压入法表征涂层结合强度的声发射信号分析
2019-09-10满孝峰
满孝峰





摘 要:采用超音速等离子喷涂技术制备以AlSi为底层,AT13为面层的涂层,对涂层组织和基本性能进行表征和测试;采用表面压入法诱导涂层损伤失效,声发射技术实时在线监测压入过程;采用SEM对涂层压痕形貌进行分析;运用小波分解法,对所得的声发射信号进行噪声分析。结果表明,表面压入法在有效诱导涂层体系损伤失效的同时,声发射信号可给出明显突变提示,声发射信号主要由涂层体系声发射源产生,夹杂非常微弱的噪声信号。与原始信号相比,噪声信号很小,分析试验结果时可以忽略不计。
关键词:涂层;结合强度;压入法;声发射技术;小波分析
中图分类号:TG174.442 文献标识码:A 文章编号:1003-5168(2019)25-0055-05
Acoustic Emission Signal Analysis of Coating Bonding
Strength by Pressing Method
MAN Xiaofeng
(91951 Troops People's Liberation Army,Yantai Shandong 265100)
Abstract: The coating of Al-Si as the bottom layer and AT13 as the surface layer was prepared by supersonic plasma spraying technology. The microstructure and basic properties of the coating were characterized and tested. The coating failure were induced by surface compaction, and the pressing process was monitored online in real time by acoustic emission technology. SEM was used to analyze the indentation morphology of the coating. Using the wavelet method, the noise analysis of acoustic emission signal. The results show that surface pressure induced damage failure of the coating, and the acoustic emission signal could yield significant mutations. Acoustic emission signals are mainly generated by acoustic emission sources of coating system, with very weak noise signals. Compared with the original signal, the noise signal is very small and can be ignored.
Keywords: coating;bonding strength;pressure into laws;acoustic emission technology;the wavelet analysis
热喷涂是将熔融状态的喷涂材料通过高速气流使其雾化喷射在零件表面,形成喷涂层的一种金属表面加工方法[1]。喷涂层与基体的结合强度是指涂层与基体之间单位面积涂层从基体材料结合面上剥落下来所需要的力[2],其是检测涂层性能非常重要一个的指标。若结合力过小,轻则会使涂层寿命下降,产生早期失效;重则会引起涂层局部起皮、剥落以致无法使用。所以,如何更好地测量涂层与基体之间结合强度,是评价涂层的关键。
评价涂层结合强度的方法较多,有定性法和定量法,也有靜态法和动态法。根据涂层的种类和工作环境,涂层的定性检验可选择弯曲试验法、锉磨试验法和冲击试验法等多种方法。其中,涂层结合强度的定量测试方法较为复杂、烦琐,一般不能直接在工件上喷涂,但定量测试可以提供一定的测量数据,对于检验和比较各种涂层的结合强度,比定性检验更准确。而定量检测方法主要有拉伸强度试验法和剪切强度试验法等破坏性检测方法[3]。
王海军等[4]提出对热喷涂涂层采用“尖端压入+声发射”测量喷涂层/基体界面结合强度。尖端压入法通常采用布氏、维氏或洛氏硬度计的圆锥或球形压头,在涂层零件表面直接正面压入,对基体的形状和尺寸无严格要求,操作方便。表面压入时,适合的压入载荷将使涂层在压痕的周边发生界面翘曲、开裂或局部剥离,此时声发射装置可捕捉到相应的信号作为特征参量,通过分析处理可表征出涂层的结合强度[5,6]。
热喷涂涂层中不可避免地存在孔隙、微裂纹、未熔颗粒和层状结构等缺陷。在压入过程中,压头撞击涂层,加上涂层中各种缺陷的影响,以及压入时的人为因素,都有可能成为声发射信号的噪声。本文采用超音速等离子喷涂系统制备Al-Si底层的AT13陶瓷涂层,研究尖端压入下涂层失效时的声发射信号特征,并运用小波分析,对涂层声发射信号进行噪声分析。
1 试验材料与方法
1.1 涂层制备
采用装备再制造技术国防科技重点实验室研发的高效能超音速等离子喷涂系统。基体材料为45钢,尺寸为80mm×50mm×6mm长方体试样,喷涂前用工业酒精进行超声波除油清洗。对清洗后的基体进行喷砂粗化,磨料选用1级白刚玉,粒度16目,气压0.7MPa,喷砂角度45°,喷砂距离150mm。涂层材料为AT13粉末。其中,氧化钛的含量为13%,其余为氧化铝和添加剂。底层材料为AlSi。
喷涂参数见表1,喷涂后对涂层进行磨削加工,涂层表面粗糙度[Ra]为1.6,涂层厚度为0.3mm,其中底层厚度为0.05mm。
1.2 涂层压入方法
采用图1所示的压入设备进行涂层压入试验。压头为120°圆锥形金刚石,压入速率为2.5μm/s,加载时间为240s,压入的同时采用PCI-2型声发射监测仪采集声信号,门槛值设置为45dB,运用小波分解法进行噪声分析,并基于大样本数据,对声发射信号分布特性进行分析。
1.3 声发射信号的小波分析
运用小波分解法进行噪声分析。小波分解有滤波功能,通过小波分解,可以将信号分为低频近似信号和高频细节信号,具有的关系为:
[S=Ai0,f2i+D3f2i,f2i-1+D2f2i-1,f2i-2...D1f2,f](1)
其中,[i]为分解的尺度。
此外,要选取合适的小波分解尺度,过大,会增大计算量,也不利于噪声去除;过小,则不能有效地消除噪声。因此,利用小波对AE信号进行分解要选择合适的分解尺度和小波基函数[7],分解尺度则由分析信号频率段和采样频率确定。小波分解尺度[J]可以是[[1,log2N]]范围内的任一整数。根据100~500kHz的声发射信号频谱,其细节信号频率在100kHz以内,根据相关文献[8]可知:
[J≤log2N] (2)
本文的试验中,采样频率为2MHz,采样点数[N=]15 360,因此,其分解尺度为[J∈[3,10]],本文选取[J=4]。
满足离散小波变换与时域具有紧支性要求的常用小波有四种:Haar小波、Daubechies小波、Symlets小波和Coiflets小波。AE信号的实际处理中一般选取Symlets8或者db6[9]。本文采用db6的小波基来分解重构信号。
2 结果与讨论
2.1 涂层压痕截面形貌
图2为涂层的压痕截面形貌。从图2可以看出,在尖端压入的作用下,涂层出现了界面开裂和在压入处涂层的贯穿性裂纹。这是涂层在尖端压入时的典型损伤形式。一般认为这是涂层受载后先出现弹塑性组织损伤,随着加载的继续,涂层内部开始出现裂纹,并不断向纵深扩展,直至到达结合比较薄弱的涂层/基体界面处,进而导致界面处出现明显开裂。
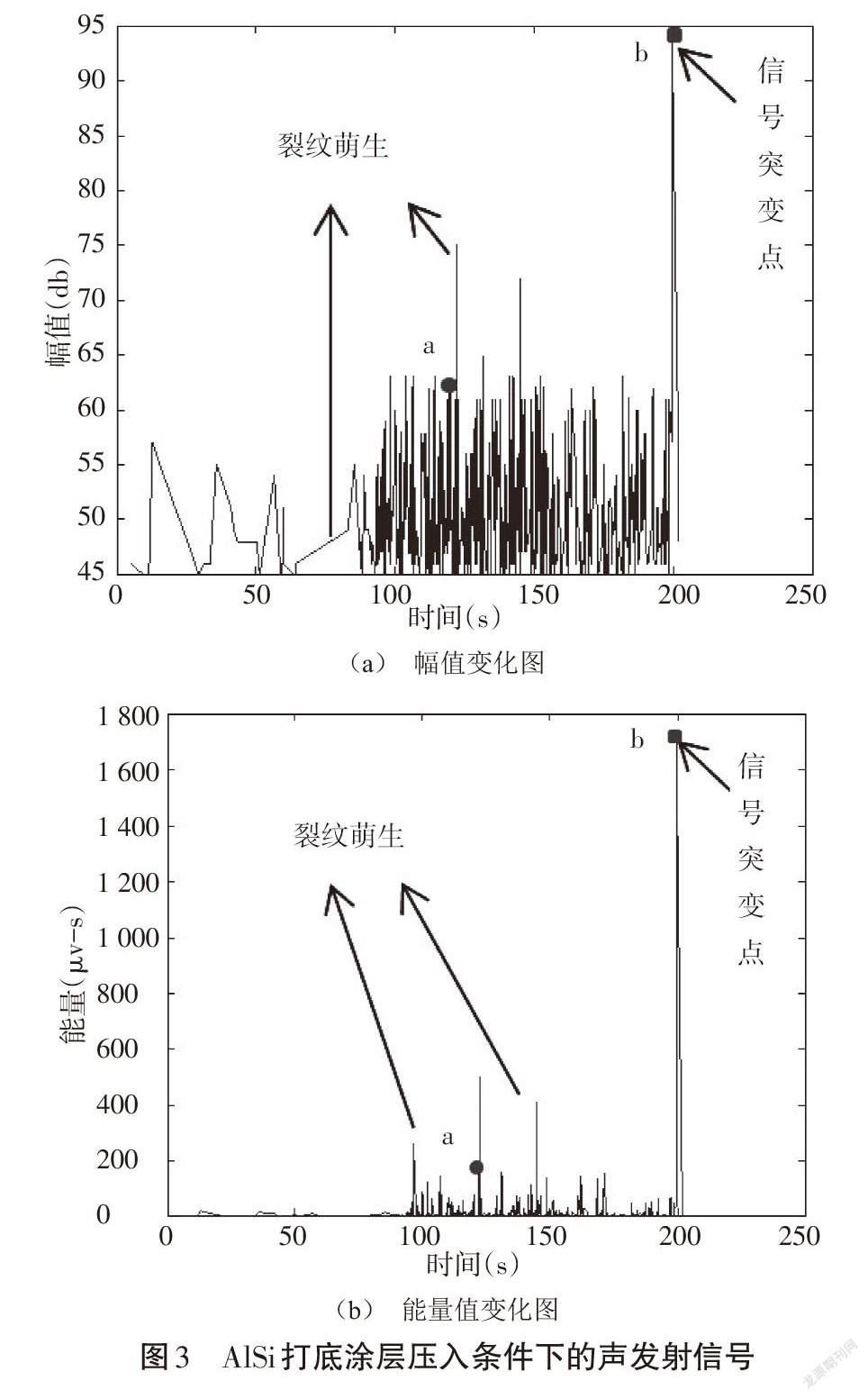
2.2 声发射反馈信号
图3为涂层在表面压入过程中的声发射反馈信号。从图3可以看出,AE能量值和幅度值出现了明显的数值突变,说明此时涂层发生了断裂失效,与压痕截面损伤形貌结果吻合,涂层的结合强度值就在此阈值附近。因此,声发射技术可以准确地捕捉到涂层体系的组织损伤和失效,并能给出明确的突变提示,有效界定涂层体系的开裂失效。其中,声发射幅度值因其对涂层组织微损伤的高度敏感性,可以准确地表征涂层体系损伤行为过程;而能量值对涂层的损伤与碎裂较为敏感,可以更为准确、更为明显地界面涂层损伤失效。
2.3 声发射信号的小波分析
压入过程中,声发射探头实时监测涂层变化的各个信号。为了确保所得声发射信号的纯洁性,对所得到的声发射信号进行除噪处理,如图3中a点为涂层未发生开裂的信号,b点为声发射突变信号。对b点进行进一步分析。
图4为涂层发生开裂声发射信号(图3中b点)的原始波形,为明显的突发性声发射信号,电压变化范围为-5.5~4.5mV,呈现明显的快速上升指数下降的断裂波特性,可以判断为涂层开裂产生的弹性应力波。按照上述方法对此声发射信号进行小波分析,分析结果如图5所示。从图5可以发现看出,经过信号重构之后,除噪后的信号和原始信号之间差别不是很大,这说明我们所得到的声发射信号基本上能反映涂层开裂的基本信息,与原始信号相比,噪声的影响相对比较小,后期可忽略不计。
3 结论
①表面压入法有效诱导涂层体系损伤失效,同时,声发射信号给出明显突变提示,有效界定涂层损伤失效行为;声发射幅度可以准确地表征涂层体系损伤行为过程;能量可以更為准确、更为明显地界定涂层损伤失效。
②在压入过程中,声发射信号基本上由涂层体系声发射源产生,夹杂非常微弱的噪声信号,此信号可能由压头与涂层之间的摩擦和涂层内部微小裂纹产生;与原始信号相比,噪声信号很小,分析试验结果时可以忽略不计。
参考文献:
[1]王海军.热喷涂工程师指南[M].北京:国防工业出版社,2010.
[2]王海军.热喷涂实用技术[M].北京:国防工业出本社,2006.
[3]宋亚南,徐滨士,王海斗,等.喷涂层结合强度测量方法的研究现状[J].工程与试验,2011(4):1-8.
[4]王海军,刘明,宋亚南,等.声发射检测压入法评价涂层的结合强度[J].材料热处理学报,2014(S1):190-194.
[5]刘明,张伟,王海斗,等.冲击式压入法的声发射信号表征涂层结合强度可行性研究[J].热喷涂技术,2018(2):53-66.
[6]姜祎,刘明,杜令忠,等.热喷涂涂层结合强度的冲击测量法[J].中国表面工程,2017(3):131-138.
[7] Tokunaga T, Nishio K, Hasebe M. Thermodynamic study of phase equilibria in the Ni-Si-B system.basic and Applied research: section I [J]. Journal of Phase Equilibria,2001(3):295-298.
[8]吴占德.起重机的声发射源特性及识别方法研究[D].武汉:武汉理工大学,2008.
[9]吴小俊,王怀建.小波去噪在焊接裂纹声发射信号处理中的应用[J].热加工工艺,2011(11):176-178.
