酸连轧薄带钢塌卷缺陷工艺改进
2019-09-10常志禄高艳王艳艳
常志禄 高艳 王艳艳
摘 要:本文介绍了安钢冷轧有限公司1 550mm酸连轧机组生产0.25~0.40mm厚度薄规格钢卷心形卷缺陷,通过带钢板形控制和卷取张力控制的优化,并对新型钢套筒不断进行试验,逐步实现了0.4mm以下厚度带钢不同厚度范围带钢的卷形控制。
关键词:酸连轧;心形卷;板形控制;卷取张力控制;钢套筒
Abstract: This paper introduced the defect of coronal coil of 0.25~0.40mm thin gauge steel coil produced by 1 550mm acid continuous rolling mill of Angang Cold Rolling Co., Ltd. Through optimization of strip shape control and coiling tension control, continuous test of new steel sleeve, the coiling control of strip with different thickness ranges of less than 0.4mm thickness was gradually realized.
Keywords: acid continuous rolling;sloughing;plate control;coiling tension control;steel sleeve
1 研究背景
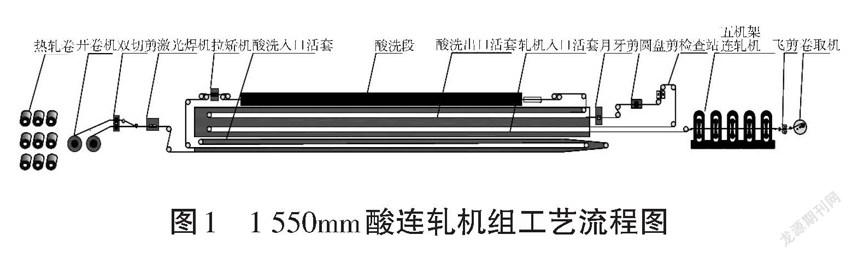
安鋼冷轧酸连轧机组,是1 550mm冷轧工程的一条主要生产机组,其设计产能为120万t/a,成品厚度范围为0.25~2.0mm,宽度为800~1 430mm,产品为冷硬卷。其中,供配套的连续退火机组用料为70万t/a,供配套的连续热镀锌机组用料为35万t/a,外卖冷硬卷的产量为15万t/a。该机组采用双卷筒圆盘回转式卷取机,设计结构紧凑,制造精度和控制精度高。酸连轧机组工艺流程。
2 塌卷现象统计
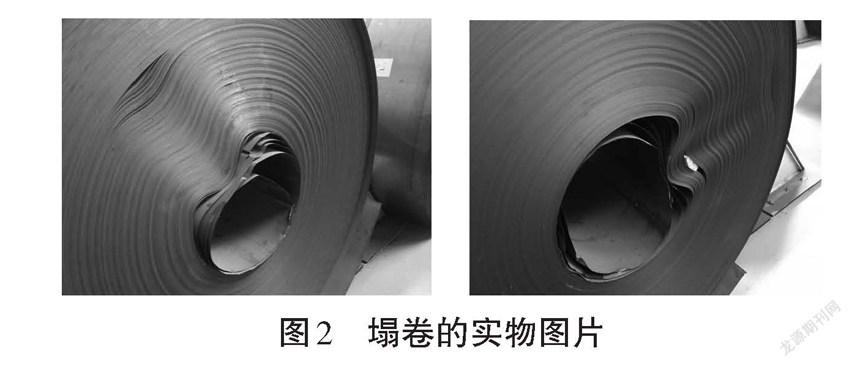
目前,安钢冷轧厂酸连轧机组生产0.4mm以下带钢卷取卸卷后或后续堆垛、运输过程中会出现钢卷内径局部下凹,造成塌卷缺陷,如图2所示。这种缺陷严重影响带钢质量,且难以上卷,给下游工序的生产带来较大难度。自投产以来,0.4mm以下厚度带钢全部投用钢套筒,按照2016年产品构成,预计0.4mm以下带钢产量30.20万t,投用的钢套筒数量约为16 444个,按照钢套筒单价1 837.61元,钢套筒的消耗约3 021万元,吨钢成本大大增加。本文介绍了塌卷变形的原因,并通过带钢板形控制和卷取张力控制的优化,以及新型钢套筒试用的措施,有效改善了0.4mm以下厚度带钢塌卷缺陷。
3 塌卷缺陷影响因素
3.1 卷取张力的影响
张力控制的目的在于保证正常卷取时,卷取机上的带钢张力恒定在设定值。在实际控制中,卷取机有两种工作状态,即速度控制状态和张力控制状态。在点动和穿带期间,其工作在速度控制状态下;当卷取张力建立后,其工作在张力控制状态;从速度控制状态切换到张力控制状态是在切换逻辑控制下自动进行的;在切换到张力控制状态运行后,卷取机的速度给定略高于精轧机组速度基准给定值。由于轧机组和卷取机之间通过带钢的刚性连接,卷取机的实际速度不可能达到速度给定值,卷取机速度调节器的输出饱和,传动系统转入张力控制。由于速度调节器的输出达到限幅值,张力给定值由张力力矩、摩擦力矩、弯曲力矩、加减速力矩、转动惯量补偿的计算结果等决定。同时,卷筒涨缩,套筒承受的压力近似于卷筒压力,卷筒压力和卷取张力成正比,随着带钢卷径的增大而增大。卷取张力越大,套筒承受的箍紧力越大。在外圈箍紧力的作用下,套筒因屈服发生局部下凹。因此,优化卷取张力,有利于抑制卷取中出现塌卷缺陷。
3.2 卷取机内套筒上的影响
生产薄规格产品时,钢卷内圈投用一个钢套筒,一般采用厚2.5~5.0mm的低碳钢板制作。在钢套筒产生压缩变形的情况下,钢卷和套筒会一起产生塌卷缺陷。为避免塌卷的产生,增加套筒壁厚、减小套筒内径将有利于增加管壁的抗压能力,减小塌卷产生的概率。同样壁厚的套筒,套筒直径越小,承受载荷的能力越强。同时,套筒的质量对塌卷的产生也有比较明显的影响,包括套筒的形状、局部缺陷、焊缝强度等。套筒不圆,造成外部受力不均匀。焊缝处不仅强度较低,而且容易产生凸起。因此,需要改善焊接处的质量,进行焊缝光整、打磨,避免套筒焊缝缺陷引起应力集中,导致塌卷。
4 应对策略
4.1 优化卷取工艺参数
前期轧制0.38mm厚度带钢时不投用钢套筒,在不改变轧制和卷取参数时,钢卷出现严重的塌卷缺陷,甚至在卸卷过程中出现严重的抽芯事故,严重影响产品质量和生产效率[1]。
后期,进行0.4mm及以下规格薄带钢卷取时,结合带钢实际规格和具体的带头板形情况,当钢卷带头在卷取机芯轴上顺利包紧后,采取以下调节方法手动干预:①调整轧制参数,控制甩尾时带钢的浪形缺陷;②轧机出口建立张力后,手动调整轧机出口带钢的卷取张力,单位卷取张力控制在50~55MPa;③监控内圈钢卷300mm厚度以内的卷形,卷取机区域带钢跑偏、轧机出口张力波动在10MPa以上的,及时降低轧机生产节奏。
通过优化轧机卷取速度和卷取张力等卷取参数,0.30~0.40mm厚度规格带钢卷卷形得到了一定程度的控制。
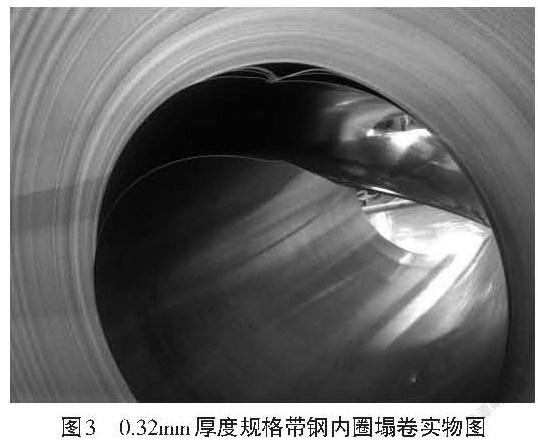
通过一系列工艺参数的优化调整,0.32mm厚度带钢轧制时,卷取后钢卷塌卷现象得到很大程度的控制,出现塌卷情况一般表现为:内圈3~5圈带钢出现一定程度的塌卷,
4.2 新型钢套筒的投用
经过工艺参数调整后,0.30mm仍出现严重的塌卷现象。为解决该问题,要求0.25~0.30mm厚度的带钢生产时必须投用钢套筒,0.3mm厚度以下带钢原设计钢套筒壁厚为12.5mm,其强度完全适应卷取需要。通过实验研究和模拟仿真,材质为Q235B、壁厚为3mm的直焊缝钢套筒即能满足相关要求。新型套筒投用后,带钢头部在卷取机芯轴包紧后,手动将卷取单位张力控制在50~55MPa,控制板形后,在正常卷取速度下,卷取时出口张力保持稳定,未发现卷取提速时钢卷与钢套筒发生相对移动。为进一步保证卷形质量,要避免频繁升速、降速操作。卸卷后卷形正常,未出现塌卷、塔形卷等缺陷。
5 结语
通过工艺参数优化调整,在不投用钢套筒的情况下,实现0.30~0.40mm厚度规格带钢的正常卷取;投用改造后的钢套筒,实现0.25~0.30mm极限薄规格带钢的正常卷取,减少人工调整的干预程度,降低劳动强度;冷轧薄规格内圈塌卷和塔形卷的缺陷得到控制,卷形质量达到国家标准和客户要求。
参考文献:
[1]单传东.卷取机侧导板控制策略优化[J].轧钢,2010(2):50-53.
