基于模糊算法3D打印喷头PID温度控制
2019-09-10张宇豪梁程华孙子发黄庆南
张宇豪 梁程华 孙子发 黄庆南







摘 要:目前,3D打印机采用常规PID温度控制的方式普遍存在打印机喷头实时温度变化过大的问题,经常使得打印机喷头发生堵塞、材料流出量及形态的不同等现象,导致打印效果不理想.为解决上述问题,本文研究设计了模糊PID控制系统控制喷嘴温度.系统温控由6 mm×20 mm的加热管、铝块、热敏电阻组成,加热管功率是40 W,采用PLC塑料丝为原材料,同时将传统型控制中的比例、积分、微分3个参数模糊化.仿真结果表明:模糊PID算法控制温度稳定的效果提高近5倍,且系统达到稳态所用时间更短,从而在3D打印机喷头系统中能进一步改善打印用料输出的平滑度,提高打印精度,得到令人满意的打印效果.
关键词:3D打印机;模糊算法;PID温度控制
中图分类号:TP334.8 DOI:10.16375/j.cnki.cn45-1395/t.2019.04.012
0 引言
经过多年的探索和发展,3D打印技术有了长足的发展,在国外发展较快,目前已经能够在0.01 mm的单层厚度上实现600 dpi的精细分辨率,打印的速度也有所提高.截至2012年底,3D打印成型公司Stratasys的产品已经可以支持123种不同材料进行3D打印[1-2].国内对于此领域的研究相对落后,清华大学在现代成型学理论、分层实体制造、FDM工艺等方面都有一定的科研优势;华中科技大学在分层实体制造工艺方面有优势,并已推出了HRP系列成型机和成型材料;西安交通大学自主研制了三维打印机喷头,并开发了光固化成型系统及相应成型材料,成型精度达到0.2 mm.中国科技大学自行研制了八喷头组合喷射装置,有望在微制造、光电器件领域得到应用.但在打印精度、打印速度、打印尺寸和软件等方面还难以满足商用的需求,技术水平有待进一步的提升[3].个人使用的桌面3D打印机市场越来越大,而桌面型打印机在实际应用中会出现如表层翘起、喷头堵塞等影响成品精度的问题,因此,对此类问题展开研究有重要意义.常规PID控制器是目前市面上桌面级3D打印机最常用的温度控制系统,但在对温度进行调控时,常规的PID控制器不能对系统中存在的非线性因素进行补偿,这是引起上述问题的主要原因.为解决因喷头温度不稳定而产生的系列问题,本文研究对象是熔融沉积成型技术3D打印机,对其喷头温度的控制系统采用一种基于模糊PID理论方法进行控制,通过验证采用本研究的控制策略可提高打印质量.
1 模糊PID控制系统建立
熔融沉积,又称熔丝沉积,是对丝状热熔材料的加热和熔化,丝状热熔材料通过带有微型喷嘴的喷嘴挤压而成.此类型打印机的工作原理是:获取三维模型的信息文件、切片处理三维模型文件、切片成功后取得切片模型,后缀为“.gcode”,并生成G代码;通过串口或内存卡将数据传输给控制器,然后控制器把G代码转化为驱动步进电机的信号从而实现电机的正反转.达到控制X、Y、Z的目的,且喷嘴的进料也由步进电机与传动装置控制,然后通过逐层堆积方式得到打印结果[4].
本文将在传统PID控制的基础上加入模糊控制.用模糊PID控制方式有以下特点:1)解决复杂系统的控制.原则上控制系统需要构建相应的数学模型,并以此为根据建立完成系统控制.由于控制对象的复杂化,决定了其数学模型的复杂性,而且控制效果较差.模糊化控制可以避免建立精确的数学模型,而且通过程序设计模仿专家的思维和经验,其控制效果优于使用传统PID控制的控制效果;2)稳定性高.常规的控制算法参数即使出现很小的偏差,将大大降低控制系统的控制效果.相比普通的控制算法,模糊控制则稳定的多.因为这个特性,所以使用这种方法的整个控制系统较稳定;3)易理解与构建.模糊控制器是将专家的认知与经历用机器语言实现,由于逻辑清晰易懂所以接收度较高[5-6].
对喷嘴温度的控制是否合理决定了整个3D打印机系统工作结果的好坏.然而喷嘴在打印过程中的温度变化是非线性的属于有着大惯量的被控对象,常规PID控制器是目前市面上桌面级3D打印机最常用的温度控制系统,但在对温度进行调控时,常规的PID控制器不能对系统中存在的非线性因素进行补偿[7].众所周知,非线性控制的典型就是模糊控制.
模糊PID控制是把模糊推理的思维应用到常规PID中,建立起常规PID中的3个参数KP、KI、KD与偏差e和偏差变化率ec的关系,并根据输入的偏差e和偏差变化率ec的不同实时对常规PID中的3个参数KP、KI、KD进行自动调整,这种控制决策是根据领域专家与技术工作人员的专业经验而设立的[8].由于这种关系的建立,可以使得常规PID在不同的工作状态下对KP、KI、KD参数进行的不断调整,因此,从抗干扰能力的角度分析模糊PID控制更加优秀.控制系统结构图如图1所示.
由图1看出,由于模糊推理機制的应用,使其能响应各种不同的偏差e和偏差变化率ec,从而对常规PID控制器中的3个变量KP、KI、KD进行实时改变.为了建立完整的模糊PID控制系统,定义了如下5个模糊变量:
①e(K)——输入误差;②ec(K)——输入误差变化率;③KP——系统输出的比例系数;④KI——系统输出的积分系数;⑤KD——系统输出的微分系数.其中e(K)、ec(K)为输入变量,KP、KI、KD为输出变量.
2 实验方法与结果
2.1 实验方法
2.1.1 模糊规则的设计
在工作过程中,对于打印效果影响最大就是温度的变化,这个不确定因素对结果造成主要的影响.造成喷头温度变化的因素有:1)工作环境温度的变化.3D打印机在工作时的环境温度不一样会对稳定喷头温度产生一定影响,周围工作环境温度不同时,喷头对周围环境的散热程度也会各有不同.2)喷头移动速度的变化.在打印机工作时,喷头会随着G代码设计的路线移动,移动时产生的气流会带走一部分热量,对此温度也会产生一定的影响.如果打印速度较慢,气流流动的速度也较慢时则影响也小;但是也有打印速度快的时候,气流流动的速度会因此加快,带走的热量也会更多,对喷头温度扰动增大.3)通过喷头耗材流量的变化.当打印材料经过喷嘴时,通过吸收喷头嘴的热量,发生物理变化从固态转化成液态.根据打印型号与打印速度的不同,单位时间内经过喷头的原材料有所不同,吸收的热量也不同.
温度控制系统主要解决的问题是实现对喷头的加热与恒温控制,使原材料熔融成适合打印的形态.喷嘴温度的稳定性直接关系到打印原材料的连粘程度、流动性及整个打印周期的长短与打印结果的质量好坏,喷头堵塞的现象也时常会发生.本文采用PLC塑料丝作为原材料,故打印机喷头的最佳温度应该保持在200 ℃.
根据已有的经验和思维用模糊数学表达出来,就可以写出模糊规则,从而在MATLAB中调用fuzzy函数完成模糊控制器建立.模糊输入量划分成如下所示:
1)E={负大,负中,负小,负零,正零,正小,正中,正大}={NB,NM,NS,NZ,PZ,PS,PM,PB}
2)E={负大,负中,负小,零,正小,正中,正大}={NB,NM,NS,ZO,PS,PM,PB}
3)E={负大,负小,零,正小,正大}={NB,NS,ZO,PS,PB}
假设[-3,3]为温度偏差e的基本论域范围,E是选定的温度偏差e的模糊输入量,论域为{-3,-2, -1,0,1,2,3},Ke为偏差e的量子化因子.
[Ke=emaxEmax=33=1] (1)
同理,假设[-3,3]为温度偏差变化率ec的基本论域范围,Ec是选定的温度偏差变化率ec的模糊输入量,论域为{-3,-2,-1,0,1,2,3},[Kec]为偏差ec的量子化因子.
[Kec=ecmaxEcmax=33=1] (2)
通过上述处理过程,温度偏差e和温度偏差变化率ec与模糊输入量两者之间的关联得以确立.
2.1.2 隶属度函数的建立
模糊控制是否可以达到预定控制效果取决于一个重要的因素——隶属度函数.由于个人的经历经验、认知和专业知识不同,所以对于“模糊”这一概念就有不同的理解,因此在构建隶属度函数时,就会加入个人的观点.因此,隶属度函数的建立就是个人观点的体现.在本文控制系统的设计中,使用了模糊化的精确值偏差e和偏差变化率ec.模糊化的设计需要考虑两个方面,一个是输入的精确值被划分到哪一条曲线上,另一个是该如何选择隶属度函数的曲线形状.
本文选定的e、ec论域为:
{-3,-2,-1,0,1,2,3}={NB,NM,NS,ZO,PS,PM,PB}
选定KP、KI、KD论域为:
{-3,-2,-1,0,1,2,3}={NB,NM,NS,ZO,PS,PM,PB}
其中e、ec的隶属度函数选用三角形曲线,而PID传统参数的隶属度函数采用的是高斯形曲线.
2.1.3 控制规则的设计
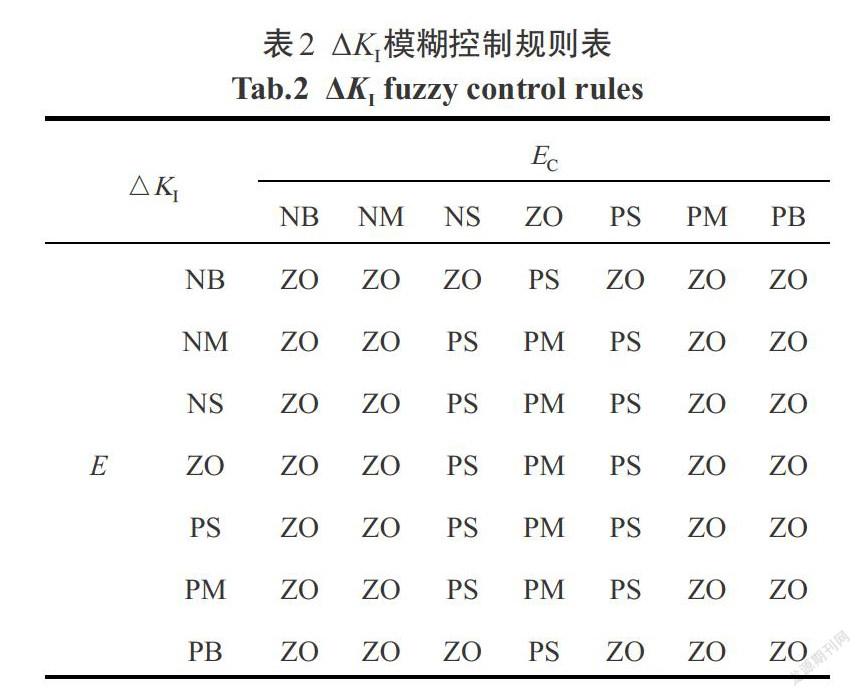
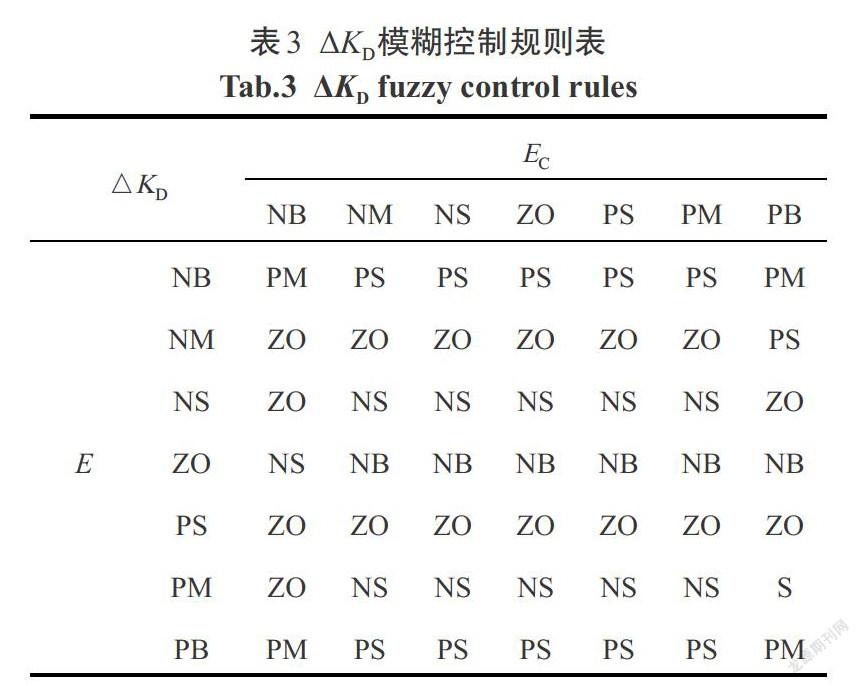
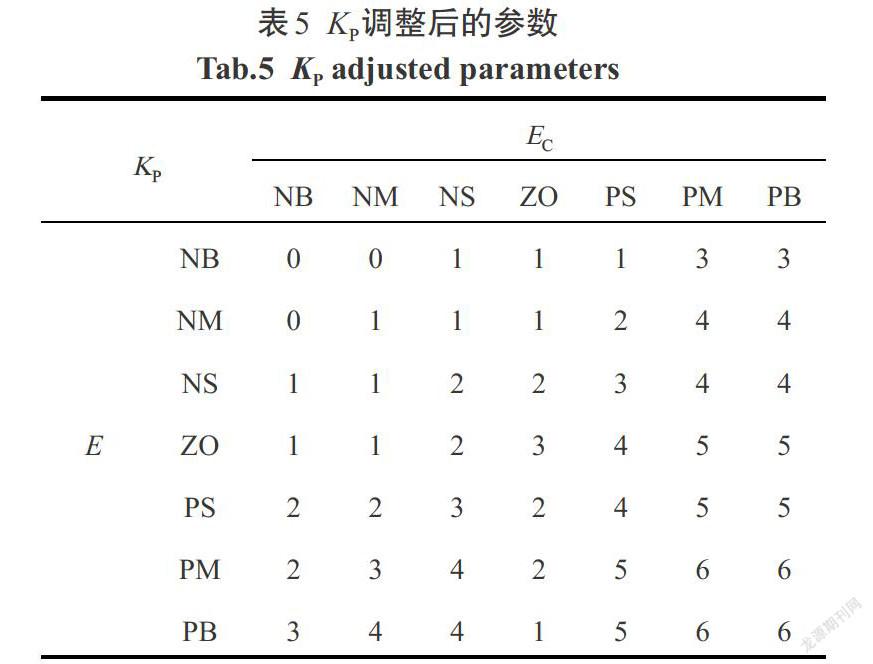
与己有的技术知识和经验相结合进一步构建模糊控制器从而即可建立控制规则.模糊规则控制器在模糊PID控制系统中起到修改PID中的KP、KI、KD 3个参数的作用.模糊控制规则就是可以在常规PID获得偏差e、偏差变化率ec的同时,通过规则计算给出相应的KP、KI、KD,并且还要考虑到它们彼此之间的相互影响,确定模糊规则控制表.对PID传统3个参数分别确立如下控制规则表,如表1所示.
当ec和e都在负大(NB)时,正处于超调状态,应该降低KP,此时ΔKP要取负大(NB).反之当ec和e都在正大(PB)状态时,即处于上升过程,此時应当增加输出速率,此时ΔKP要取正大(PB),如表1所示.同理,ΔKI、ΔKD的控制规则表分别见表2、表3.
2.1.4 规则确定
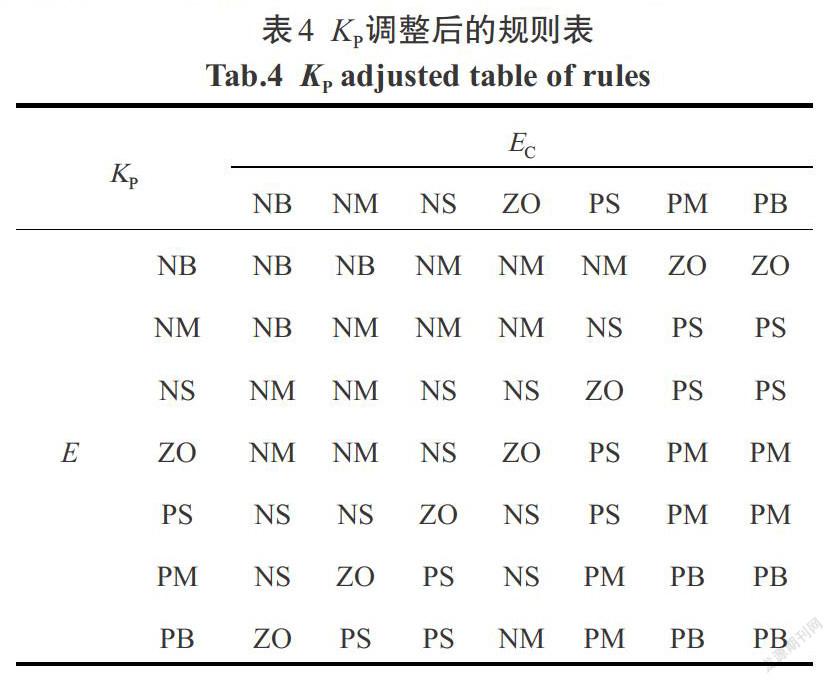
在人工控制时,控制规则主要是人对控制系统的判断,而判断的经验是经过人们长期的实践与学习累积起来的.手动操控规则一般是操作人员结合己有的技术,联系对被控对象的一些特点的认知、专业知识和实操经验, 通过人工归纳、总结并作出操作判断的过程,此时模糊控制器的控制规则建立完成[9-10].本系统的温控由6 mm×20 mm的加热管、铝块与热敏电阻组成,加热管的功率是40 W,采用PLC塑料丝做为原材料.凭借多次实验对以上描述的温控系统规则进行微调.表4、表5分别表示为KP微调后的结果.
2.2 实验仿真及结果
2.2.1 实验仿真
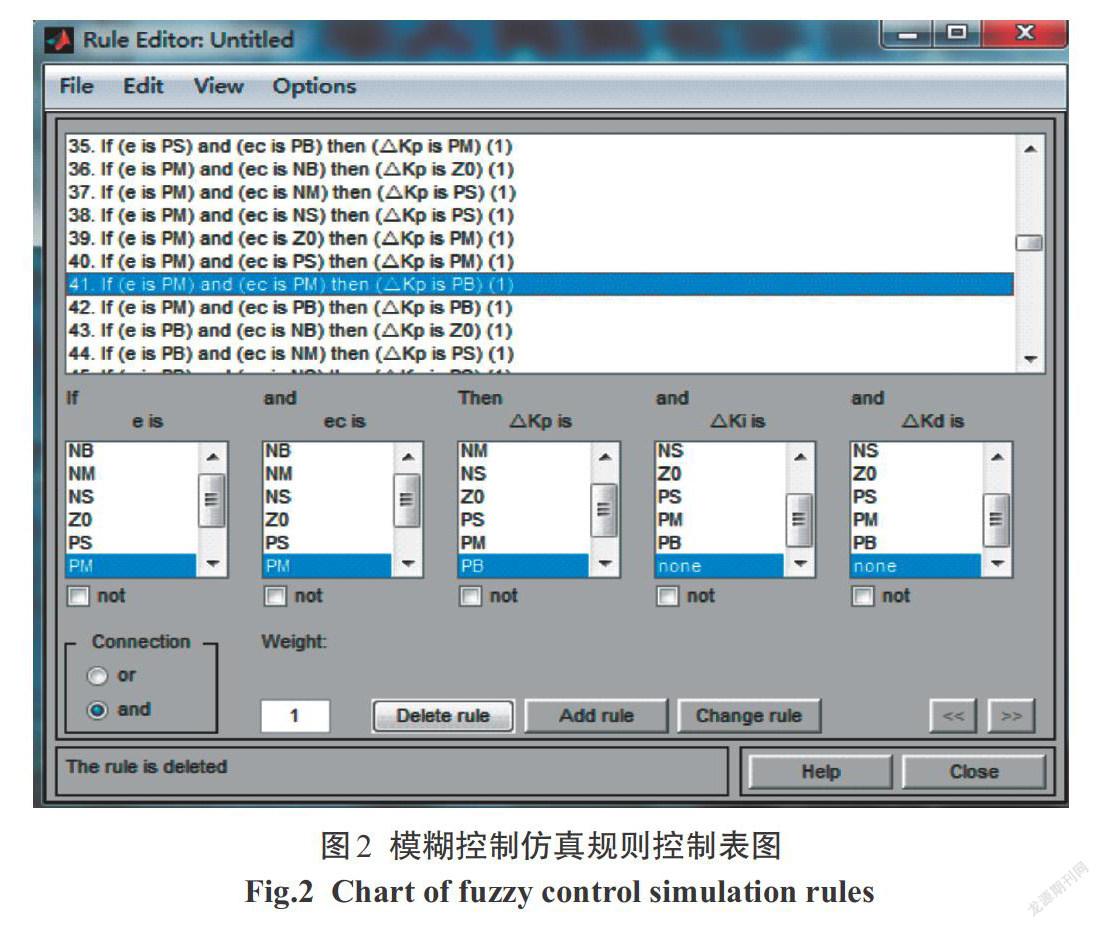
本文采用MATLAB软件,通过调用fuzzy函数展开仿真试验,将修正后的模糊规则控制表用于仿真[11].控制规则为“and”,依照2.1.3建立好的ΔKP、ΔKI、ΔKD模糊控制规则表逐条输出,其模糊控制仿真规则表图,如图2所示.
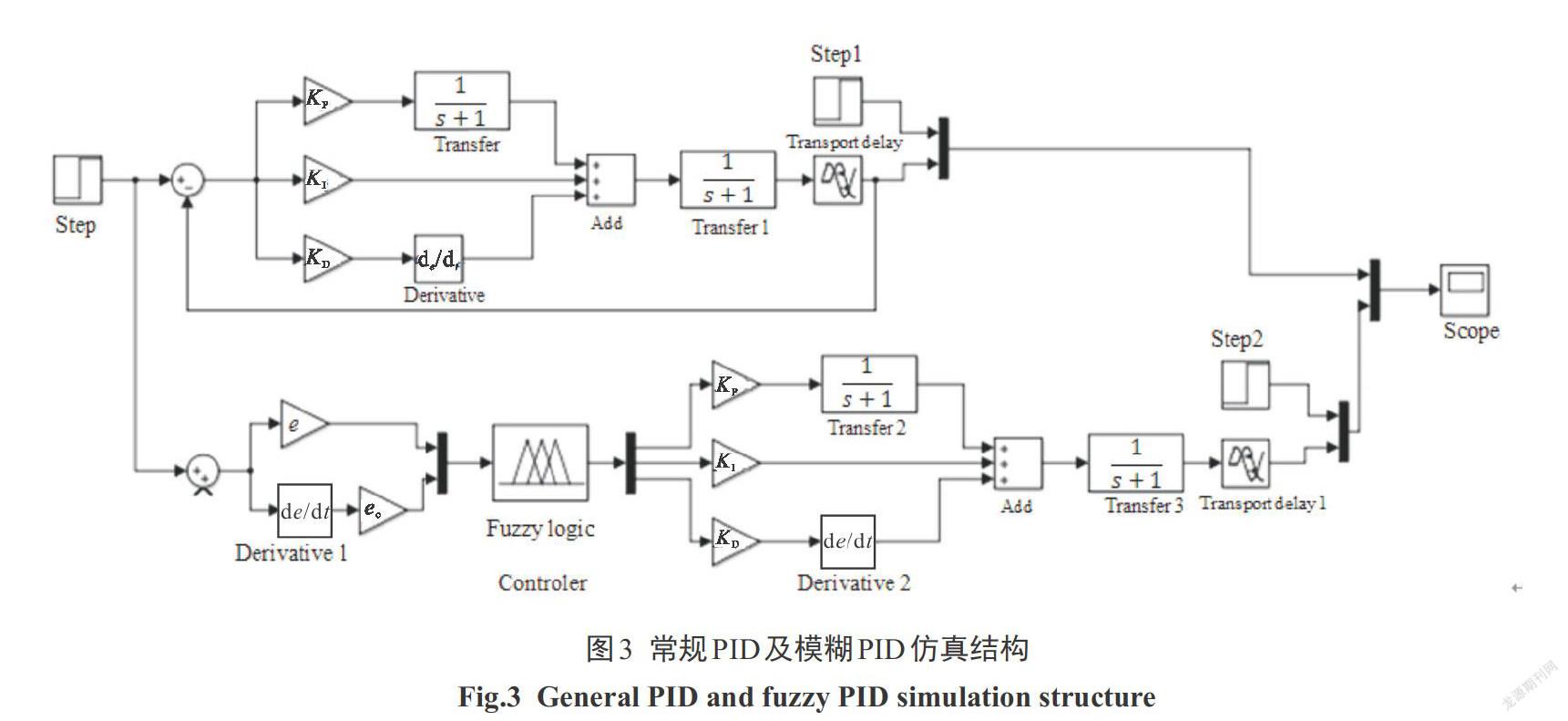
在Matlab-Simulink中搭建常规PID温度控制器和模糊PID温度控制器的结构,如图3所示.给定初始温度值为200 ℃,常规PID控制器的参数通过齐格勒-尼克尔斯参数方法,以及式(3)—式(5)确定.
[KP=1.2TL] (3)
[KI=0.6TL2] (4)
[KD=0.6T] (5)
根据此方法特性,设 T=194.80, L=1.05,代入公式得到KP=22.20、 KI=1.08、 KD=114.00.而模糊PID控制器参数KP、KI和KD,根据e与ec的值实时改变,de/dt=ec.
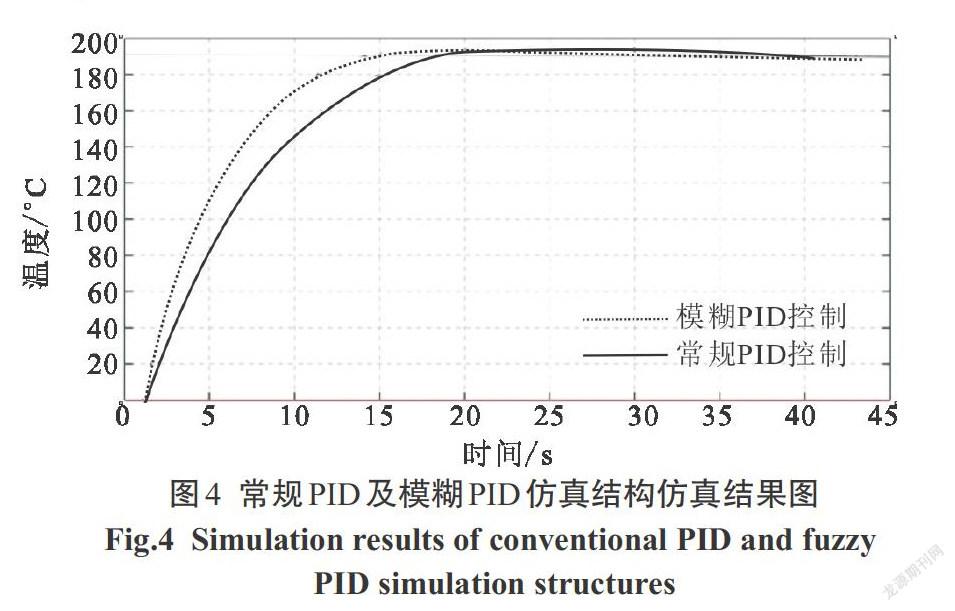
常规PID及模糊PID仿真结构仿真结果图,如图4所示,实线和虚线分别表示在传统和模糊PID控制的温度变化曲线,将两者表示在一幅图中更好的形成对比.从图中所显示出的结果可以得到结论,虚线表示的模糊控制温度响应能够更快、更稳定地达到预定值,其控制效果优于传统PID控制.
2.2.2 实验结果
在喷头上有着加热管和100 K的NTC热敏电阻如图5所示.NTC是一种基于负温度系数的热敏传感器,这类传感器的工作原理是当温度升高时电阻的阻值就会下降[12].由于热敏电阻具有上述特点,因此在工作过程中随着温度升高,电阻值迅速下降.通过这种特点,想要对温度进行测量实际上只需测量NTC的阻值即可.图6所示的是与3D打印机连接的液晶屏,除了显示打印机状态信息之外,通过读取NTC热敏电阻的阻值,可将喷头的温度实时显示如图7所示.
模糊PID控制系统(虚线)与常规PID控制系统(实线)对温度实际控制效果如图7所示.在图8的模糊PID控制曲线中,取3个较高温度值,分别为200.2 ℃、200.1 ℃和200.4 ℃,计算出模糊控制平均高温值为: TFH=0.23 ℃;取3个较低温度值,分别为199.9 ℃、199.8 ℃和199.6 ℃,计算出模糊控制平均低温值为: TFL=0.23 ℃.同理,在图8的常规PID控制曲线中,取3个较高温度值,分别为201.6 ℃、201.7 ℃和201.9 ℃,计算出常规控制平均高温值为:TCH=1.71 ℃;取3个较低温度值,分别为199.8 ℃、199.5 ℃和199.5 ℃,计算出常规控制平均低温值TCL=0.40 ℃.对比TFH=0.23 ℃和TCH=1.71 ℃、TFL=0.23 ℃和TCL=0.40 ℃.由以上对比,可以看出,在采用了模糊PID算法之后,对温度的控制上,比常规PID算法有更加好的恒温控制效果,在设定温度200 ℃范圍处抖动的程度有大幅度的降低。从仿真图4与实测温度图7中也可以看出,基于模糊PID算法的温度控制系统达到稳态所用时间更短,稳态误差更小,几乎无超调,由此可见模糊PID算法比常规PID算法有更加好的温度控制效果.将模糊算法与PID算法的优势很好的结合起来形成模糊PID算法,可以实现对PID的3个参数KP、KI和KD的实时整定,具有优秀的调控性能,从而能提高3D打印机喷头温度的稳定性,降低在打印过程中温度变化对打印用料流动性的影响,进而改善打印质量.
3 结论
采用模糊PID控制方法,对PID控制器的3个参数进行模糊处理,实时动态地调整参数通过仿真以及实验结果分析得出以下结论:
1)针对喷头流量的稳定性,分析3D打印机喷头加热功率等自身参数后,通过建立模糊算法中必要且适合的模糊规则、隶属度函数、控制规则等设置,改善3D打印质量.
2)对喷头所需要的设定温度(200 ℃)的控制上,建立模糊PID算法控制温度稳定的效果提高近5倍,且系统达到稳态所用时间更短,稳态误差更小,几乎无超调.
3)目前只针对温度变化对打印用料流动性的影响做改善,打印材料、打印精度、智能化将是3D打印技术未来的重点.
综上所述,系统达到稳态所用时间更短,从而在3D打印机喷头系统中能进一步改善打印用料输出的平滑度,提高打印精度.
参考文献
[1] TREESATAYAPUN C. Fuzzy rules emulated network and its application on nonlinear control systems[J]. Applied Soft Computing,2008 (8):996-1004.
[2] WAI R J,LIN R J. Fuzzy neural network sliding-mode position controller for induction servo motor drive[J]. Electric power applications,2004,146(3):297-308.
[3] 王聪聪,詹仪. 3D打印技术的应用与发展前景[J]. 出版与印刷,2014(4):23-28.
[4] 王文涛,刘燕华. 3D打印制造技术发展趋势及对我国结构转型的影响[J]. 科技管理研究,2014(6):22-25,30.
[5] GU J J,ZHANG Y J,GAO D M.Application of nonlinear PID controller in main steam temperature control[J]. Thermal Power Generation,2009(3):27-31.
[6] 谭秀腾,郭小定,李小龙,等. 基于ARM的桌面型3D打印机控制系统设计[J]. 应用科技,2014,41(5):57-61.
[7] 周佳,卢少武,周凤星. 基于RBF神经网络的永磁同步电机速度PI-IP控制[J]. 组合机床与自动化加工技术,2017 (1):116-118.
[8] 陈涵,陆蕴香,乔玉鹏,等. 基于PWM和PID对三维打印喷头的恒温控制[J]. 贵州师范大学学报(自然科学版),2015,33(2):72-75.
[9] 刘红霞. 3D打印分层方向优化与分层算法研究[D].西安:西安电子科技大学,2014.
[10] 王柏通. 3D打印噴头的温度分析及控制策略研究[D].长沙:湖南师范大学,2014.
[11] 束文强,谭光兴,刘梦,等. 模糊控制在纯电动汽车永磁同步电机上的应用[J].广西科技大学学报,2015,26(3):1-7.
[12] 陈赞,谭光兴,林聪,等. 基于模糊算法的纯电动汽车制动能量回收[J]. 广西科技大学学报,2014,25(3):32-37.
PID temperature control of 3D printing nozzle based on
fuzzy algorithm
ZHANG Yuhao, LIANG Chenghua*, SUN Zifa, HUANG Qingnan
(School of Electric and Information Engineering, Guangxi University of Science and Technology,
Liuzhou 545006, China)
Abstract: In view of the conventional PID temperature control method used in 3D printers may have excessive real-time temperature change of printer nozzles, causing blockage and uneven outflow. A fuzzy PID control system is designed to control the nozzle temperature. The temperature control system consists of 6 mm×20 mm heating tube, aluminium block and thermistor. The power of heating tube is 40 W. The PLC plastic wire is used as raw material. At the same time, the traditional control parameters of proportion, integral and differential are fuzzified. The simulation results show that the effect of temperature stabilization controlled by the fuzzy PID algorithm is improved by nearly five times, and the system takes less time to reach the steady state. Thus, the smoothness of printing material output can be further improved in the sprinkler system of 3D printer, and the printing accuracy can be improved to have satisfactory printing effect.
Key words: 3D printer; fuzzy algorithm; PID temperature control
(责任编辑:黎 娅)