汽车密封条脱胶问题的分析和研究
2019-09-13袁军孙超
袁军 孙超
上汽大众汽车有限公司 上海市 201805
1 引言
橡胶密封条普遍使用于汽车之中起到密封与抗噪的作用,常见的有门头道密封条、天窗密封条、行李箱密封条、引擎舱密封条等。这些密封条与车身连接的方式有胶接、嵌入、卡接等多种方式。但是在密封性要求较高的位置,嵌入以及卡接的方式并不能满足要求,如门头道密封条与天窗密封条。此时只能使用胶接的方式将密封条固定在车门和天窗上。但是,往往会由于受到多种因素的影响,使得胶接的方式不是非常的可靠,进而导致脱胶问题的发生,甚至密封条大面积脱落。
2 研究范围和意义
本文以车门上的头道密封条为例,从密封条安装的工艺过程以及脱胶产生的机理进行分析,找出其中影响密封条脱胶问题的关键因素,并针对每一条因素给出了相应的解决措施与建议。为今后分析密封条脱胶这一问题提供了明确的分析方向与解决办法,从而不断的降低客户对密封条脱胶问题的抱怨。
3 工艺过程和机理分析
门头道密封条即是车门内板上的密封条,与侧框密封条配合使用,共同起到密封作用,进而可以防止水从车辆外部进入车内、降低风噪的进入、使车厢处于正压状态等[1]。图1中,门内板四周的一圈蓝色线条即为门头道密封条,该密封条是通过3M胶带黏贴在带有油漆的钣金上的。

图1 门密封条
脱胶的原因,简单的说就是致使密封条与门钣金间脱开的力大于了3M胶带的粘帖力。在门处于常规的关闭或者开启的状态下,密封条不会受到外力。但是在门关闭的时候,门头道密封条与车身接触的一瞬间,密封条会受到一个从车身内测向外的横向剪切力,如果这个力大于此时3M胶带的粘帖力,则脱胶就会在这个时候发生[2]。从更长的时间轴上看,脱胶问题更多的会出现在车辆刚刚下线的时候,如果车辆刚下线的这段时间内并没有发生脱胶的问题话,则在用户使用的很长一段时间内都不太会发生脱胶的抱怨。而由于长时间使用3M胶带老化而出现的脱胶问题则不在本文的研究范围之内。
3M胶带本身的特性,是分析脱胶问题的关键切入点。下面将从胶带的宽度与厚度、温度、压力、黏贴时间这几个方面对黏贴力的影响进行阐述。
3.1 胶带的宽度与厚度
3M胶带常见的厚度有0.4mm、0.8mm、1.2mm、1.5mm,宽度则是可以根据实际需要进行选择。不难理解所使用的胶带越宽越厚则黏贴的效果越好,但是这也意味着成本的增加。
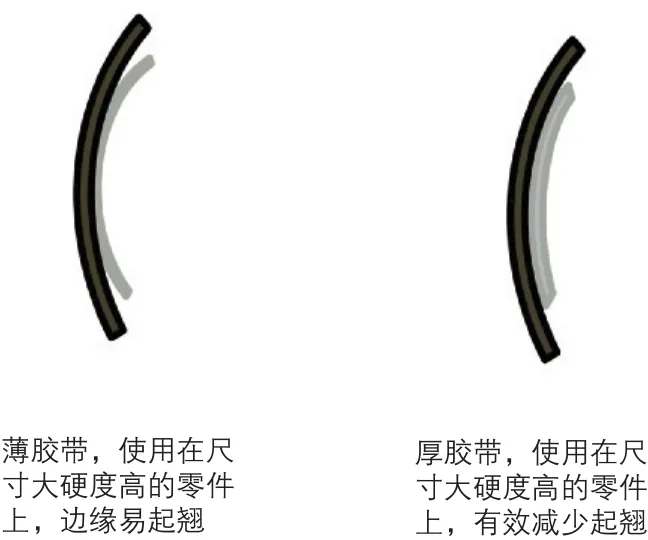
图2 胶带厚度与黏贴效果
3.2 温度与压力对黏贴效果的影响
3M胶带正常工作温度为18℃-40℃(原则上越靠近中位值活性越强),如黏贴时的工作温度偏离较大则会造成黏贴力不够。3M胶带的黏贴效果除了与温度相关,与黏贴时的设备压力以及压紧时间也是相关的,原则上压紧设备的压力越大,压紧的时间越长,则3M胶带与钣金间的黏贴力也会越大。如果压紧力过小压紧时间过短的话,3M胶带与车身钣金是无法有效地粘合的。图3中所示,为浸润率与温度和压力的关系。

图3 3M胶带浸润率与温度及压力的关系
3.3 黏贴时间对黏贴效果的影响
如下图4中所示,随着时间的增长,3M胶带与门钣金之间的黏贴力越大,最后逐渐趋于一个极限值。

图4 3M胶带最终黏贴强度与温度及时间的关系
3M胶带的失效因素分析:(1)胶带的选择不当,应当根据不同的黏贴表面选择合适的胶带类型;(2)工作问题不合适,3M胶带在黏贴时是有一定的温度要求的,多数情况下是由于环境温度过低而导致胶带失效;(3)低压力,胶带在黏贴时所施加的压力不够,致使侵润率过低;(4)黏贴表面污染,黏贴表面被污染导致无法有效地黏合。
总装车间的生产工艺较为复杂,其中很多过程都可能会对3M胶带的黏贴效果产生影响。在总装车间中和门头道密封条直接相关的工艺流程可描述为,密封条零件上料至线边—密封条在烘箱中进行预处理—密封条置于安装设备之上—3M胶带膜去除—安装设备将密封条安装到门上并压紧。此外,和门相关的工艺虽然不是直接和密封条相关,但是也有可能会影响到脱胶问题的发生。而和门生产相关的工艺可描述为,主线上四门从油漆车壳上的拆卸—四门钣金流转至门线—门框表面清洁—头道密封条黏贴至钣金—内饰零件的装配—四门流转回主线—四门重新装回车身并调整匹配。下文中将对这些过程中所涉及到的会影响到3M胶带黏贴效果的因素进行分析。
4 有效控制和关键控制工序建议
4.1 头道密封条直接相关的工艺
4.1.1 密封条上线至线边
头道密封条的尺寸相对较大,在零件运输和上线的过程中,很多条密封条扭曲堆叠在一个包装箱之中。而扭曲较为严重的点可能会会对3M胶带的性能产生影响。因此,密封条的包装和运输过程中因尽量避免3M扭曲的发生。除此之外,在运输和储藏时还应当避免阳光直射或者温湿度过高。
4.1.2 密封条在烘箱中预处理
使用烘箱对3M胶带进行预处理时,烘箱的温度应当根据所使用型号的3M胶带进行最佳设置,且保证3M胶带在烘箱中所处的时间足够长,使密封条上的3M胶的活性达到最佳状态。
4.1.3 密封条置于安装设备之上
将密封条从安装设备上取出安装在安装设备上的时间不宜过早,应尽量缩短3M胶带从烘箱取出至黏贴到钣金的时间。这样才能保证3M胶带黏贴时的温度不会有较大的变化,从而使得黏贴时的效果最佳。
4.1.4 3M 胶带膜去除
3M胶带的膜去除至头道密封条黏贴在钣金上的时间也应当尽量缩短,如过早去除的话空气中的灰粒又或者由于不当操作,导致3M胶带表面被污染,黏贴效果受到影响。
4.1.5 安装设备将密封条安装到门上并压紧
前文中已经介绍过压力越大的话,3M胶带的黏贴效果会越好。但是如果设备的压力过大的话,门可能会产生变形。因此,设备的压力需要控制的一定的范围之内。另外,由于生产线节拍的问题压紧的时间也必须控制在节拍要求之内。在产品设计之初就需要考虑到现场的工艺要求,选择适合型号的3M胶带。
密封条在门上的安装位置也是有压紧设备控制的。密封条安装的位置偏向车内测的话,则密封条在门关闭时受到的力就会变大。安装的位置偏外侧的话则密封条很可能起不到很好的密封效果,致使漏水等问题出现。且密封条安装与钣金的黏合位置的型面也是有一定要求的,如果密封条安装的位置偏离了设计位置的话,偏离位置的型面有可能不符合黏贴要求。

图5 密封条压紧设备
另外,需要特别注意的是,由于一些质量或者其它问题的抱怨,车门钣金的尺寸可能会进行相应的更改。此时,需要根据最新的车门重新测试下相应的设备压力以及密封条安装位置是否合格。除此之外,压力的测试应当直接测量3M胶带与钣金贴合处的压力,这样才更加具有客观性,常用的测试方法有压敏纸测试与Tekscan测试。
4.2 和门相关的工艺
主线上四门从油漆车壳上的拆卸、四门钣金流转至门线、四门流转回主线,这几个步骤看下来和密封条的黏贴力是没有直接相关性的。头道密封条黏贴至钣金,此步骤与前文中密封条相关工艺的“安装设备将密封条安装到门上并压紧”这一步骤是同一步。接下来从门框表面清洁、内饰零件的装配、四门重新装回车身并调整匹配这几步来进行分析。
4.2.1 门框表面清洁
油漆车间最后的一道生产工艺为注蜡,在注蜡的过程中密封条安装位置的表面可能会被蜡所污染,这些蜡可能是细微的并不容易被肉眼所察觉。虽然在密封条安装前会对门表面进行清理,但是常规的擦拭方法并不能有效的擦除这些蜡渍。在密封条装配前,需使用抹布蘸取可溶解蜡的液体进行擦拭,进而清理门框上的灰尘以及残留蜡渍时[3]。
4.2.2 内饰零件的装配
3M胶带的粘贴力会随着粘合时间的增长而变大,如果在3M胶带的粘合力还没有达到足够大之前就出现了一定大小的外力大于此时的粘合力,则有可能会导致脱胶的发生。若在门内饰的装配过程中不小心触碰到了密封条,则有可能会导致密封条的脱胶。因为应当避免此过程中触碰到密封条。
4.2.3 四门重新装回车身并调整匹配
四门在重新装回车身做匹配调整的时候,不可避免的需要将四门关闭,从而查看四门的匹配状态。如若此时3M胶带的黏贴力还没有足够大,则在门关闭时可能会致使脱胶的发生。因此,在安排门第一次关闭的工艺时,因尽可能的靠后,从而加长密封条黏贴点到门第一次关闭点之间的时间。如仍然无法满足的话,则需要考虑加长原有的门的输送线,又或者考虑换用其它型号的3M胶带。
另外,原则上门与侧围之间的缝隙越小,在门关合时密封条所受到的剪切力则越大,脱胶的风险越高。因此,在做四门匹配调整的时候应当避免局部缝隙过小的情况出现。
5 实践验证
在途安项与科迪亚克项目的初期都遇到了密封条脱胶的问题,如图6中所示。通过对前文中提到的工艺进行一步步的优化,最终解决了脱胶的问题。

图6 密封条脱胶实物图
6 结束语
通过前文的叙述可以知道,密封条脱胶问题涉及到诸多的因素。造成密封条脱胶的原因,可能是单个因素,也有可能是诸多因素共同导致的。因此,在分析密封条脱胶的原因时,需要一步步的分析,并逐步进行优化。密封条脱胶问题,在汽车的生产与制造中是一个难点问题,其所需的分析和优化周期都比较长。因此,需要汽车的生产与制造过程中,需要提前关注该问题,一旦发现该问题就应当做出快速的反应。本文以总装车间的安装工艺为主线,将有可能影响到密封条黏贴效果的点进行了逐个的剖析,并给出了优化建议,为后续分析该问题提供了明确的方向和方法。
