石油钻井岩屑资源化利用技术研究
2019-09-10陈德邱涛胡小刚赵明洋杜瑞颖
陈德 邱涛 胡小刚 赵明洋 杜瑞颖
摘要:石油钻井岩屑由于缺乏处理技术及手段,造成现场大量堆放,形成环境污染隐患,通过对岩屑进行免烧砖配方研究以及处理装置技术研究,实现了岩屑的资源化利用,有效解决了当前国内钻井岩屑的处理问题。
关键词:岩屑;免烧砖;资源化利用;钻井废弃物
1引言
近年来,国内很多地区都对石油钻井岩屑排放提出了严格要求,通过随钻处理后仍有大量不达标的废弃岩屑在井场堆放,目前尚没有一套经济可行的方法进行处理。本技术研究方案采用橇装设备将废弃岩屑压制成免烧砖,制作的免烧砖可用于钻井井场铺路、井场建设等用途,从而达到石油钻井废弃岩屑无害化、资源化处理的目的。
2 前期技术研究
为了验证废弃钻井岩屑制作免烧砖的可行性,渤海石油装备公司在厂内进行了模拟制砖试验,主要针对钻屑的添加量及制砖配方进行筛选。材料采用硅酸盐水泥、建筑用粗砂、建筑用细石子、粉煤灰、固化剂等与钻井岩屑进行配方试制,通过大量实验,制成的试验砖岩屑添加量为35%左右,样砖抗压强度7Mpa,浸水实验后浸出液符合国家污水排放一级标准。
3 制砖配方研究
废弃钻井岩屑主要成分为土粉,根据前期固控设备处理效果的不同,其含水量主要为30-60%之间,在常规的免烧砖制作过程中,主要添加基料为水泥,由于水泥与土粉不发生硬化反应,在传统观念中,免烧砖应当严格控制土粉的含量,保证砖成品的物理性能。所以对于废弃钻井岩屑制砖的过程中,制砖配方的选取与调配显得尤为重要。通过复配试验,最终选取了如下配比方案:1.岩屑35%;2.粉煤灰30%;3.固化剂5%;4.河沙20%;5.水泥10%。通过对样砖进行检测,指标全部达标。
4 工艺
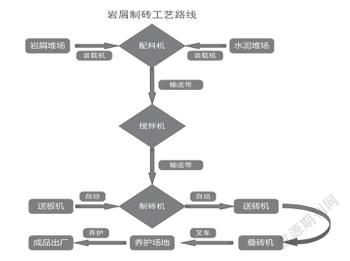
4.1 工艺路线
配料→搅拌→输送→成型→运送→堆放→养护→成品
4.2工艺路线图
5 系统主要组成
5.1系统概述
本套系统核心部件为全自动制砖机,辅以强制混拌机、输料皮带、自动叠砖机等部件,配料、输送、成型、叠料等主要工序全部自动化完成。主要处理设备集成在一个橇上,根据现场不同工艺需要,配备一个粉碎机(若需)、多级配料机在另外一个橇上,最多两个橇即可完成制砖工作。两个橇根据井场现场情况可放置在平板拖车上直接进行工作,也可拉运至现场,吊运至指定场地进行工作。
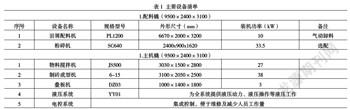
5.2主要设备简介
5.2.1岩屑配料机
岩屑配料机是整体设备的前台自动配料设备,可根据免烧砖配比要求自动完成岩屑、水泥等物料的配料程序。由储料斗、称量系统、输料系统、电控系统等部分组成。
5.2.2物料搅拌机
物料搅拌机由上料、搅拌、卸料、供水、电气、钢构等部件组成。主要进行岩屑、水泥及其他添加剂的强制搅拌,保证物料混拌均匀、湿度合适,为最终进入制砖成型机提供合适的混拌物料。
5.2.3制砖成型机
制砖成型机作为本方案的核心设备,包含成型机、送板机、送砖机等设备。系统由PLC电脑智能控制,采用液压传动、振动加压成型。电脑控制可根据不同的制砖岩屑配比的需求,随机调整参数。送板、成型、送砖动作互相呼应及互锁,安全稳定。随机监测故障自动提示、人机对话。选用不同种类和规格的模具,可生产多种规格路面免烧砖及墙体免烧砖。
5.2.4自动叠砖机
采用机械同步传动,产品提升平稳,由PLC主电脑控制,将成型后的产品升至7层。低位变频,自动将制品立体堆放,减少人工费用,便于叉车进行叉运。
6 现场应用
该产品自2018年9月在渤海钻探50501、40688、50674等井隊现场进行工业化应用6口井,共处理岩屑4800方,所制作免烧砖经过20天养护后,经过检测样砖抗压强度10Mpa,浸出液指标达到国家污水一级排放标准,满足设计指标。现场制作成品砖全部用于铺设井场及井间道路。
7 结论
石油钻井岩屑处理一直是业内难题,通过本技术的应用,能够实现岩屑在井场或井场周围现场压制免烧砖,制作的免烧砖用于铺垫井场道路,实现了钻井废弃岩屑的资源化利用。
基金项目:国家页岩气重大专项课题六页岩气和煤层气开发环境保护技术集成及关键装备(2016ZX05040-006)
