高精度无变形自动行车轨道焊接工艺
2019-09-10吕亚彪杨支海陈晓忠
吕亚彪 杨支海 陈晓忠




【摘 要】云南驰宏锌锗股份有限公司会泽冶炼分公司电解车间的主体设备三大机组为进口设备,自动行车是电解生产的主心轴,担负着阴阳极板的取槽、装槽,极板转运等工作,连接着阳极小车、自动剥锌机等系统,是电解车间自动化生产的关键设备,自动行车发生故障,将导致电解车间生产瘫痪。本文着重介绍及攻克自动行车轨道高精度无变形对接焊接新技术新工艺。
【关键词】轨道;焊接工艺;高精度;无变形;预热;
Abstract:The three main units of the electrolysis workshop of Huize smelting branch of Yunnan Chihong Zinc and Germanium Co.,Ltd.are imported equipment.The automatic driving is the main spindle of electrolysis production.It is responsible for the work of taking,loading and transferring the anode and cathode plates.It connects the anode trolley,automatic zinc stripping machine and other systems.It is the key equipment of the automatic production of the electrolysis workshop.The automatic driving fails,It will lead to the breakdown of production in the electrolysis workshop.This paper mainly introduces and conquers the new technology and new technology of high precision and deformation free butt welding of automatic train track.
Key words:rail;welding;process;oxygen acetylene;preheating;
前言
自动行车为欧洲引进的新产品,设计先进,在锌电解过程中,能够实现阴阳极板的自动装、取,电解槽面温度的监控,自动称量测算锌片重量等功能,在整个生产过程中,行车不需要人工操作,只要在主控室给行车上位运行命令,即可实现全自动操作控制,具有世界领先水平。
1自动行车概况
自動行车担负着电解车间所有阴阳极板的取槽、装槽,极板转运等工作,是电解车间能否实现自动化的关键设备,连接着阳极区设备及自动剥锌机组,若自动行车达不到设计要求,满足不了自动化生产的要求,电解车间的自动化生产理念、三大机组的全自动控制即可宣告失败。
自动行车轨道采用焊接连接,不采用传统的鱼尾板连接,因为行车要实现自动控制,传统的鱼尾板连接已很难满足安装精度要求,采用焊接连接,虽然技术先进,但难以控制,轨道的安装质量,包括水平、标高、平行度、轨道接头的焊接质量等,决定了自动行车是否能够实现自动化。轨道焊接过程中,若变形量过大,或发生焊接错位等焊接缺陷,将无法满足轨道的水平、标高、轮距等精度误差要求。所以,控制轨道焊接质量是控制行车安装精度的关键因素之一。
2 轨道焊接
2.1 行车轨道尺寸
2.2 行车轨道化学成分
A75轨道钢碳当量为:
CE=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15=0.71+1/6+(1.024+0.092)/5=1.10
由上述碳当量可知,轨道钢的焊接性很差,在焊接过程中,必须严格控制焊接技术参数,按照焊接工艺要求进行焊接。
2.3 焊接工艺与材料选择
由于焊接环境、施工现场的条件限制,本工艺选择手工电弧焊进行轨道的对接焊。
除设备厂家提供的进口轨道焊接焊条外,根据材料的成分和焊接性能,综合考虑使用性能和经济价值,国产电焊条可选择CH E507或J507(GB E5015),J107Cr(GB E10015-G),进行焊接前,电焊条的均须经350~400℃烘焙两小时,烘焙后置于120℃保温箱内保温;焊条须随用随领并使用焊条筒领取,CHE507或J507焊条领取4小时内必须用完,J107Cr领取半小时内用完。如焊条筒由电加热保温防潮功能,则领用的焊条不受上述时间的限制。焊接过程中不得使用受潮的焊条。
3 接头准备
3.1 焊接前,轨道必须进行预固定,两条轨道的跨距误差控制在13500±3mm内,标高误差控制在11575±2mm内。
3.2 轨道焊接端面尽量保持平齐,焊前打磨清理干净焊接区域,须保证无油污、无杂物;
3.3 接头装配如图1接头装配简图示,接头下加衬垫,尺寸为20×200×200mm,材质为纯铜板,具有良好的散热性能。衬垫表面须打磨干净,无污物接头间隙为19~25mm;装配时须用直尺检验两段轨道对齐的直线度。采用加垫板的方法,利用反变形法来控制焊接变形,反变形量为20mm/4.8m,即按L/1000 放高度反变形量,轨道对接接头间隙为22+3mm。
3.4 接头侧面采用如图2所示的侧面固定板,固定板采用纯铜板,应具有良好的散热性能。侧面固定板的安装时间应在I层焊接完毕之后安装(详见第5节)。
4 预热和层间温度
焊前对接头部位进行充分的预热,焊接前用氧乙炔中性火焰对轨道接头两端各200mm范围内进行均匀加热,预热温度300~350°C,预热恒温时间15分钟,焊接层温度控制在500°C左右。预热处理温度和层间温度根据气温可浮动,如气温在10℃以上预热,温度取下限。
5 焊接
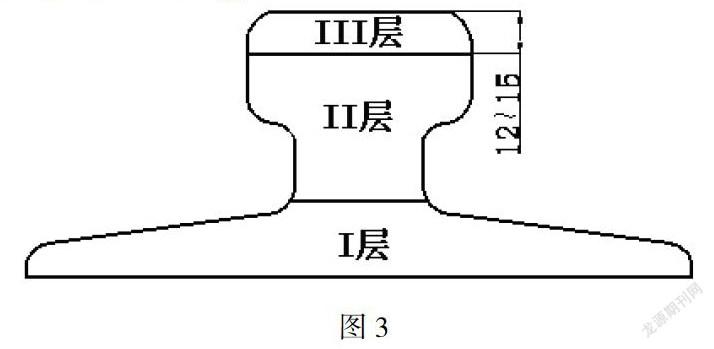
轨道接头的焊接可分三部分,如图3所示。焊条施焊时在衬垫外侧引弧,用短弧操作。在确保焊缝质量前提下尽量用窄焊道施焊,除打底焊缝外其余每层焊缝厚度为3mm。
轨道腹部焊接(I、II层):清理底部焊渣,将预加工好的铜衬垫装好,铜衬垫与轨道间的间隙控制在6~8mm为宜,焊条采用CH E507或J507,引燃电弧连续焊接,靠电弧吹力和运条方法将电焊药粉推到铜衬垫与轨道间隙中流出,所有焊接应连续施焊,中途无需停下除焊渣。
轨道头部焊接(I、II层):头部焊接时焊条的选用和运条的方法基本与腹部相同,只是要注意的是腹部与头部过渡之处的焊接质量,一是要尽可能用小直径焊条,这样容易控制电弧;另一个注意的是,电弧不要与铜衬垫碰,如铜渗入焊缝中,就会引起裂纹。头部预留6~8mm左右深度,选用J107Cr焊条焊接,在焊接过程中,每焊一层要去焊渣,用锤击法均匀敲击焊缝,尽可能的去除焊渣、减小焊接变形量和焊接内应力。
轨道对接缝焊接结束后,拆除接头两侧铜衬垫,清理焊缝并进行底部盖面焊,检查焊缝外观质量,若有缺陷应及时补焊。
6 焊后热处理
6.1轨道施焊完毕后应立即對轨道接缝二侧各200mm范围内进行加热,焊后热处理加热方法可选用以下两种:
6.1.1 火焰加热法:采用火焰加热至350°C,并持续30分钟,同时用测温仪测量温度,然后用石棉布包扎,进行保温缓冷,以消除焊接应力及热影响区的硬脆现象。
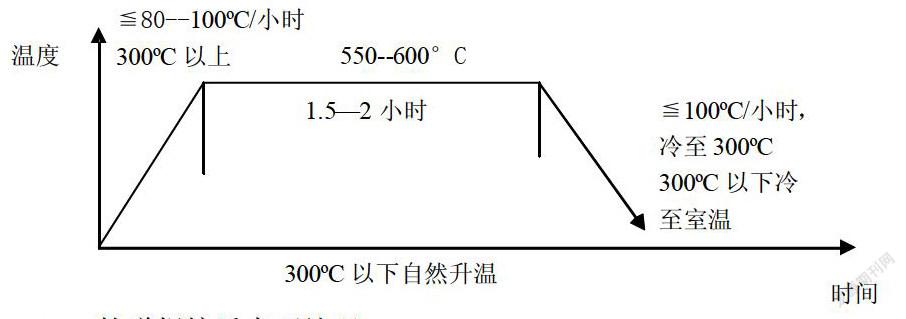
6.1.2 电热器加热法:采用履带式电加热器加热,加热工艺见下表,所有焊后热处理过程要求用记录仪做书面记录作为检验依据。
6.2 轨道焊接后表面处理
焊缝热处理完毕后,待温度降到150℃左右时,拆除所有垫衬,将轨道搁平,轨道上表面焊缝用轨道专用打磨机打磨,两侧及衬垫处手工打磨,均须平滑过渡并与轨道外形一致,可用模版或直尺检验。
7 结束语
自动行车是电解车间实现自动化生产的关键设备,设备的安装质量的好坏直接决定着电解车间是否能顺利生产。
参考文献:
[1] 保尔沃特设备安装操作手册,保尔沃特,2010
[2] 焊接手册,机械工业出版社,2008.1
[3] 焊接结构学 机械工业出版社 方洪渊 2008.5.1
[4] 特种焊接技术及应用(第5版)》 李亚江、王娟 2018.3
[5] 先进焊接方法与技术 机械工业出版社出版 2010年 诺里斯 译者 史清宇、陈志翔、王学东
[6] 金属材料焊接 人力资源和社会保障部教材办公室 中国劳动社会保障出版社
[7] 实用焊接工艺手册 化学工业出版社出版 王洪光 2010.4.1
(作者单位:云南驰宏锌锗股份有限公司)
