五轴加工中心旋转铣头结构分析与调整
2019-09-12卢龙
卢 龙
(中国航发西安动力控制科技有限公司,陕西西安 710077)
0 引言
某型号五轴加工中心是由德国德玛吉公司生产,此种型号的加工中心可以进行自动立卧转换,集立式、卧式加工中心于一身。可以进行多坐标联动,自动化程度高,加工精度高。一次装夹可以完成空间各种复杂形面的加工,提高工件的加工效率并且消除工件多次装夹产生的误差。
由于机床加工零件类型繁多,机床长时间高频率过度使用,且加工工艺流程没有优化,以及操作失误引起的碰撞等原因,造成铣头内部部件磨损、应力疲劳变形,铣头丧失精度,使机床不能满足正常生产要求,给企业造成极大的经济损失。由于进口设备的技术保密性,在技术资料、技术图纸残缺的情况下,对铣头的工作原理进行分析研究,通过对铣头各部件进行分解,精度进行分析,解决加工中遇到的此类问题。
1 旋转铣头结构分析
1.1 旋转铣头工作原理
旋转铣头的主要功能是进行立卧转换,旋转铣头由释放油缸、齿轮齿条机构、传动油缸、端面齿盘啮合装置组成,各部件互相配合共同完成立卧转换功能。铣头立卧转换是在锁紧机构松开时,通过传动油缸推动齿轮齿条机构来实现的,传动油缸推动齿条带动齿轮将直线运动转换为旋转运动,使铣头旋转至立式或者是卧式状态,当铣头旋转至立式或者是卧式状态时,锁紧机构将铣头锁紧,同时端面齿盘啮合装置啮合,用于定位铣头,保证铣头的分度精度。
1.2 旋转铣头结构分析
此类型的五轴加工中心使用的是先进的电主轴,主轴几何精度靠铣头来保证,铣头精度主要由传动元件和定位装置来保证。铣头结构与市场上常见的进口设备的旋转铣头机构一样,具有相同的工作原理。
此类型铣头优点是结构紧凑,效率高,稳定性好,分度定位精度高;缺点是铣头每进行1 次立卧转换,整个铣头机构都要承受很大的形变力,容易发生应力疲劳损坏,因此铣头在使用一定时期后发生故障的概率很高。旋转铣头结构见图1。
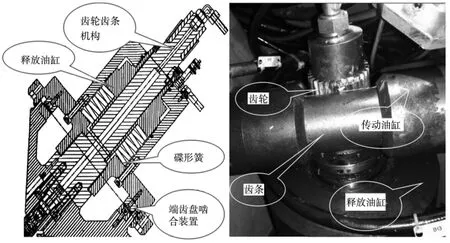
图1 铣头传动结构
2 问题陈述
机床在使用过程中频繁出现E424 报警,报警内容“Lim.Sw.Clamping Clamped Not High(铣头夹紧信号错误)”,报警不能消除,机床不能正常使用。
3 旋转铣头维修与调整
3.1 旋转铣头立卧转换流程
旋转铣头立卧转换流程见图2。
3.2 旋转铣头故障分析
铣头立卧转换动作由机械、电气两部分互相配合来完成。这两方面内容分别如下:
电气方面:包括机床控制单元、伺服驱动、信号采集触点、PLC、I/O 点、各种电磁阀以及控制元件等。
机械方面:铣头油缸、蝶形簧、齿轮齿条机构、传动油缸、端面齿盘啮合装置等。
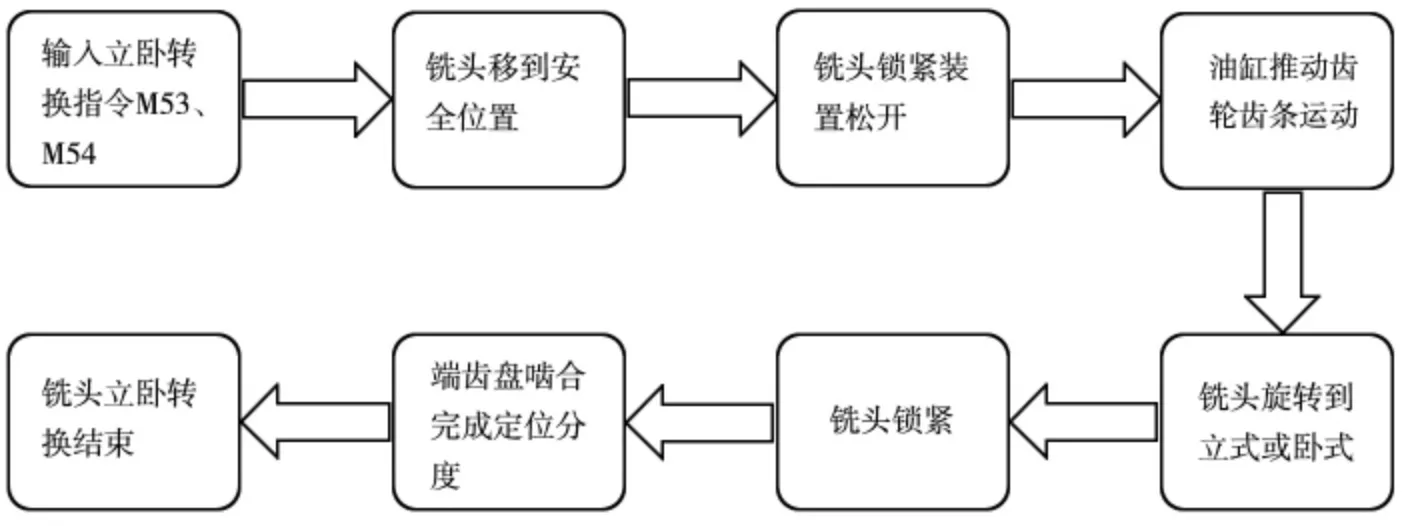
图2 铣头立卧转换流程
首先从电气控制方面入手,机床控制系统使用的是海德汉MILLPLUS 数控系统,进入I/O 界面,观察铣头夹紧、释放所对应I/O 点。铣头锁紧装置上有两个位置检测开关,E0-05B51、E0-05B71,通过感应感应块来检测油缸运动时所处的位置,同时把检测信号放松到NC,两个检测开关依次对应I/O 点中的E88、E89,其具体关系如图3 所示:
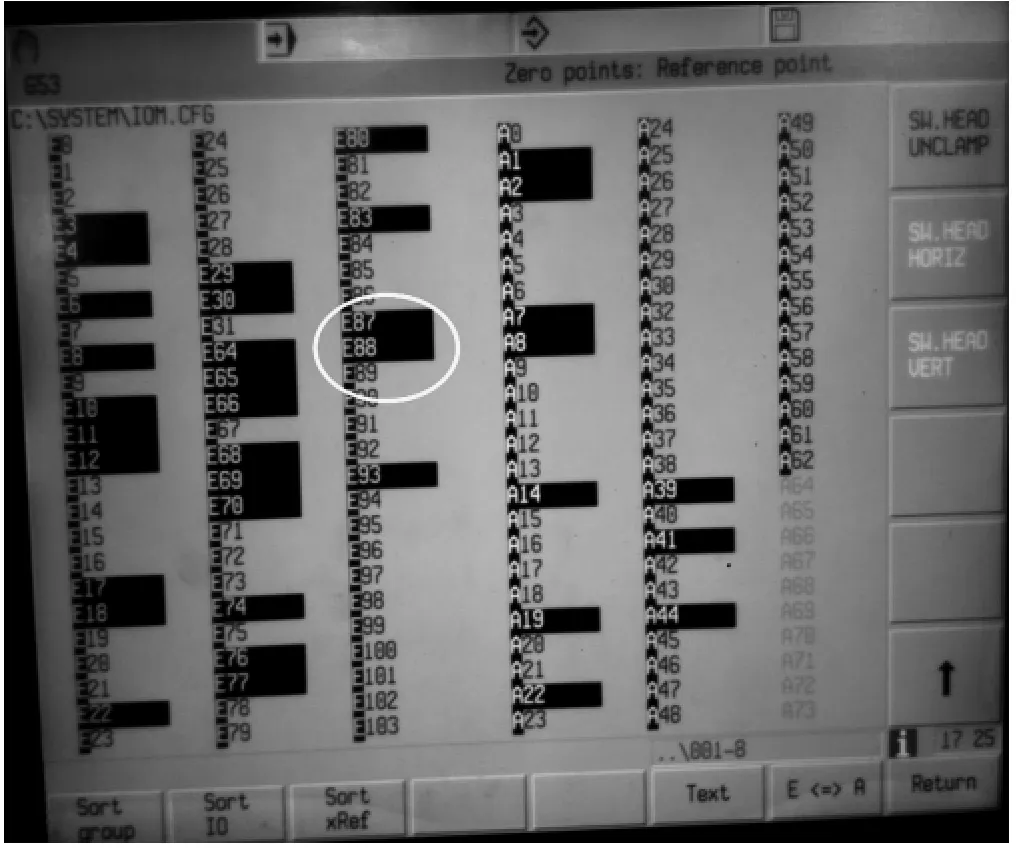
图3 铣头夹紧信号显示
铣头夹紧,信号检测开关E0-05B51 亮,把信号输入NC,I/O 点中E88 亮显示;铣头松开,信号检测开关E0-05B71 亮,把信号输入NC,I/O 点中E89 亮显示;
手动进行铣头松开、夹紧动作试验,发现当NC 发出夹紧指令后,铣头不能正常锁紧,且I/O 点中E88 不亮,检查I/O 点以及上述信号检测开关均显示正常。检查控制松刀油缸的各电磁阀、继电器、PLC、以及线路,一切正常,所以排除电气方面的原因。
机械方面入手,拆卸旋转铣头步骤:首先拔掉定位销,松开四个紧固螺钉,分开上下端齿盘,取出锁紧装置和传动机构(图4)。
由于此类铣头特有的锁紧装置和定位装置,根据其工作原理及结构形式依次检查各部件,发现当铣头处于锁紧状态时实际并没有定位锁紧,用手能推动铣头,这说明蝶形簧出现问题。拆卸分解出蝶形簧,发现部分已碎裂,更换蝶形簧,重新安装锁紧装置以及铣头,然后进行铣头夹紧释放试验,整个动作正常。

图4 铣头分解
3.3 旋转铣头精度分析及调整
旋转铣头立卧转换是由齿轮齿条机构、端齿盘啮合装置精密分度完成,齿轮、齿条及端齿盘上下端齿面位置变化会造成旋转铣头精度误差,所以安装调试后要进行几何精度检测和空间点误差补偿。若精度误差很大,需要重新调整齿轮齿条及端齿盘上下端齿面齿位啮合位置,达到恢复精度要求。
3.3.1 主轴轴线与导轨的平行度
铣头立式状态下主轴轴线与Z 轴的平行度:
修理前正母线:0.24 mm/300 mm,修理后正母线:0.006 mm/300 mm,满足出厂精度允差0.02 mm/300 mm。
修理前侧母线:0.16 mm/300 mm,修理后侧母线:0.016 mm/300 mm,满足出厂精度允差0.02 mm/300 mm。
铣头卧式状态下主轴轴线与Y 轴的平行度:
修理前正母线:0.26 mm/300 mm,修理后正母线:0.018 mm/300 mm,满足出厂精度允差0.02 mm/300 mm。
修理前侧母线:0.42 mm/300 mm,修理后侧母线:0.012 mm/300 mm,满足出厂精度允差0.02 mm/300 mm。
3.3.2 空间点检测与参数补偿
回转中心检测:打表找正标准刀具,记录下找正后的RP Position(参考点位置)X 、Y 值。用标准量块找正Z 值,记录找正后的RP Position Z 值。计算出RP Position X、Y、Z 值,分别补偿进参数N503C、N515C、N527C。
立卧转换检测及参数补偿:检测立式、卧式X 方向的偏差,记录下立式、卧式X 方向的坐标值,将立式、卧式偏差值ΔX、ΔX/2 分别补偿进参数N875C、N567C。检测立式、卧式Y 方向的偏差,记录下立式、卧式Y 方向的RP Position Y 值,将立式、卧式偏差值ΔY 补偿进参数N876C。检测立式、卧式Z 方向的偏差,记录下立式、卧式Z 方向的RP Position Z 值,将立式、卧式偏差值ΔZ 补偿进参数N877C,将ΔY/2-ΔZ/2 偏差值补偿进参数N587C。
4 结束语
旋转铣头的精度修复与调整是一项繁杂而又需要细致精神的工作,需要对机械、电气图纸进行分析研究,找出故障所在,一步步进行拆卸、安装、调试,直到满足使用要求为止。在维修过程中,对维修说明书及参考资料学习,用到实际维修过程中去,对机械修理、精度调整、电气调试进行深度研究,做到备件国产化,打破垄断,起到降本增效的作用。
