八角烟包商标纸预折装置的改进
2019-09-12李志勇
李志勇
(厦门烟草工业有限责任公司)
1 工作原理
商标纸预折装置主要由预折痕辊、钢印组件及其下方的对称辊所组成,当商标纸输送至预折装置时,左右预折痕辊外圆周上分布的三段圆弧工作面对小盒商标纸的两纸边分三段进行预折,预折痕辊中间的橡胶轮圈实现对小盒商标纸的输送。
2 原因分析
2.1 预折方面的问题
分析预折痕辊的结构,左右预折痕辊外圆周上分布的三段圆弧工作面对小盒商标纸的两纸边分三段进行预折。由于商标纸材料折叠效果不一致,预折的角度不能完全还原,B段预折痕对应的折叠边a、b前后小折角处于悬空,由于预折的角度不能完全还原,在商标纸输送过程中折叠边a、b容易碰到商标纸输送轨道,最终引起商标纸输送堵塞。
2.2 橡胶轮圈输送的问题
现模式下使用橡胶轮圈输送的预折痕装置有以下现象:加工方面,要求橡胶轮圈的同轴度要高,轮圈表面要圆整光滑;安装方面,左右两预折痕辊为方便拆装,与中间传动轴采用的是间隙配合的形式,并通过三颗顶丝来进行固定,这在安装时因顶丝受力的不可控制,必然存在的橡胶轮圈与传动轴有一定的同轴度差异,这在影响纸张输送的同时也加剧了橡胶轮圈的磨损。同时,由于预折辊与橡胶轮圈是一体式的设计,当橡胶圈过度磨损或前后橡胶圈不同程度磨损时,就需要同时更换前后两个两个预折痕辊,从备件管理的经济性考虑,其备件更换费用较高,维修成本较高。
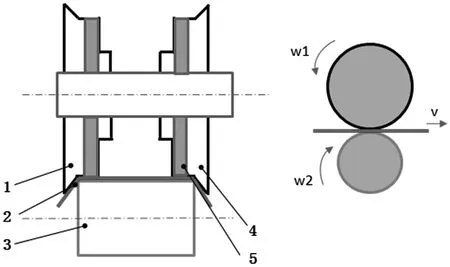
图1 商标纸预折装置工作原理示意图
3 改进方案
3.1 对左右预折痕辊预折曲线的改进
通过对商标纸输送堵塞和烟包八角边折叠不良的原因分析,我们知道烟包背面的八角边成型主要通过五轮爪型接烟板和八角边模盒定型,而烟包正面的八角成型则需要通过预折痕辊进行预折成型,对烟包背面八角边的预折容易引起烟包侧翼折角边弯曲,造成小盒商标纸纵向输送堵塞,以及影响商标纸在五轮正下方定位不准。故预折痕辊圆周上三段弧形工作面可设计成两段,避免小盒商标纸因预折引起过度弯曲的问题,如图2所示。

图2 改进前后预折痕辊结构示意图
3.2 对预折痕辊进行可分离式设计
将预折痕辊设计成主要零件和易损件可分离的组合形式,放弃原有橡胶轮圈的设计,改用O型圈来实现纸张输送。在预折痕辊原橡胶轮圈处开设O型圈槽,其中左、右预折痕辊分别与O型圈组合在一起。实现易损件和主要功能零件的合理结合,设备运行过程中通过定期更换O型圈来满足生产的需求,不会因易损件的过度磨损而更换整套预折痕辊,减少因易损件过度磨损影响设备的运行稳定性,同时也减少了设备维修费用。
4 改进效果
通过对商标纸预折装置的改进,降低了商标纸输送堵塞和折叠不良的次数,减少了该部件的机械维修时间,提高了八角异形包装机对商标纸材料的适应性,在增强设备稳定性、提升设备生产效率的同时,也降低了原辅材料消耗,改进后平均每班次商标纸输送堵塞及该部位所需的处理时间都有了明显的下降,如图9所示。
结束语
通过对八角异形包装机商标纸预折装置的技术改进,有效地解决了原有的装置导致的商标纸输送及折叠故障隐患,节省了维修时间和维修费用。改进投资小,既做到了保障有力,又达到了节约降耗的目的。