按照NY/T509-2015《秸秆揉丝机质量评价技术规范》的要求进行[21].用磅秤称出试验秸秆质量G.试验过程中用智能电表测定耗电量N.秸秆丝化率参照公式(10)计算,吨料电耗参照公式(11)计算,单位功率生产率参照公式(12)计算,试验所用时长为35 min.
(10)
式中,S为秸秆丝化率(%);m1为秸秆丝质量(g);m2为样品质量(g).
(11)
式中,Q为吨料电耗(kW·h/t);G为秸秆质量(kg);N为耗电量(kW·h);Cb为秸秆标准含水率(%),一般取值60%;C为试验秸秆含水率(%).
(12)
式中,E为单位功率生产率(kg/(kW·h));T为试验时间(min);P为配套动力总功率(kW/h).
4.3 试验结果
新型玉米秸秆揉丝机室内试验结果如表2所示.该新型玉米秸秆揉丝机作业时,秸秆丝化率为95%,秸秆丝切割长度为20~40 mm,吨料电耗为2.4 kW/(h·t),单位功率生产率为417 kg/(kW·h).试验结果符合NY/T509-2015《秸秆揉丝机质量评价技术规范》的设计要求[16].工作时,机具运行平稳,未出现堵塞现象,生产率高,符合玉米秸秆揉丝机质量评价技术规范要求.

表2 整机性能试验结果
5 讨论
通过理论分析与室内试验,可以得到影响玉米秸秆揉丝丝化质量的因素主要有玉米秸秆节处产生的抗压性、玉米秸秆的直径以及玉米秸秆的含水率.为了消除玉米秸秆节处产生的抗压性,本研究采用了压扁辊径向三角齿和划丝辊轴向三角齿的设计,两辊之间通过齿轮啮合实现动力传递,并利用手柄与弹簧实现两辊间距的调节以适应玉米秸秆的直径,使玉米秸秆在划丝过程中在有节处与秸秆根部和稍部的揉丝质量都得到了极大的改善.且在对不同含水率的玉米秸秆进行试验时,所得到的物料均满足玉米秸秆揉丝机质量评价技术规范要求.
玉米秸秆的揉丝长度主要受切割机构动刀的转速、揉搓装置锥辊与外壳间距及锥辊转速的影响.当切割机构的转速稳定在1 200 r/min时,秸秆丝的长度可以控制在30 mm左右;切割后的秸秆丝通过揉搓装置产生的物料长度为17~42 mm,符合青贮饲料加工的要求,通过行走地轮可移动机具,实现对物料的收集作业,在后续样机的改进中应在出料口加装物料的收集装置,以提高生产作业效率.另外,吨料电耗及单位功率生产率是秸秆揉丝机的主要生产率指标之一,该机通过参数优化和合理配置动力,使得各项指标均符合NY/T509-2015《秸秆揉丝机质量评价技术规范》的设计要求[16].
6 结论
对设计的新型玉米秸秆揉丝机的关键部件进行了优化分析和参数计算,得出了各个部件的最优参数.压扁机构中压扁辊和划丝辊的直径为160 mm,转速为450 r/min;切割机构中,动刀的圆周直径为500 mm,主轴转速为1200 r/min;揉搓装置中内圆台锥角为66°,转速为450 r/min.
室内试验表明,玉米秸秆含水率为63%时,该机的秸秆丝化率可达95%以上,秸秆丝切割长度可精确到20~35 mm,吨料电耗为2.4 kW/(h·t),单位功率生产率为417 kg/(kW·h).有效提高了饲料质量.试验证明,该新型玉米秸秆揉丝机能够满足我国北方旱区玉米全膜双垄沟播种植模式下的玉米秸秆的揉丝作业,该机具可为后续玉米秸秆揉丝机的设计与优化改进提供参考依据.
