基于ZigBee无线传感网络的数据采集系统设计与实现
2019-09-10魏志强
魏志强



摘要:手持铆枪在装配领域仍然被广泛应用。在不改变其结构的基础上,将具有应变、位移检测功能的无线传感网络引入手持铆枪,实现基于ZigBee的无线数据采集系统。在对铆枪总体进行介绍的基础上,分析了数据采集系统原理及其实现方法;最后,通过试验验证系统的稳定性。采集的铆接过程应变、位移等信息能为铆枪系统优化设计、在线质量检测等提供可靠的数据依据。
关键词:手持铆枪;ZigBee;无线传感网络;数据采集
中图分类号:TP273 文献标识码:A DOI:10.19452/j.issn1007-5453.2019.03.012
随着信息、云计算、大数据时代的到来,网络化制造已成为企业的发展趋势,它代表着先进的制造模式,也是网络时代企业创新驱动发展平台的重要体现。
目前,手持铆钉连接工具仍被广泛应用,如环槽铆钉枪(拉枪)是一种提高连接寿命的重要工具。国外已对铆接工具进行智能化改造,实现铆接质量的网络化、数字化检测,国内还未有相关报道。本项目借鉴国外经验,给出一种基于无线传感网络的铆枪铆接工艺数据采集系统,借助无线传感网络、数据采集与处理技術,在工具上嵌入基于ZigBee的无线传感器网络,实现铆接过程工具关键部位的应变、位移等参数的感知,并由远程计算机对数据进行实时采集、处理与分析,为建立制造及工艺参数数据库、分析工具运行状态及建立数据增值新模型(如在线判断铆接质量)提供原始数据。
1基于无线传感网络的铆枪总体系统
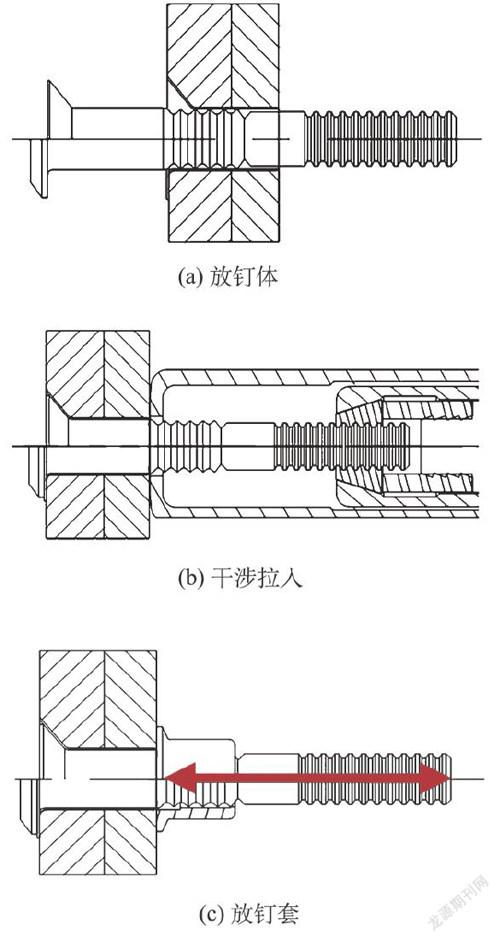
环槽铆钉利用钉套的变形锁紧环槽以实现长寿命的连接,被各大主机厂广泛使用。图1给出了基于Huck245铆枪将铆钉在短颈槽处拉断的铆接工作过程及可检测的工艺参数。
图1(b)干涉拉入时,拉力需符合连接工艺要求,图1(c)放钉套时,箭头指示长度用于判断放入的铆钉长度是否符合要求;图1(e)拉断时,可检测位移和工具表面的应力变化。
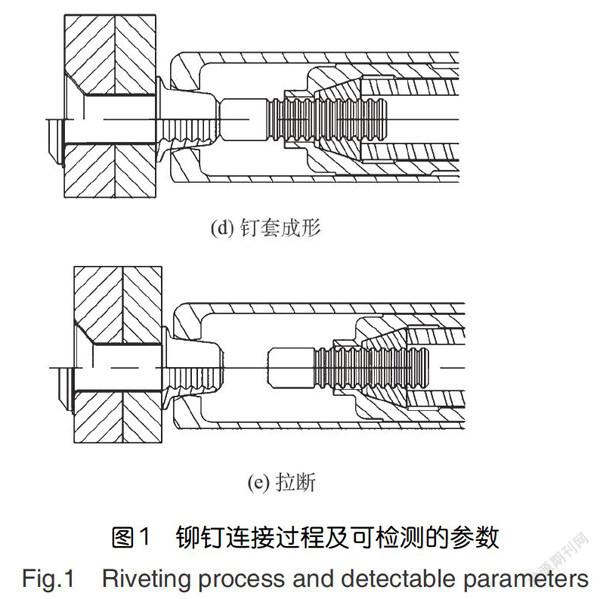
图2为铆枪总体系统组成示意图。它集成有无线数据采集模块、电池组、测量枪杆表面应力变化的应变片、测量铆枪内卡爪组件位移的位移传感器等。引入无线传感网络,减少了繁琐的布线工作,结构灵活,能实现快速部署和易于安装,保证了铆枪的可移动性。
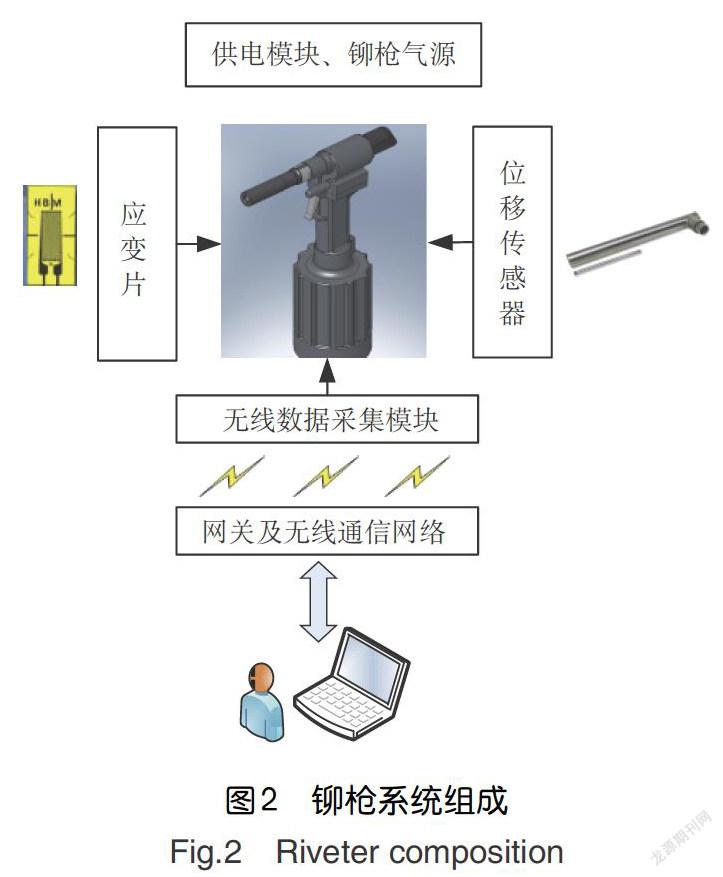
对一定直径铆钉进行铆接试验表明:拉断铆钉瞬间铆枪能达到的拉力在25〜35kN之间。铆枪基于气液增压原理进行工作,经有限元分析可知,拉断铆钉瞬间应力主要集中在枪杆前端(图3所示集中应变区),铆枪杆内卡爪组件产生的位移为15mm左右。为测量铆接过程工艺参数,在不改变铆枪基本结构、不影响其使用性能的前提下实现应变、位移传感器以及无线数据采集模块的安装。
2传感器网络及其工作原理
2.1 LVDT位移传感器
选用结构简单、灵敏度高、重复性好、滞后低、零位可恢复及低温漂的密封直流线性可变差动变压器传感器(LVDT),如图2所示,型号为HSER750。它具有运行无摩擦、分辨率高、单轴向感应、抗干扰能力强等优点。
将铆枪内部卡爪组件与LVDT的磁芯相连接,LVDT通过结构件固定于枪体上,可容易测出连接在磁芯上卡爪组件的位移,并以电压信号形式输出,电压值大小与LVDT磁芯及线圈的位移成正比,如式⑴所示,最大为10V;同时,对零点位置进行标定与校准,确保测量的准确性。
式中:U为LVDT输出电压,x为磁芯位移,H为LVDT满量程,这里为25.4mm。
2.2应变片
本文采用只有一个测量栅丝的HBM Strain Gauge(SG)线性应变片,型号为1-LY41,其名义电阻为120Ω,测量栅丝长度为6mm、宽度2.7mm,载体长度为13.9mm、宽度为5.9mm。基于应变效应感知环槽铆钉被拉断过程由于压力枪杆表面所受轴向应变情况。应变片按照使用要求贴于图3集中应变区附近,便于信号采集。
2.3基于ZigBee的无线数据采集模块
ZigBee技术是一组基于IEEE.802.15.4无线标准研制开发的有关组网、安全和应用软件方面的通信技术,它是一种短距离、低复杂度、低功耗、低数据速率、低成本的双向无线网络技术,使用的频段是全球通用的2.4GHz。
本文选用V102无线电压传感器节点采集位移信号,它结构紧凑,体积小巧,由电源模块、采集处理模块、无线收发模块组成,可以接收±10V电压信号;选用SG404无线应变传感器节点采集应变信号,使用简单方便,该无线节点具有很高的测量精度和抗干扰能力。采用电流激励,测量量程为100000με。采用1/4桥测量方式与应变片连接,节点的空中传输速率可达250KBPS,有效室外通信距离可达100m。两个无线节点组成星型网络拓扑结构进行数据采集。采集的数据既可以实时传输至远程计算机,也可以存储在节点各自内置的1GB数据存储器中,便于对数据进行处理。
3系统试验
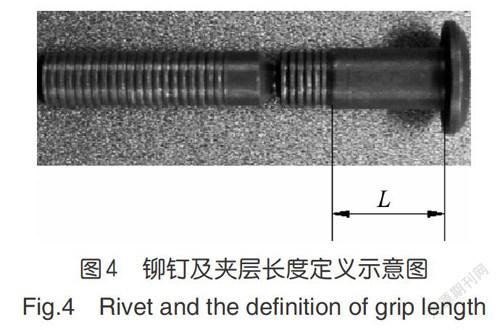
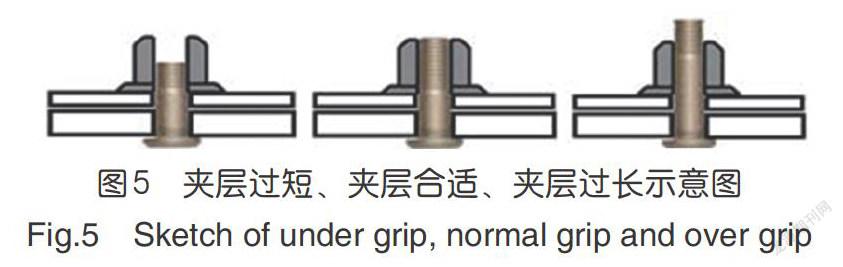
通过无线节点配置的BeeData软件进行数据采集,传感器数据经过无线电压及应变节点处理后再通过节点与中心网关组成的网络将数据传送给远程计算机。采用MLGP-8-14轻型钛合金环槽铆钉(一种6齿比例锁紧环槽钛合金铆钉),材料为Ti-6A1-4V。试验连接件夹层长度(即铆钉无螺纹部分长度)L=14mm。铆钉实物及夹层长度定义如图4所示。试验板厚分别为12.0mm、14.0mm和15.5mm,使用带法兰纯钛钉套,研究铆接夹层过短、夹层合适、夹层过长(如图5所示)时参数的变化情况。多次铆接试验表明,相同条件下,每种情况试验数据的稳定性较好。
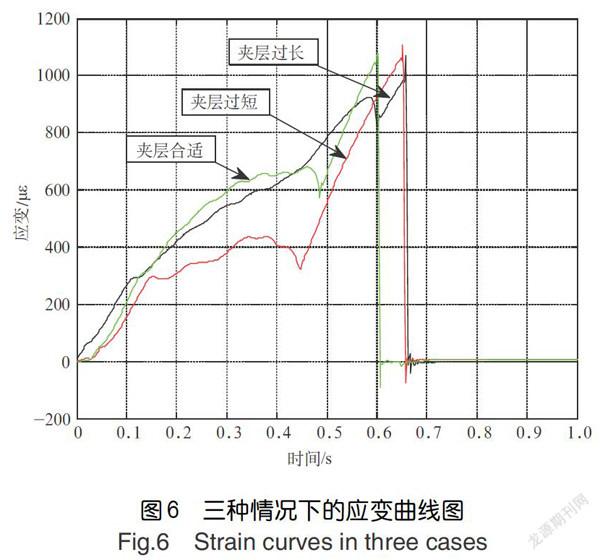
铆接完成后采用墩头检测样板的过端和止端对钉杆和钉套进行检验,夹层过长或过短皆为铆接不合格,当夹层合适时铆接合格。图6〜图8分别给出了夹层过长、夹层过短与夹层合适的应变、位移和应变/位移曲线。从图中可见,在约0.8s内铆钉经过塑性变形直至在环槽部位被拉断即铆接完成,三种情况的参数曲线虽相似,但在特定时间点的幅值及图形形状存在不同的特征。
4结论
通过分析,可以得出以下结论:
(1)通过铆接试验,验证了基于ZigBee技术的无线数据采集系统工作稳定、可靠,实现了预期的铆接工艺参数的采集。
(2)将采集的应变、位移、铆钉和连接件等铆接过程,以及工艺信息建立数据库,实现制造、装配工艺数据资源共享,为铆接工具及连接件本身的优化设计提供原始数据。
(3)借鉴国外成功经验,可利用采集的信息,通过数据处理与分析,实现铆接质量在线检测,也是未来铆接工具的发展趋势。
参考文献
[1]Anguswamy R,Saygin C,Sarangapani J.In-process detection of fastener grip length using embedded mobile wireless sensor networks[c]//2007 ASME International Mechanical Engingering Congress and Exposition,2007.
[2]任小洪,乐英高,徐卫东,等.无线传感ZigBee技术在物联网中的应用[J].电子技术应用,2011,37(6):81-83.
Ren Xiaohong,Yue Yinggao,Xu Weidong,et al.Application of wireless sensing ZigBee technology in thing of internet[J].Application of Electronic Technique,2011,37(6):81-83.(in Chinese)
[3]王海宇.飞机装配工艺学[M].西安:西北工业大学出版社,2012.
Wang Haiyu.Aircraft assembly technology[M].Xi'an:Northwestern Polytechnical University Press,2012.(in Chinese)
