烤机预加热新技术的研究
2019-09-10张照德苏吉传李锐洪
张照德 苏吉传 李锐洪
摘 要:针对国内外复烤行业为实现低温慢烤的加工工艺,大都以增加复烤机干燥区、回潮区的长度来弥补车间环境变化带来的影响,但受到资金成本、设备及厂房扩改建受限等各种因素的制约,在烟片复烤机结构性能不变的条件下,本文通过自主研发,在烤机前设计安装一套烤机预加热设备,对烤前物料进行适时预升温处理,实现低温慢烤的工艺,控制烤机入口水份和温度,减小操作调节的滞后带来的出口打包水份波动,降低烟叶收缩率(卷曲率),提高復烤烟叶保香增润能力。
关键词:打叶复烤;低温慢烤;预加热;保香增润
打叶复烤加工过程中,二润出来的烟叶经过打叶和风分的次数不同,导致含水率及温度不同,再加上要经过较长的输送带后才能到达烤片机入口并且在输送过程中是外露的,受车间温湿度环境影响当天气变化较明显时,会导致进入烤片机的来料烟叶水分发生大幅变化,给烟叶复烤生产带来调整难度,出口水份波动大,调整时间长,同时由于环境温度变化较大,极大地增加热交换器加热消耗的热能。针对目前复烤车间环境情况,要把车间做到恒温恒湿就需要新增空调系统,车间场地大外界气候变化大,需要技术改造,所需成本高,后期使用能耗、维护成高等问题。稳定烤机入口来料的温度和水分尤为重要,直接影响着加工后烟叶的品质,稳定的烤机入口水份和温度能提高操作的精确性和准确性,提高烤片机冷却区水分、机尾水分的一致性和稳定性,有利于后续的卷烟生产。所以在烤片机入口设计安装一个烤机预加热系统满足要求。
一、烤机预加热系统研究内容
本系统在烤片机前端区域研发一预加热设备,杜绝烤前温度较低的物料进入烤机后温度瞬间温度突升到55-60℃左右,使烟叶产生卷曲,收缩现象,导致烟叶在复烤过程中香气量不足、感官舒适度下降等突出问题,冷去区和出口水分不均匀性问题,以适应来料温湿度变化的影响和适应各种加工气候条件。烤机预加热设备要增加2台进料辅联设备(1台皮带机、1台振槽),增加1台烤机预加热设备(协作研发设备),增加2台出料辅联设备(1台振槽、1台皮带机)。本系统采用旋转式的热风加热装置,主要由空气加热器、风机、热空气通道、温湿度传感器和测量仪表等组成。热风风机将经过空气加热器加热的一定湿度的热风由机架下的均风室从滚筒的底部吹入,利用物料与热风的对流大大提升二者间的热交换,达到快速提升物料温度而又不致脱水的目的。热风风机通过变频器控制,可自动调节热风的风量,风管上设有温湿度传感器,用于检测热风风温和湿度并送生产线电控柜参与控制。
二、烤机预加热系统原理及方案设计
烤机预加热系统工作原理图,烟叶片由振动输送机送入烤机预加热加工系统滚筒内,滚筒由传动装置驱动旋转,随着滚筒的转动,烟叶片受重力的作用由较高的一端运行到较低的一端时便干燥完毕从出料室送出。网状滚筒一方面又起到耙钉抄料的作用,把烟叶片抄起来后靠自重落下,使烟叶片与穿入气流的接触表面增大以提高提温速率,并能促使烟叶片自滚筒的一端运行至另一端。同时由于热风是自下向上穿入网状滚筒,烟叶片在受滚筒的轴向倾角及耙钉抄料的高点抛料疏导作用下与穿入筒内的可控热风均匀热交换,辅助托起且松散烟叶片,满足烟叶片进行均匀加热增温目的。使进入烤片机的烟叶温度水份均匀一致。
烤机预加热加工系统主要由风罩、滚筒、出料室、进料室、机架、风管、管路系统、及电控系统构成。风罩由框架、密封装置、观察门、调风装置等组成。风罩是整个设备的穿流风收积出风的主要部件。两端装有密封圈,以防止滚筒内热量和叶片的泄漏。穿流区框架由钢板、矩形管组焊而成,侧面设有观察门,用于维护和检修网状滚筒。滚筒是烤机预加热加工系统的主要部件,它由网筒、筒体骨架、滚道、大齿轮等组成。滚筒的内壁装有6组抄料耙钉,用于松散、抄起烟叶片的作用。滚筒通过筒体两端的圆形滚道由机架上的四个支承辊轮支承。安装在滚筒前端的大齿轮是滚筒转动的传动零件。另外,滚筒的进料端安装有密封圈及箍带,以防止漏料。
出料室由保温层、主体支架、观察门、旋转过滤除尘装置、滚筒密封等组成,安装在设备的出料端。主体为带保温层的框架结构形式,由不锈钢矩形管和不锈钢板组焊而成,是烟叶片的出料口。正面设有活动门,便于设备工作停机时检修和清理滚筒。保温盖板用不锈钢板制作而成,起防止热量散失。主体支架用优质不锈钢板组焊而成,左右有一个观察门,用于维护和检修出料端支承辊轮。此门只有授权人员在维护和检修设备时才能打开,设备运转时禁止打开以防夹手。滚筒与出料室相连处安装有密封圈及箍带,以防止漏料。
机架由支腿、框架、顶起装置、驱动组件、支承辊轮组件、限位轮组件、螺引排渣装置等构成支承辊轮组件由四个辊轮和大、小挡轮组成。支承辊轮的表面与滚筒滚道紧密贴合,是滚筒转动的支承部件。辊轮下有调节机构,调整辊轮的位置,可改变滚筒与机架上平面的相对位置,需保证滚筒轴心线与机架宽度中心线在同一平面内,使筒体不上下窜动。在进料端装有两个尼龙挡轮,以防止滚筒沿轴向上窜下滑。传动系统采用链传动方式,采用变频调速装置,结构紧凑,调速平稳。电机按变频器给定的频率输出转速,通过减速机进行第一级减速后,通过链传动将转速输送到小齿轮,由小齿轮与滚筒大齿轮啮合,实现第二次减速。电控柜根据工艺要求,确定相应的电信号输入变频器,从而改变电机的输出转数,使滚筒实现无级调速。
三、现场实施
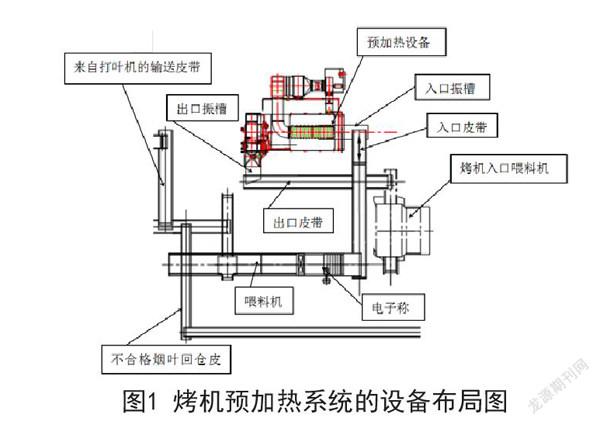
依据原有工艺设备布置情况,在异物剔除机后烤片前,即在两组贮柜与烤片机之间,结合与之配套的原仓式喂料机,合理设置烤前烤机预加热工艺加工单元。该工艺加工单元设计安装后,合理留出通道位置,靠西边车间南北方向主通道(设备与墙间距离)宽度保持在3.5米左右,烤机预加热加工装置与贮柜之间距离约4.4米左右,配套的原仓式喂料机与贮柜(373B)之间距离不少于1.5米,如图1。
图1 烤机预加热系统的设备布局图
烟叶经叶梗分离后的叶片经烤前贮柜,经流量控制后通过换向装置选择进入烤机预加热加工装置旁线,物料进入烤机预加热加工装置前设置1台烟叶松散装置,起抖散、摊薄、抛洒物料,使物料进入烤机预加热加工装置后能充分与热风接触,均匀提升物料温度。出口设置1台烟叶松散装置,起进一步松散物料作用,最后通过输送设备把物料输送回烤片机前主线设备中。
四、结语
研发的烤机预加热系统主装置为一个相对密闭的腔体,烟草物料在腔体中能与热风充分接触,可均匀提升物料温度。密闭的腔体配置循环热风结构,可有效对物料持续升温。循环热风结构设置排潮、除尘装置,保持腔内温湿度稳定,加温有效、可靠。动态控制和维持腔内温度能够使烟叶进行性加温而不产生烟叶发生卷曲、收缩现象。烤机预加热加工装置通过前后温度、水分检测装置回馈信号自动控制热风温度和热风风量。针对物料特性,动态控制物料在腔体中的停留时间,以满足物料温度水份均匀。烤机预加热系统通过穿流热风+抄板结合充分实现柔性松散、均匀增温,保证出料温度、水分的均匀性,排潮和直喷蒸汽,有效降低受热烟叶的水分流失及有效控制不同时段(季节)所处理烟叶出料水分的一致性。系统投入使用后,使打叶后进入烤机前烟叶不受生产环境和二润等水份波动的影响,保证了烤机入口的水份温度均匀温度,提高了烤后烟叶的冷却水份、出口及打包水份的均匀,降低了烟片收缩率,提升了打叶复烤质量水平和烟叶使用价值。
参考文献
[1]赵静.烟片复烤机流量恒定控制的设计应用[J].自动化与仪器仪表,2014,(5).
基金项目:红塔烟草(集团)有限责任公司科研项目《柔性动态低温烤片工艺单元的研究与应用》(S-6018003)。
作者简介:
张照德(1969.11),男,白族,云南省大理市人,工作单位:红塔集团大理卷烟厂,职称:工程师,研究方向:机械自动化。