汽车发动机活塞连杆组维修工艺流程的设计
2019-09-10熊江勇
熊江勇
摘 要 本文将从汽车发动机的总体构造入手,重点介绍发动机活塞连杆组的构造特点、以发动机活塞连杆组的主要参数为依据,确定发动机活塞连杆组维修的工艺要求,确定其装配步骤。最终形成维修工艺流程。
关键词 汽车发动机;活塞连杆组;检测;维修工艺
引言
在发动机维修过程中,首先必须要有标准,标准是一个相对稳定的参照物,而实际情况是需要我们去探究的,如何探究?对于机械维修来讲,主要是测量,在正确的测量后可以得出能够代表实际情况的各种参数,用这些参数与标准去对比,然后确定维修的方法、步骤。
本篇论文重点讨论的是发动机中活塞连杆组的维修工艺。从部件的测量入手,结合标准的执行,确定维修的方式、方法,最终,形成维修工艺的流程。
1 活塞连杆组的检修
1.1 活塞连杆组的拆装
1、技术标准及要求
(1)活塞环的侧隙为0.02~0.05mm。
(2)活塞环的端隙为:第l道气环0.03~0.45mm,第2道气环0.25~0.40mm,油环0.25~0.50mm,磨损极限值为1.0mm。
(3)3道环不要装错,3道环的开口要错开120°。
2、操作步骤及工作要点
1)活塞连杆组的拆卸
(1)转动曲轴将准备拆卸的连杆对应的活塞转到下止点。
(2)拆卸连杆螺母,取下连杆轴承盖,并按顺序放好。
(3)用橡胶锤或手锤木柄推出活塞连杆组(应事先刮去汽缸上的台阶,以免损坏活塞环),注意不要硬撬;硬敲,以免损伤汽缸。
(4)取出活塞连杆组后,应将连杆轴承盖、螺栓、螺母按原位装回,并注意连杆的装配标记。标记应朝向皮带盘,活塞、连杆和连杆轴承盖上打上对应缸号。
2)活塞连杆组的分解
(1)用活塞环装卸钳拆下活塞环,观察活塞环上的标记,“TOP”朝向活塞頂。
(2)将活塞连杆组浸入60℃热水中,并在热状态下拆下活塞销和活塞。
3)活塞连杆组的装合
(1)活塞连杆组的检验:①活塞椭圆度的检验。许多活塞都制成椭圆形,其短轴在活塞销方向上。活塞椭圆度的检验,应在椭圆度检验仪上进行。椭圆度的值是0.40;②活塞环的检验。用厚薄规检查活塞环与环槽的侧隙:新装时侧隙为0.02~0.05mm,达到0.15mm时必须更换;再用厚薄规检查活塞环与环槽的端隙:将活塞环垂直压进汽缸,使其离汽缸顶面15mm,新环:第1道气环为0.03~0.45mm,第2道气环为0.25~0.40mm,油环为0.15~0.50mm,磨损极限值为1.0mm。
(2)彻底清洗各零件,并用压缩空气吹干净。
(3)活塞销是全浮式,即活塞销和连杆铜套及活塞销座之间均为间隙配合。活塞销与销 座装配时有点紧,可以把活塞在水中加热到60℃(即略比手烫,但长时间接触也不觉烫手),此时用大拇指应可压入。否则即为部件配合不符合要求。
(4)装上活塞销锁环(锁环与活塞销端面应有0.15mm的间隙,以满足活塞销和活塞热胀冷缩的需要)。
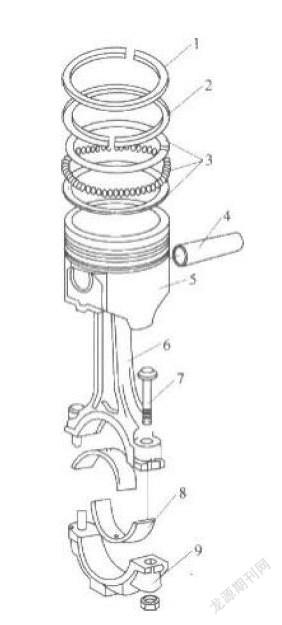
(5)安装活塞环。第1道环是矩形环,第2道环是锥形环,第3道是油环(组合环),要用活塞环装卸钳依次装好。注意:“TOP”朝向活塞顶。
1.2 活塞连杆组零件的小修
在发动机两次大修期间,通常要根据活塞连杆组各零件的损伤程度对其进行小修。其做法是:
对拆下的活塞连杆组进行清洗,以便对其检验和修理,其清洗方法:将活塞连杆组放到汽油或煤油中浸泡,然后用毛刷清洗表面油污和积碳。若活塞顶部积碳较厚难以清洗时,可用铲片或刮刀轻轻刮除,但不得刮伤活塞顶部。在清除活塞环槽内积碳时,可一边转动活塞环,一边用毛刷清洗,直到环与环槽内的积碳洗净,活塞环能灵活转动为止。如环槽内积碳过多,不易洗净时,可取下活塞环用折断的旧环刮净槽内的积碳,但不得刮伤环槽。
2 活塞连杆组的装配
2.1 连杆大端轴承的选配
连杆大端轴承的选配是根据连杆轴颈缩小的直径尺寸和连杆大端轴承座孔的尺寸或修理尺寸来确定的。轴承的缩小尺寸与轴颈的修理尺寸是相适应的。轴承背面通常标有缩小的数字,供轴承选配时用。如轴颈未按修理尺寸修磨,则可选用近似修理尺寸的轴承,然后进行校合、镗削和校刮。
2.2 活塞与连杆的装配
(1)装配活塞连杆:装配活塞连杆时,将活塞加热到80℃~85℃,在选配好的活塞销和连杆衬套内涂少许机油,把活塞销插入一个座孔并稍微露出,随即将连杆小端伸人活塞销座之间并对正活塞销,迅速地将活塞销轻轻敲入连杆衬套内,直到活塞另一侧销座孔锁环槽的内端面,装上锁环。组装后的活塞、连杆,若扳动连杆,应有一定的阻力感觉,若配合不符合规定,应查明原因,予以排除。
(2)安装活塞销锁环注意事项:为防止活塞销窜出,在活塞销装入座孔后,必须在销环槽内正确地装上锁环。若锁环槽过浅,锁环易脱出而造成“拉缸”事故。因此,安装锁环时应注意以下事项:
①安装钢丝锁环时,环槽的深度应为锁环钢丝直径的2/3~3/5。若环槽深度不够时,应车削加深锁环槽。
②锁环装入环槽后,应与环槽贴合牢靠。锁环与活塞销两端面的间隙均应在0.10~0.20mm之间.以适应活塞销和活塞热胀冷缩的需要。间隙过小或没有间隙时,活塞销在工作中可能顶出锁环而造成“拉缸”事故。间隙过小时,可将活塞销适当磨短。
(3)活塞连杆装配后,检查连杆大端孔中心线和活塞中心线的垂直度。若不符合规定,应找出原因,重新矫正后再装配。
3 总结
先分解、测量、确定工艺流程。其工艺流程为:活塞连杆组的拆装、活塞连杆组零件的小修、活塞的损坏与选配、活塞环的损坏与选配、活塞销与活塞销座孔的检修、活塞销与连杆衬套的修配、连杆的检修。
参考文献
[1] 王会让.中国汽车发动机行业市场分析报告[C]//2006年度中国汽车摩托车配件用品行业年度报告.0.
[2] 陈家瑞.汽车构造:下册[M].北京:人民交通出版社, 2006.74-106.
