转炉炉体三点支撑装置销轴窜动在线处理技术
2019-09-12徐立立
徐立立
(梅山钢铁公司炼钢厂,江苏 南京 210039)
转炉炉壳与托圈之间的连接部分称为转炉炉体支撑装置,目前国内外应用比较广泛的是三点球面支撑方式。梅钢炼钢厂3#转炉炉体整套支撑装置由两部分组成:一部分是拖圈上方连接炉壳的3组倒T形支撑螺栓球面支撑装置,三组之间彼此相隔120°,球面支撑装置的主要功能是将炉壳悬挂支撑在拖圈上,球面结构可以适应炉壳的热变形导致与拖圈相对位置的微量变化。另一部分是位于托圈上下定位炉壳的6组辅助防倾挡座组,挡座可以对炉壳与拖圈定位进行限制定位,挡座定位通过控制导向间隙适应炉壳径向和轴向热胀冷缩的变化,同时防止摇炉过程中出现冲击。
此种结构既能有效地在360°范围内支撑炉壳,又可适应炉壳的热膨胀,形成完整的炉体支撑连接系统。炉体支撑装置工作在高温、重载和频繁冲击的工况下,因此支撑装置是转炉设备的关键,也是易于发生失效故障的节点。
整套倒T形支撑螺栓球面支撑装置由三部分组成,第一部分是倒T形支撑螺栓、螺母,第二部分是夹着炉壳法兰两组球面垫,第三部分是位于托圈上的一对耳座和销轴。2015年6月点检检查发现3#转炉东南角三点球面装置销轴向外窜动85mm,销轴与拖圈耳座孔之间的间隙大大8mm。三点球面装置的原理和窜出示意如下图1所示:
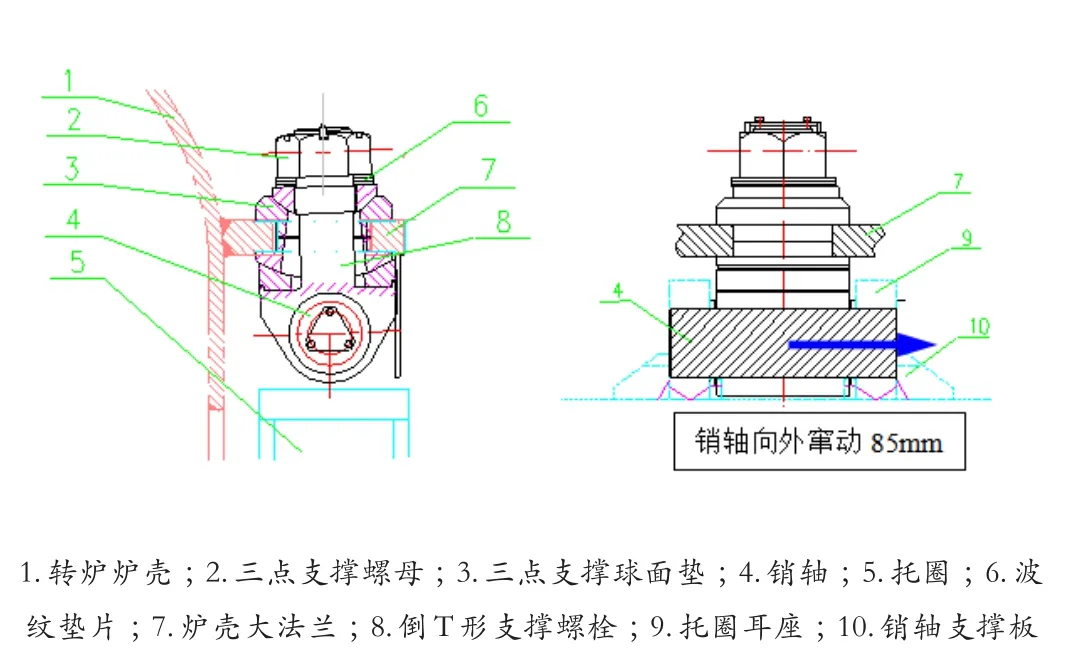
图1 三点球面装置的原理和窜出示意图
三点球面装置销轴窜动会导致,完全窜出导致悬挂装置失效,点检现场发现后及时设置了定位挡板防止进一步窜出。销轴与耳板的间隙导致摇炉过程中冲击、声响大,导致防倾挡座组在拖圈上焊接挡座经常性脱焊,脱焊挡座会减少摇炉过程中的炉壳在拖圈上的定位更进一步导致的摇炉冲击。以上问题,使得转炉本体设备的存在隐患、设备进一步失效则导致整个炉壳固定失效导致重大设备事故,甚至安全施工,事故处理周期长。需要尽快制定方案进行在线修复。
1 受力计算
由于炉壳重142t,炉口水箱约11.6t,炉体挡渣裙板19.4t,下部托座6.2t,螺栓、销钉斜切等零部件约重为10.5t,整个炉体部分的重量为189.7t,每个三点球面支撑承受189.7/3=63.2t,由于顶升炉口法兰时存在受力不均匀情况,所以顶升炉体重量按照炉体总重量的1/2计算189.7/2=94.85t而我们选择的是200t液压顶,可以轻松把炉壳顶起,符合要求。
如图1所示,三点球面支撑最大摆动角度为4°,假设炉壳大法兰最大顶升高度h=20mm(实际现场检修只要10mm)
通过计算:
三点球面支撑旋转角度为:Sinθ=h/d=20/8160=0.00245
θ=0.14°
θ——法兰抬起的角度
h——法兰抬起的高度
d——法兰直径
相对于4°的最大摆动角度可以忽略不计,所以立式液压顶可以把炉壳法兰顶起20mm。
2 方案的确定
2.1 方案一直接顶升炉壳带动销轴方案
在窜出销轴的球面拉杆支撑北侧炉壳法兰下方立式放置1个200t液压顶,销轴窜出侧横式放置一个200t液压顶,立式液压顶将炉壳1点顶起消除销轴垂直方向的载荷,调整销轴上下位置,测量销轴与拖圈耳座轴孔上下间隙,确保调整间隙至均匀,支撑螺杆与托圈之间打入20mm垫板并调整垫片、支撑螺杆与北耳座轴向间隙垫入25mm垫板,上部1块,水平两侧各1块,保证三孔(托圈两耳座孔、支撑螺栓孔)同心,再用横式液压顶顶入。
2.2 方案二拆除三点支撑大螺母再顶销轴方案
然后在三点支撑北侧立式放置1个200t立式液压顶将炉壳顶起消除销轴垂直方向的载荷,用液压扳手拆除窜出销轴的球面拉杆支撑支撑大螺母,用手拉葫芦轻微受力拉起支撑螺杆并可以微微晃动,使倒T形支撑螺杆处于不受力的自由状态。销轴窜出侧横式放置一个200t液压顶,使销轴与拖圈耳座轴孔上下左右间隙均匀,用横式液压顶把销轴顶入。
2.3 方案比较
2.3.1 方案一优缺点
优点:①工序简单,无需拆除三点球面大螺母。②通过支撑螺杆与托圈之间打入20mm垫板、支撑螺杆与耳座间隙垫入25mm垫板使支撑螺杆固定,保证三孔(托圈两耳座孔、支撑螺栓孔)同心,再用横式液压顶顶入。
缺点:由于螺栓和炉壳的拉杆螺栓无法拆除,拉杆无法在炉壳径向调整,存在拉杆螺栓销轴孔与拖圈耳板销孔不同心无法调整问题。导致销轴复位困难。
2.3.2 方案二优缺点
优点:支撑球面拉杆螺母拆除后、螺栓与炉壳连接关系取消预紧后可以在炉壳在该点顶起来后,轻松调节销子配合轴孔的同心度。
缺点:①拆除三点球面大螺母,需要吊机配合吊装液压扳手及套筒,空间狭小,歪拉斜吊,安全不好把控;②如果液压扳手无法拆除大螺母则需要割除大螺母,工作量很大,割除大螺母时存在损坏支撑螺杆的危险,导致检修质量、进度不可控,如果真损坏了支撑螺杆螺纹,则可能导致故障扩大。
综合比较分析,基于安全和可控原则,我们采取方案一在炉修期间进行检修施工。方案图见图2,图3。
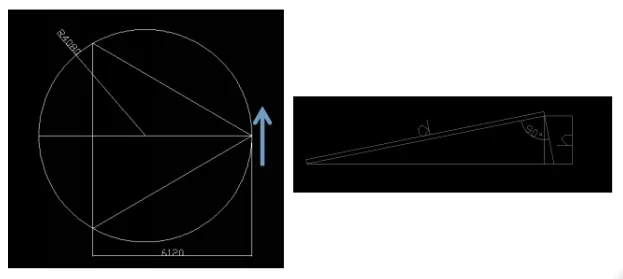
图2 三点球面抬升计算示意图
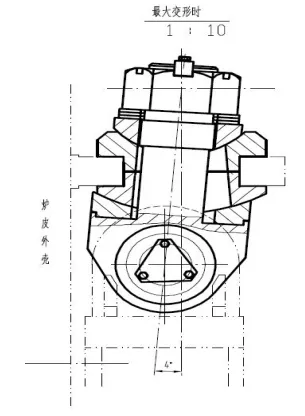
图3 三点球面支撑最大变形
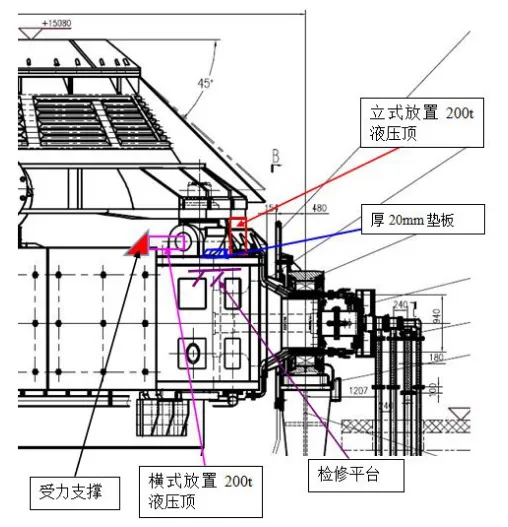
图4 现场施工方案图
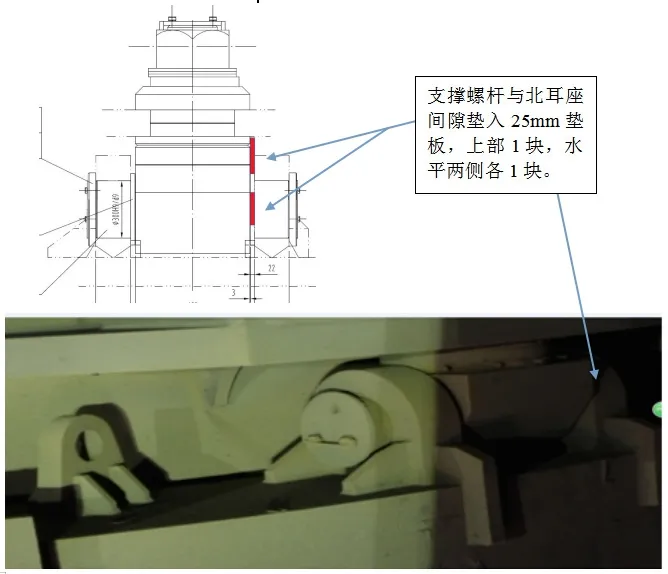
图5 现场施工方案图
3 方案实施
3.1 施工流程图
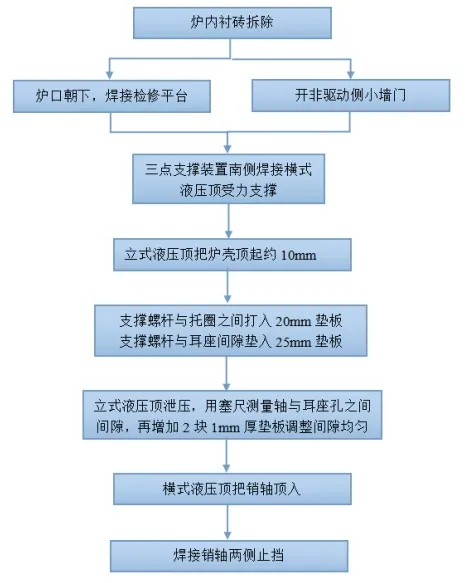
图6 现场施工流程图
3.2 施工过程中的关键点
(1)由于施工环境比较恶劣,高空临边作业、施工空间狭小、照明不良等,需要在托圈上焊接检修平台,增加照明,增加检修安全防护措施,保障检修安全,为检修施工提供便利。
(2)三点支撑装置南侧焊接的横式液压顶受力挡座必须牢固可靠,防止焊缝受力崩裂,影响施工进程,现场液压顶受力挡座是厚度20mm三角筋、30mm挡板焊接。
(3)立式液压顶把炉壳法兰顶起10mm,支撑螺栓与托圈之间需要清理干净、表面平整,根据图纸尺寸要求支撑螺杆与托圈间隙打入20mm垫板,液压顶泄压,支撑螺栓落在20垫板上,用塞尺测量销轴与两侧耳座孔之间间隙,用1mm厚薄垫板调整,使销轴与两侧耳座之间间隙上下均匀。
(4)支撑螺杆与北耳座之间垫入25mm的三块垫板,上部1块,水平两侧各1块。三点球面支撑装置是上、下两对球面副夹紧法兰,支撑螺栓可以摆动,最大角度为4°,为了防止横式液压顶销轴时支撑螺栓跟着一起摆动导致销轴咬死。
(5)针对销轴窜动这个现象,我们对现场三点球面销轴防窜动措施进行优化改进,在销轴两端增加挡座,焊接在托圈上,防止销轴窜动。
(5)打开其他两个三点球面支撑盖板、销轴两端防窜动端盖,检查三点球面支撑波纹垫片、球面垫以及销轴与耳板配合间隙情况,掌握3#转炉炉炉体整体概况,为后续检修或技改留下宝贵数据和资料。
4 结束语
梅钢炼钢厂3#转炉炉体三点支撑装置销轴复位过程整体比较顺利。通过现场实践证明,炉体三点支撑装置销轴复位通过直接顶销轴的方案是切实可行的,此方法安全可靠、施工质量及进度可控,可显著降低劳动强度,提高检修效率。
由于此次在线处理技术仅仅把窜出的销子复位,销子和耳板的间隙导致的冲击还未彻底解决。因此,设备技术人员需继续准备备件,尽快确定3套三点球面装置更换的方案。本次炉体支撑装置销轴在线成功复位,给其他转炉炉体支撑装置检修提供了一些可以借鉴的经验。
