组合催化剂在加氢裂化装置中的应用
2019-09-10梁亚奇
梁亚奇
摘要:某石化公司120万t/a加氢裂化装置应用多种组合催化剂的生产情况,分析对比了主要工艺条件、产品质量及其分布、装置能耗、催化剂加工量等运行数据。结果表明:美国UOP公司提供的组合催化剂,中质油收率高达73.51%,但装置能耗高达39.05kg/t,催化剂加工量为0.734万t/t;壳牌标准催化剂公司提供的组合催化剂,石脑油收率大于30%,且有利于增产航空煤油,降低柴汽比,装置能耗约为35kg/t,催化剂加工量约为1.4万t/t。
关键词:加氢裂化;催化剂;工业使用
煤油柴油加氢裂化装置是炼油厂主要的生产设备,把催化柴油、直馏煤油及柴油进行混合作为生产原料,可以形成柴油、轻重石脑油及航空煤油,副产品为液化气。该装置主要由吸收稳定单元、反应单元和分馏单元构成,还需要配套建设公用工程,本文将对组合催化剂在加氢裂化装置的应用展开探讨。
1装置工艺流程及催化剂组合方案
1.1工艺流程
加氢裂化装把石蜡基原油馏出蜡油为原料,采用一段串联全循环流程,兼顾一次通过生产乙烯原料流程。反应系统采用热高压分离器流程及炉前混氢方案,尾油循环至精制反应器入口。分馏系统采用“脱丁烷塔+分馏塔”方案,同时还设置了轻烃回收及气体脱硫单元。要产品有液化石油气(LPG)、石脑油、航空煤油(简称航煤)、柴油、尾油等。
1.2催化剂组合方案
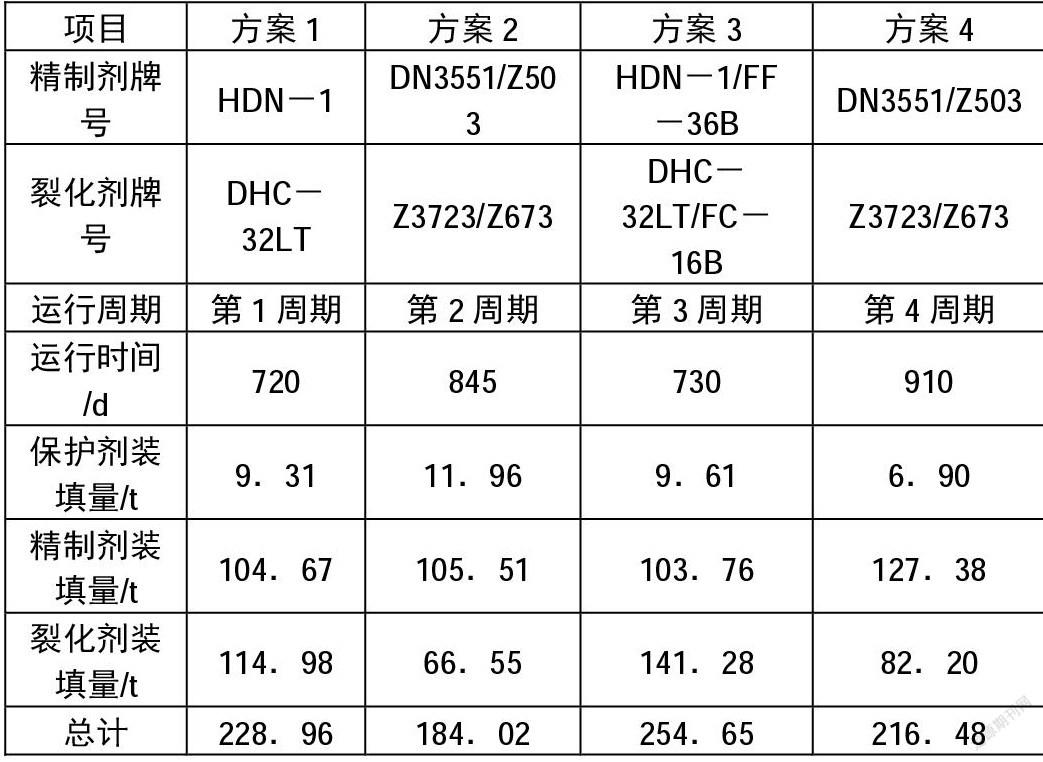
加氢裂化装置所使用的几种催化剂组合方案,2种加氢精制剂及2种加氢裂化剂组成的较复杂的催化剂组合方案;運行时间最长的为方案4组合催化剂,达到910d;装填量最少的为方案2组合催化剂,总装填量为184.01t,较方案1、方案3组合催化剂装填量分别减少了44.95,70.64t。
2催化剂运行状况分析
2.1原料油性质
多种组合催化剂运行期间原料油性质的对比,原料油性质波动较大,在方案1组合催化剂运行期间,掺炼约8%(质量分数)的催化重柴油,这也是该装置惟一一次掺炼重油运行,其加工原料油性质较蜡油有较大变化,初馏点高于设计值57℃,掺炼共进行了4个月,后由于反应温升增大,催化剂失活速率加剧而停止掺炼。
2.2主要工艺条件
方案2组合催化剂的加工负荷最大,为设计负荷的90.1%;方案1组合催化剂的加工负荷最小,为设计负荷的70.4%;初始反应活性最高的为方案1组合催化剂,其精制反应器入口初温为374℃;初始反应活性最低的为方案3组合催化剂,其精制反应器入口初温为386℃;反应终温最高的为方案3组合催化剂,其裂化反应器出口终温高达421℃,已接近反应器的设计温度,同时其精制反应器入口终温为413℃,这已高于反应进料加热炉出口设计温度(405℃);循环氢纯度及氢分压均在第1周期使用方案1组合催化剂时最高,后续几个周期装置直接使用重整氢气作为补充新鲜氢气,致使循环氢纯度及氢分压降低。
2.3产品分布
中质油、轻质油收率最高的均为方案1组合催化剂,其值相应为73.51%,91.24%;方案2组合催化剂运行期间,石脑油收率较设计值高10.81个百分点,这是因为石脑油的设计干点为130℃,但在实际生产中,考虑到石脑油用作半再生重整的热进料,干点提升到145℃所致。需要说明的是:根据化验馏程计算,若石脑油馏程按照130℃干点切割,收率应约为24%,即仍高出设计值约4个百分点;柴油收率较设计值低5.78个百分点,这同样是为满足生产需要,馏程切割点较设计值发生变化所致。
另外,方案2实际运行过程中发现,当裂化反应器一床(简称一床,装填Z3723裂化剂)温升较大时,石脑油收率增加,同时柴油收率降低,因此在满足裂化反应器二床(简称二床,装填Z673裂化剂)反应温度的条件下尽可能的降低一床温升,以达到调节产品分布的目的。但催化剂运行至中期后,出现控制一床温升过低,不能满足二床所需反应热,导致加工量下降的现象,此时只能提高一床温升,导致中质油收率下降,石脑油及气体收率升高。
2.4产品质量
采用各催化剂组合方案,产品均能满足生产需要,质量合格;方案2采用裂化催化剂Z3723和Z673混装时,轻石脑油可直接作为汽油调和组分使用,航煤馏程157~230℃,闪点43℃,烟点26mm,冰点小于-60℃,符合3#喷气燃料指标要求,柴油馏程204~356℃(95%),十六烷值达到66,是理想的清洁柴油调和组分;方案1的航煤烟点最高,全周期平均值为27mm,其他方案的则均为26mm,这表明UOP催化剂组合能更好地满足航煤产品质量的控制。
2.5装置能耗
方案2、方案3和方案4组合催化剂运行期间,装置能耗基本接近;方案1组合催化剂运行期间,装置加工量偏低,为提高加工量,反应采用大空速、低转化率、高反应温度、高氢油比的控制方式,致使反应进料泵、新氢压缩机、循环氢压缩机、反应加热炉等设备能耗偏高,进而导致装置能耗高。
3结论
120万t/a加氢裂化装置分别使用了由UOP、壳牌、FRIPP等催化剂专利商提供的几种催化剂组合方案。运行结果表明,UOP组合催化剂中质油收率高达73.51%,但装置能耗高达39.05kg/t,单位催化剂加工量为0.734万t/t。组合催化剂石脑油收率大于30%,且有利于增产航煤,降低柴汽比,装置能耗约为35kg/t,单位催化剂加工量约为1.4万t/t。
参考文献:
[1]刘黎明,刘雅蕾,陈伟安,戴毓硕,王文平,宋伊晴,王岚,刘增建.多种组合催化剂在加氢裂化装置上的工业应用[J].石化技术与应用,2018,36(02):120-123+127.
[2]姜维,金爱军.加氢裂化催化剂级配技术工业应用进展[J].中外能源,2015,20(11):79-85.
[3]谈文芳,史建公.加氢处理催化剂级配技术及应用进展[J].中外能源,2014,19(08):66-76.
