FGH96合金惯性摩擦焊焊区的微观组织表征
2019-09-17王晓峰邹金文刘光旭许哲欣
王晓峰,邹金文,杨 杰,刘光旭,许哲欣
(北京航空材料研究院 先进高温结构材料重点实验室,北京 100095)
1 前 言
相比于传统的铸造和锻造高温合金,粉末高温合金有诸多优点,如组织均匀、晶粒细小、没有宏观偏析等。镍基粉末高温合金具有良好的高温力学性能,已成为推重比8以上高性能发动机涡轮盘的首选材料[1, 2]。随着航空发动机的发展,对能在更高温度下使用的涡轮盘的需求与日俱增,而用于高性能涡轮盘的镍基粉末高温合金需要在超过650 ℃的工作条件下依然有高的抗蠕变性和抗疲劳性能[3, 4]。
FGH96是一种用于涡轮盘的重要的粉末高温合金,在750 ℃高温下能保持良好的力学性能[5]。FGH96比上一代粉末高温合金FGH95有更好的损伤容限、断裂韧性和抗疲劳裂纹扩展能力。为了能在750 ℃下工作,需要优化微观组织获得粗晶粒。热处理是至关重要的合金加工步骤,能决定合金最后的微观组织和力学性能。研究发现,在高于γ′相的固溶温度热处理时,合金为单相奥氏体组织,没有γ′相的阻碍作用,晶粒快速长大,可以获得粗晶组织[6]。众所周知,γ′相是高温合金中最重要的强化相,γ′相的尺寸、形貌和分布对合金的力学性能有重要影响[7-9]。FGH96合金中的γ′相体积分数约为33%~36%[10],由于γ′相含量高,FGH96合金通常很难焊接,容易在焊接凝固过程出现微裂纹[11]。因此,没有凝固过程的惯性摩擦焊成为了非常有前景的焊接方法,且其相比于其它焊接方法如电子束焊接、扩散焊接等,更容易实现大规模生产[12, 13]。
惯性摩擦焊是一种快速、易于重复、无污染的固态连接方法,且只包含少量的焊接参数,可以焊接高γ′相含量或者两种不同类型的高温合金[14]。惯性摩擦焊会在狭小的焊区造成很大的温度梯度,组织变化明显且热影响区小。人们研究了多种高温合金的惯性摩擦焊,发现有两种不同的硬度曲线。Waspaloy合金和Inconel718合金在焊缝区有一个非常明显的硬度下降,其原因是焊接之后该区域的强化相回溶[15, 16],但γ′相体积分数达到50%的N18、Astroloy、U720Li和RR1000高温合金在焊缝区有一个硬度峰值[15, 17],该峰值可以归因于焊区的高γ′相含量。不同的γ′相析出行为被认为是焊接过程产生的残余应力的结果[16]。然而,目前对FGH96合金的惯性摩擦焊研究较少,未见有关于FGH96合金惯性摩擦焊区微观组织表征的报道,同时,焊接之后的热处理工艺对FGH96合金组织有显著影响,这方面的研究也较为缺乏。
本研究采用惯性摩擦焊焊接FGH96镍基粉末高温合金,详细研究了焊缝以及焊缝周边区域的微观组织,主要包括晶粒结构和γ′相的析出情况,同时观察了焊后热处理态样品的微观组织特征,研究了热处理温度对最终组织的影响规律。
2 实 验
2.1 样品制备
表1列出了FGH96合金的化学成分。FGH96合金粉末是在氩气气氛下雾化制得的。雾化之前用真空感应熔炼法熔炼母合金锭。制得的粉末随后被封装进不锈钢包套中进行热等静压处理,热等静压之后进行锻造得到盘件。从得到的盘件上切割出外径100 mm、厚15 mm、长60 mm的空心圆柱体进行随后的惯性摩擦焊接。沿焊缝切割下样品用于微观组织表征。样品随后被切割成多个小片用于不同的研究。

表1 镍基粉末高温合金FGH96的化学成分
2.2 微观组织研究
切割下来的样品经过研磨、抛光和腐蚀后可以看到晶粒和γ′相,观察晶粒用的腐蚀剂是50 g CuCl2、250 mL HCl和250 mL C2H5OH,用电解腐蚀法腐蚀出γ′相,电解液是体积分数2.5%的磷酸的酒精溶液,电压2.5 V,时间1~2 s。所用光学显微镜型号为ZEISS AX10,扫描电镜型号为JEM-7001F,用背散射电子衍射(EBSD)(型号ZEISS Merlin, Heidenheim, Germany)获得晶粒尺寸、取向和织构信息。
2.3 力学性能测试
对焊接态试样进行微观硬度测量,微观硬度用维氏硬度仪测量,型号为华银小负荷维氏硬度计HV-5。
3 结果与讨论
3.1 晶粒
图1给出了光学显微镜下观察到的焊接态晶粒组织,可以看到焊缝区的晶粒细小,与基体晶粒组织有明显区别,测量出的焊缝细晶区宽度约为1.5 mm。离焊缝越远,晶粒尺寸越大。图2为焊接态样品的SEM照片,焊缝区晶粒细小均匀,晶粒尺寸约为7~10 μm,在离焊缝达1 mm之后晶粒尺寸达到约27 μm,并保持不变。
3.2 γ′相
焊接态合金中γ′相的SEM照片如图3。可以看到γ′相的尺寸与形态随着区域远离焊缝而发生显著的变化。焊缝区呈现尺寸均匀且细小的三次γ′相,并且密度很高。采用红外测温法测得焊区温度高达1150 ℃,高于γ′相溶解温度,并且焊接之后是一个快速冷却过程,平均冷却速率达50 ℃/min,快速冷却下,γ′相形核密度高,平均尺寸小,且呈现球形形貌,并随着远离焊缝区而逐渐转变为立方体状。

图1 焊接态样品焊缝区及其周边区域的光镜照片Fig.1 Metallographs of grain size for as-weld component
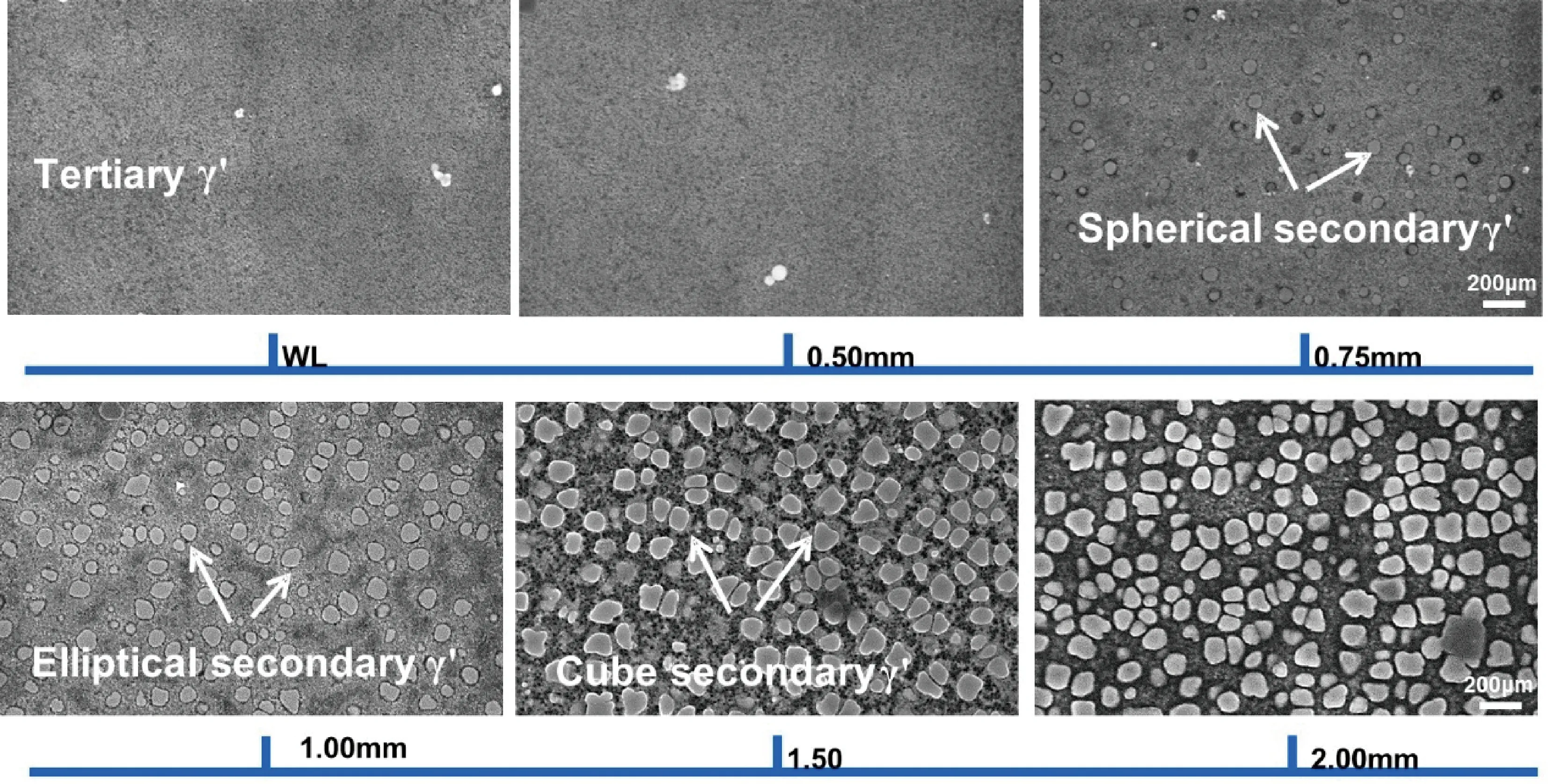
图3 焊接态样品焊缝及其周边不同区域的γ′相SEM照片Fig.3 Images of γ′ precipitates for as-weld component by FE-SEM observation
3.3 统计结果分析
晶粒尺寸用Image J软件分析,晶粒尺寸和其与离焊缝距离的关系如图4所示,可以看到焊缝区的晶粒非常细小,原因是整个焊接过程只需要几秒钟,焊缝区是快速加热和快速冷却的区域,平均加热速率达200 ℃/min,平均冷却速率达50 ℃/min,晶粒无法长大。焊接时焊缝最高温度可达1150 ℃,这个温度高于合金的再结晶温度,因此,整个焊接过程是一个完全动态再结晶过程,焊缝区的变形晶粒转变成了细小的再结晶晶粒,这是焊缝区晶粒细化的重要原因。离焊缝的距离大于1 mm之后的晶粒组织与基体保持一致。图4同时显示了二次γ′相体积分数的统计结果,可以看到在距离焊缝1 mm的区域之内,二次γ′相的体积分数从0开始随距离增加而逐渐增加,在离焊缝1 mm的区域处,达到约30%,之后基本保持不变,据此可推测焊接过程的热影响区小于1 mm。
图4中的插图给出了焊接态样品的微观硬度变化,焊接态的样品存在很大的硬度梯度,图中显示在离焊缝0和2 mm处的两个峰值之间,在距离焊缝约1 mm处有一个的峰谷。焊区的硬度均高于合金母体的硬度。硬度的提高可以归因于焊区高密度的细小的γ′相和高密度位错的引入以及发生了晶粒细化。因为高驱动力使得合金元素即使在高的冷却速率下依然能形成高体积分数的γ′相。由图4可知,硬度较母合金高的焊区终止于距离焊缝3.5 mm处,这是惯性摩擦焊的显著特征。
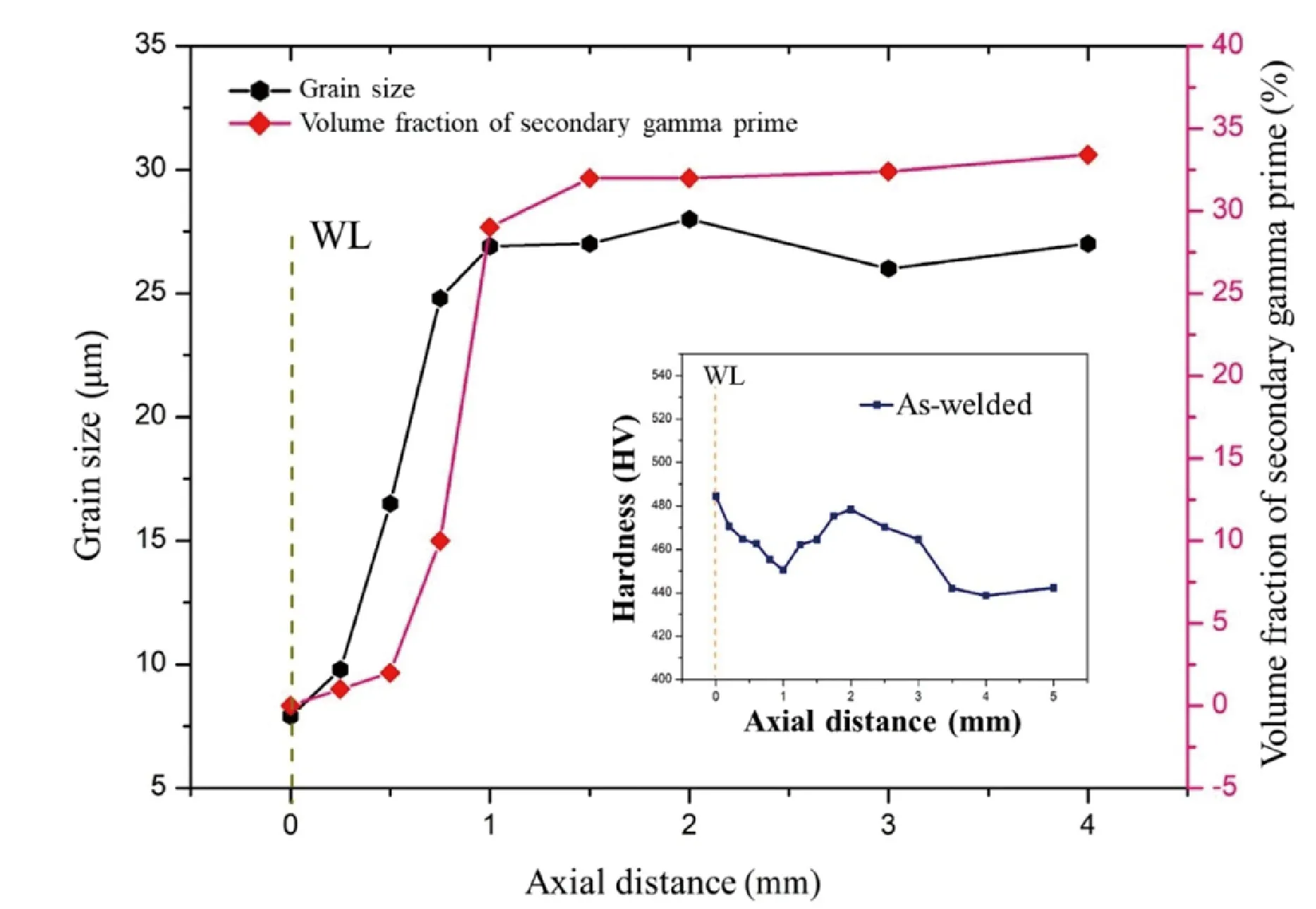
图4 焊接态样品的微观组织统计结果及硬度分布Fig.4 Analysis of microstructure and micro-hardness profiles for as-weld component
3.4 取向分布和微织构
图5给出了焊接态样品的晶粒尺寸和取向分布的EBSD照片。可以看到晶粒尺寸随着远离焊缝区而逐渐增加,这个结果与光镜下观察到的结果一致。焊缝区有很大的变形量,但是未观察到明显变形的晶粒,原因是焊缝区发生了完全动态再结晶。
EBSD结果也显示了微织构的信息。(111)极图和反极图表明择优取向的强度可以忽略不计,如图6所示。图中可以看到焊缝区最大的织构强度不超过完全无织构时强度的2.02倍,表明微织构对织构强度不会有明显影响。
3.5 焊后热处理工艺对合金微观组织的影响
3.5.1 晶粒尺寸
图7显示了光镜观察到的不同焊后热处理工艺对晶粒尺寸的影响,可以看到,标准热处理工艺下(热处理温度为760 ℃),焊缝区的细晶组织区宽度约为1.5 mm,而热处理温度提高50和150 ℃后,细晶组织区的宽度均缩小至1.0~1.2 mm。图8给出了不同区域的晶粒尺寸SEM照片,可以看到焊缝区晶粒细小,远离焊缝区晶粒逐渐增大,但是热处理温度升高对晶粒尺寸的影响并不明显,3种热处理工艺得到的晶粒尺寸相差不大。
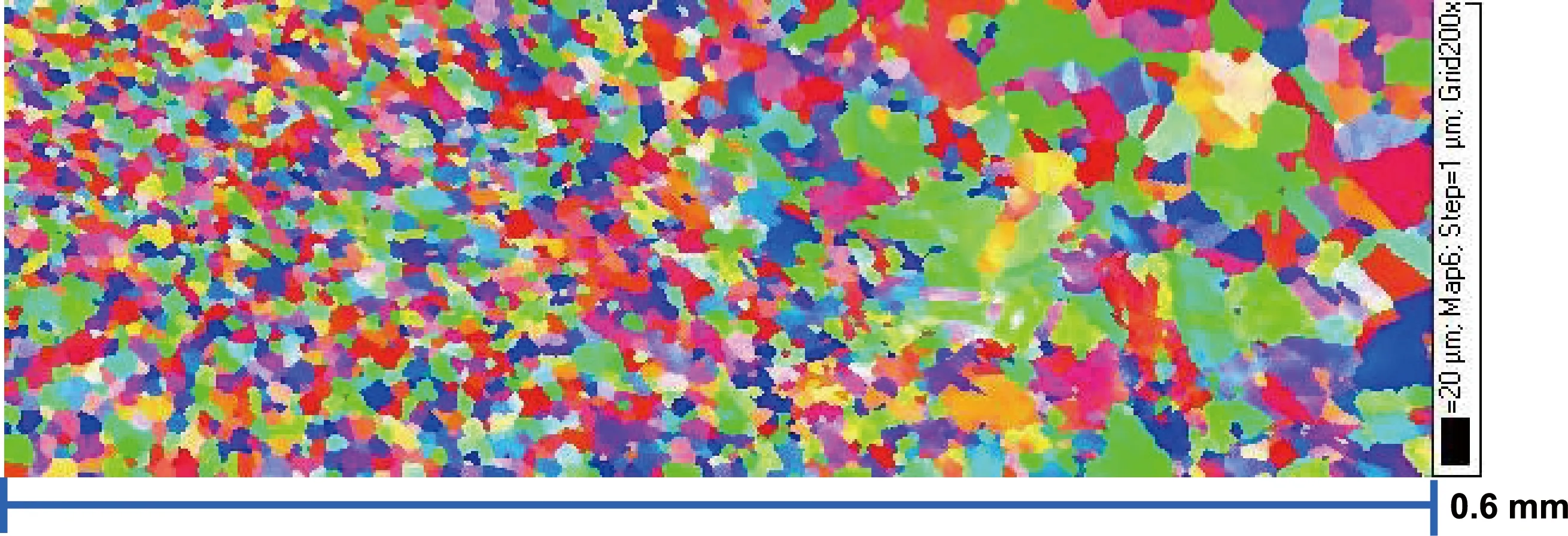
图5 EBSD表征的焊接态样品的晶粒尺寸和晶粒取向分布Fig.5 Grain size and orientation distribution for as-weld component by EBSD

图6 焊接态样品的EBSD极图(a)和反极图(b)Fig.6 Micro-texture for as-weld component by EBSD: (a) pole figures, (b) inverse pole figures
3.5.2γ′相
图9是不同热处理工艺处理之后γ′相的SEM照片。可以看出,随着离焊缝区距离的增加,二次γ′相的尺寸和体积分数均逐渐增加,随着热处理温度升高,γ′相尺寸明显增加。用Image J软件统计γ′相的体积分数,结果如图10所示。可以看出,距离焊缝1 mm之内区域是体积分数增长区,距离大于1 mm之后,体积分数维持在30%~35%之间。标准热处理和热处理温度增加50 ℃的情况下,焊缝处的二次γ′相体积分数几乎均为0,而热处理温度增加150 ℃时,焊缝处的二次γ′相体积分数高于25%,这表明了高温热处理有利于二次γ′相的析出。焊缝是快速加热快速冷却的区域,由于冷速过快,焊接过程没有二次γ′相析出,因此随后的标准热处理和温度升高50 ℃的热处理均无法在焊缝处获得二次γ′相。然而,当热处理温度升高150 ℃时,γ′相的形核驱动力足以克服快速冷却的阻碍作用从而驱动γ′相析出并长大,因此可以看到焊缝处有体积分数25%以上的二次γ′相,最后γ′相体积分数稳定在35%左右,仅略高于其它两种较低温度热处理得到的稳定的γ′相含量(33%),表明高温热处理对基体中的γ′相体积分数影响不大。
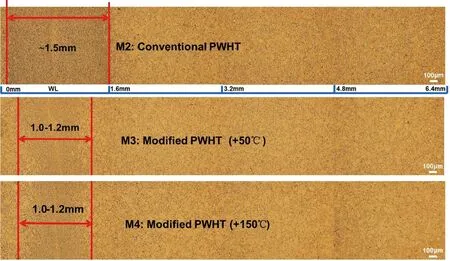
图7 不同热处理条件下焊缝以及焊缝周边区域的微观组织光镜照片Fig.7 Metallographs of the grain size across the WL as different PWHT conditions

图8 不同热处理条件下焊缝以及焊缝周边区域的晶粒组织SEM照片Fig.8 SEM images of grain size across the WL as different PWHT conditions
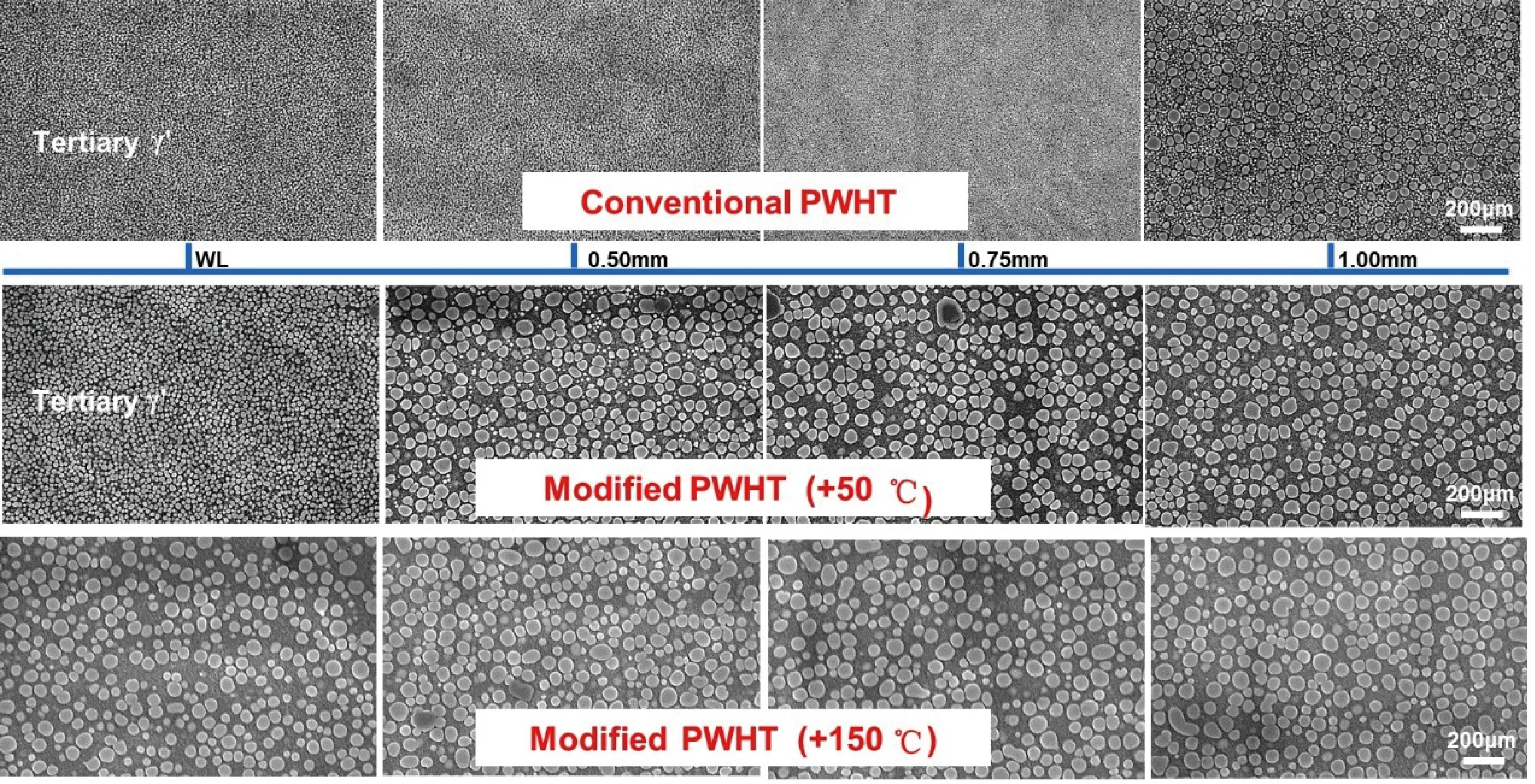
图9 不同热处理条件下焊缝以及焊缝周边区域γ′相的SEM照片Fig.9 Images of γ′ precipitates across the WL as different PWHT conditions by FE-SEM

图10 不同热处理条件下焊缝以及焊缝周边区域二次γ′相的体积分数Fig.10 Analysis of secondary γ′ particles volume fraction across the WL as different PWHT conditions
4 结 论
(1)镍基粉末高温合金FGH96的惯性摩擦焊会在焊区带来巨大的温度梯度,整个焊接过程只需要几秒钟,是快速加热快速冷却过程,并且发生了完全再结晶。
(2)焊缝区的晶粒非常细小,约为7~10 μm,晶粒随着与焊缝区距离增大,其尺寸也增加,在距焊缝1 mm之后保持不变。焊区分布有细小均匀的高密度γ′相,细小的γ′相在焊区呈球形,随着与焊缝距离的增加,γ′相逐渐转变为立方体状。
(3)焊接态样品的硬度在焊区和基体之间有很大差异,焊缝区的硬度明显高于基体材料,距离焊缝约3.5 mm后硬度基本保持不变,与基体材料的硬度一致,原因是焊区处有均匀细小的高密度γ′相析出并引入了高密度的位错。
(4)焊后高温热处理减小了焊缝区细晶组织区域宽度,显著增加了焊区以及基体中二次γ′相的尺寸和体积分数。
