测量系统分析MSA在风力发电机质量控制中的运用
2019-09-10葛艳覃化彦罗雄周波
葛艳 覃化彦 罗雄 周波

摘要:测量系统的准确性直接对产品和过程质量的判定造成影响。本文以风电发电机制造行业测量系统运用为例,介绍测量系统分析(MSA)的基础理论并结合风力发电机制造生产特殊性,对运用MSA过程中存在的问题以及解决方案进行探讨。
关键词:IATF16949;风力发电机;MSA;重复性和再现性
中国分类号: 文献标志码:
1 测量系统分析(MSA)的意义和目的
产品质量控制过程中,常常会问到某个产品的测量数据是否准确。与ISO9001质量管理体系对比,IATF16949体系关于测量与监控过程增加了测量系统分析要求即识别每种检验、测量和试验设备系统的结果呈现的变异,通过采用的分析方法及接收准则,判定测量过程是否可以接收。
测量系统分析技术(MSA)通过研究测量系统产生的变差,对测量系统做一个科学、系统的分析和评定,保证测量出来的结果真实、有效,用“数据说话”代替“经验主义”。
2测量系统分析计划制定
测量系统分析前,需具备MSA测量系统分析的基本理论知识包含:测量系统的概念、变差来源、基本的统计知识、误差分析的“五性”、Mintab软件的使用等基本知识,本文中就不再阐述。
MSA工作复杂,为了保证测量分析过程满足分析要求,需制定清晰的工作流程、工作计划,提高工作效率。
在进行测量系统分析之前,要制定测量系统分析计划,具体见表1所示。
测量系统分析从以下几个方面进行策划:
1)确定分析的测量系统:出现新量具、客户要求以及控制计划中提到的量具均要进行分析。对于用同一量具测量多个尺寸的情况下,则选择公差最小或者KPC尺寸进行分析。
2)确定用于分析的待测质量特性:尺寸特性或者其他参数。
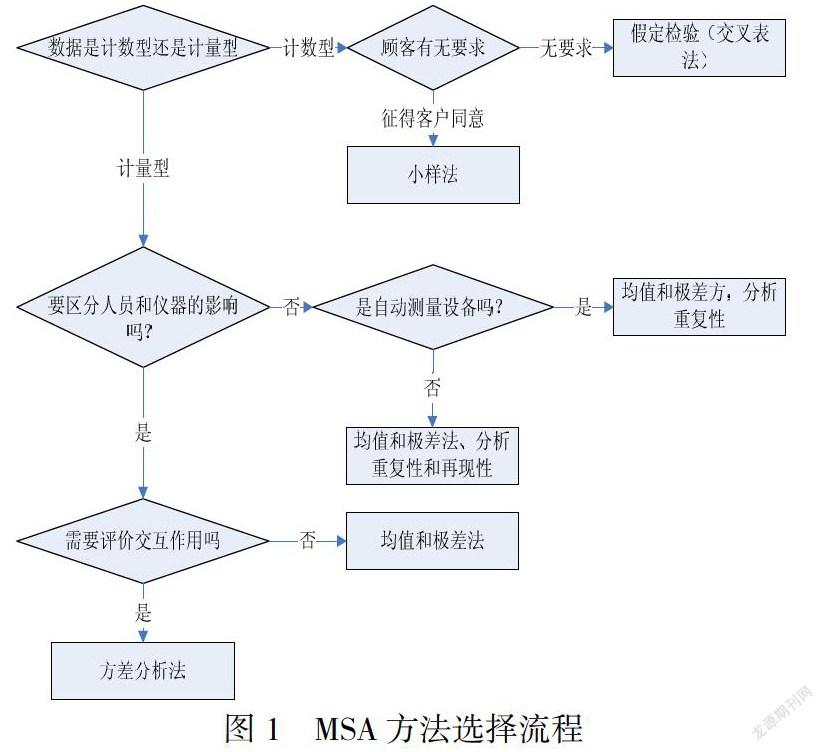
3)确定分析的内容与方法
4)量具与样品的选择:对用于统计过程控制的量具,其最小刻度应该不超过预期的过程变差(6 )的1/10,样本的选择能够代表整改过程变差。
在实际运用中,量具精度、样品对象的选择必须满足该条件,否则无法满足测量系统分析要求,简单来说就是测量系统的分辨率不够或者样本不能代表期望的过程变差。
当量具与样本满足要求,测量系统就能够、可靠地将零件间(6 )范围内的零件分成5个或者更多的数据时(即NDC≥5),测量系统才能满足进行统计过程控制和过程能力分析要求。
在进行测量系统分析过程中,就需要对样本的测量数据进行有条件筛选,保证50%的测量值在控制限外(UCL\LCL)。
5)测量操作人员和分析人员的准备
操作工/检验员:优选选择实际使用所选定量具实施测试的人员,以确保测试方法和测试结果与日后的正式生产或过程更改的实际情况相符。
分析人员:熟悉测试和MSA分析方法的人员。
6)样品测量数量和重复试验次数确定:根据被测特性的重要性以及零件的结构,结合MSA分析方法以及标准要求确定。
3风力发电机制造行业MSA实践运用
3.1 编制MSA测量记录表单
根据测量系统的不同分析方法,制定不同的记录表单,包含测量系统偏倚数据表、测量系统系统数据表、测量系统的重复性和再现性分析数据表,企业可以根据运用情况,参照测量系统分析(MSA)第四板手册[1] 要求执行。
本文对外径千尺尺进行GRR分析,分析方差采用方差分析。相比较均值和极差分析法,计算精度更高。由于方差分析法计算复杂,故使用Mintab软件计算%EV、%VA、%GRR、NDC数据。
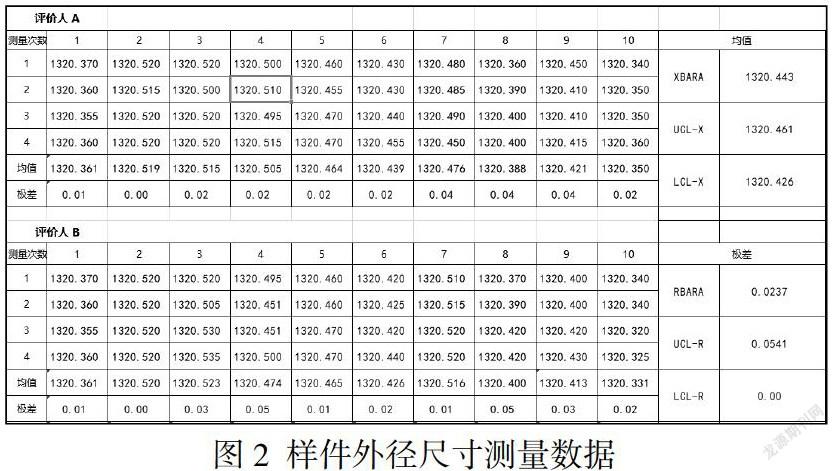
1)抽取10个样件、由2个人测量其外径尺寸,每个人测量4次,测量结果如图2所示.
3.2 利用Mintab软件数据分析
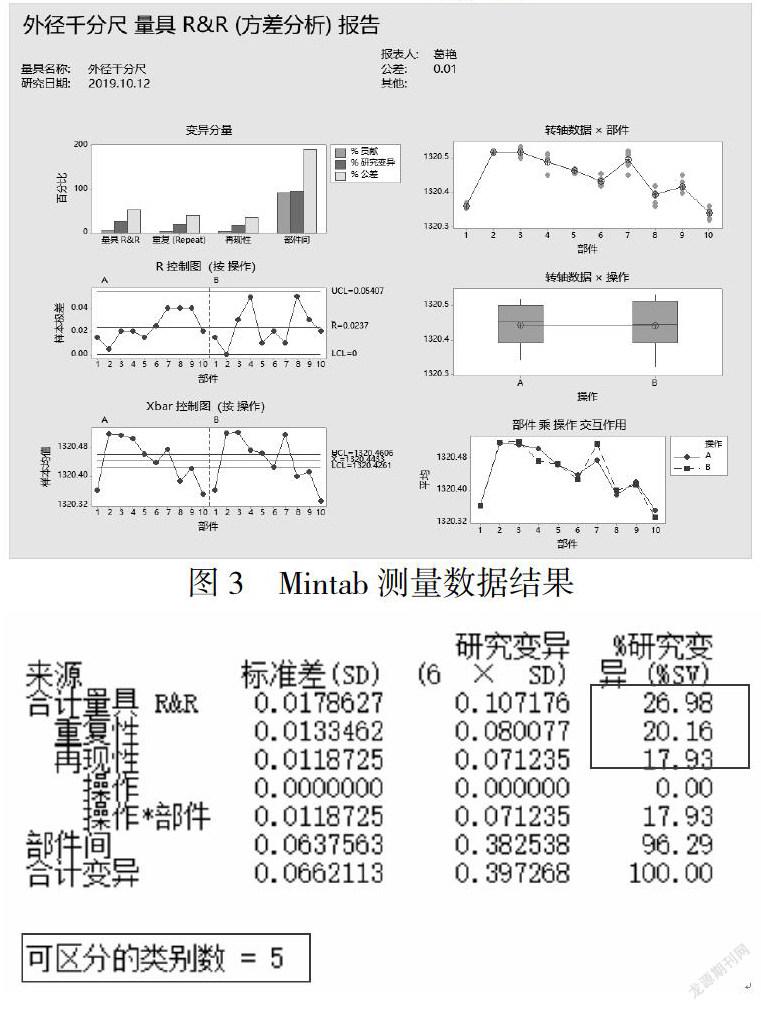
将数据导入Mintab软件中,测量系统分析的结果和数据如图3所示。
Xbar控制图中有14个点落在控制线之外,超过50%超出了UCL和LCL之外,表明选择的10个零件能够代表过程变异的情况
重复性分析:R控制图以看出,零件的最大值和最小值间的差异未超过UCL,说明测量过程稳定,2位操作者的工作状态是相同的。
%GRR=26.98%,在10%-30范围内,可以接受。
综上所述,本测量系统的重复性和再现性是可以接受的。通过使用测量系统分析技术对转轴测量数据评估,确定了该测量系统是可靠的,测量过程中的误差是可以忽略不计的。
4结束语
MSA测量系统分析运用了大量了数理统计和图标知识,本文中未做详细说明。仅介绍了测量系统技术的目的、测量系统分析计划的制定、执行、判定准则、GRR评估,要形成一套企业内部的测量与监控能力,还需做大量的研究工作。
参考文献:
[1] Plexuschina Co.测量系统分析參考【M】.第四板.北京:中国出版社,2010.
[2] 测量系统分析中重复性再现性应用浅谈.测试试验,2019:54-56.
(作者单位:江苏中车电机有限公司)
