磨煤机端盖裂纹处理技术探讨
2019-09-10李金秋


摘 要:火力发电厂的磨煤机是保证锅炉满负荷运行的关键设备,磨煤机端盖在长周期运行过程中承受巨大的载荷并伴随着低频振动,铸件的应力集中部位会出现开裂的现象。更换端盖由于设备制造周期长,更换难度大,将对锅炉长周期满负荷运行造成一定影响。本文通过介绍对该裂纹的成功补焊,减少了磨煤机的停运时间,为锅炉的安稳长满优提供了设备保证。
关键词:磨煤机;裂纹;冷焊
1 设备概况及问题概述
巴陵石化公司热电部(城区)#2机炉于1992年9月投入使用,其制粉设备是由西安电力机械厂生产的DTM290/470磨煤机,每台机组配置2台磨煤机。机组运行至2015年2月份,共运行接近120000小时。
巡检中发现甲侧磨煤机端盖有一处裂纹,为贯穿性裂纹,长度达到2300mm以上,端盖板厚度为40mm。由于无该端盖备品备件,临时生产周期在三个月以上,且费用较高,无法满足电厂实际运行需要,决定对该处裂纹进行打磨消除后补焊处理。
2 焊接修复工艺
2.1 材料的焊接性能
端盖轮毂材质为ZG35CrMo,强度和切削性良好,可用于制造载荷较高的耐磨零件,如辊子、缸体、制动轮、大齿轮等,其化学成分和力学性能如下:
碳钢的焊接性主要取决于碳当量,随着碳当量的增加,焊接性逐渐变差。根据国际焊接学会碳当量公司计算Ce=0.708%,焊接热影响区淬硬倾向严重,冷裂纹敏感性强,焊接区易出现冷裂纹和堆焊层金属剥离。
2.2焊接工艺参数的选择
2.2.1焊接材料的选择
因焊后不再进行调质处理,选择焊接材料时没有必要考虑成分和热处理工艺必须与母材相匹配的问题,主要是防止冷裂纹。故本次焊接材料选用塑性和韧性好的纯奥氏体铬镍钢焊条A407,能使焊接变形集中在焊缝金属上,减少了近缝区所承受的应力,焊缝为纯奥氏体,可溶解更多的氢,避免了焊缝中的氢向熔合区扩散。
2.2.2工艺参数
为避免过热区奥氏体晶粒粗化,减轻高温回火区的软化,获得对冷裂纹敏感性低的组织,应使焊缝在高温停留时间短而冷却速度慢。为此,应用小的焊接热输入,预热温度取低值,焊后立即后热。
2.2 裂纹修复方案
2.2.1先将有裂纹区域附近全部打磨平滑光亮后,用渗透探伤确定裂纹的长度,并做好记号,在裂纹两端用φ10mm钻头钻一止裂孔。先用碳弧气刨将裂纹刨去20mm,再用砂轮机和合金磨头将打磨区域进行修整,打磨掉5mm左右氧化淬硬层,将该区域修磨成U型坡口形状。最后用渗透探伤检查确认除底部裂纹外其余裂纹是否完全消除,如未完全消除则继续打磨、探伤,直至裂纹彻底消除。
2.2.2焊前用氧气-乙炔火把将补焊部位周围50-100mm范围内均匀预热到150℃左右,用测温枪控制温度。施焊时要求进行间断和对称焊接,每根焊条以2-3次焊完为宜,焊接过程中应对每个焊道进行锤击以消除焊接应力,焊接时用测温枪跟踪焊道边缘母材温度,不能有较大升高,如超过300℃应停止焊接,等冷却后再继续施焊。
2.2.3 端盖板外部裂纹消除后,進磨煤机筒体,将内部端衬板拆除,用前述方法将剩余裂纹消除。
2.2.3考虑到该材料焊后可能产生延迟裂纹,焊后对焊缝立即进行200-250℃消氢热处理,方法仍然采用氧气-乙炔火把加热方式,并用测温枪控制温度,持续时间至少在30分钟以上。
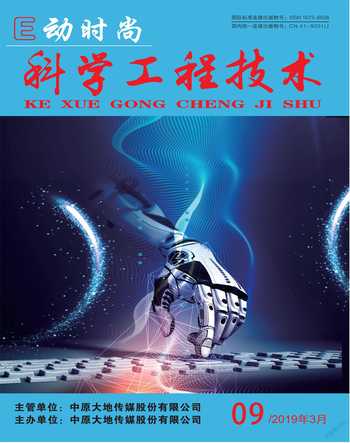
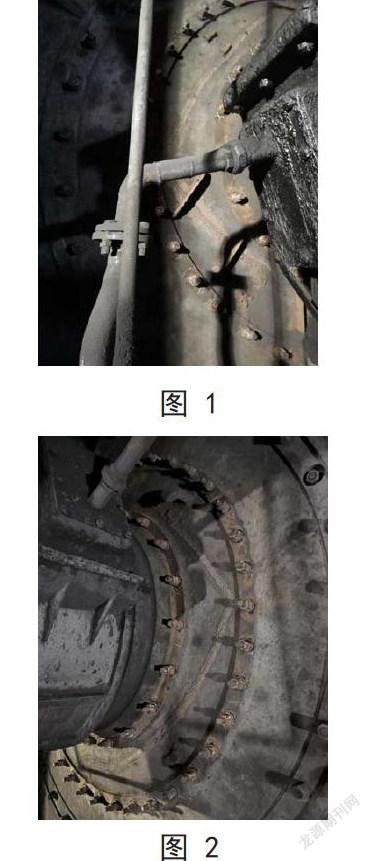
2.2.4对焊缝进行表面打磨,将余高打磨平整并且整条焊缝周边圆滑过渡。用渗透探伤检查焊缝表面及热影响区附近区域,无超标缺陷后整个焊接工作完成,如图1、图2。
3 实施效果
该磨煤机补焊后投入正常运行,对该补焊区域进行跟踪检查,最初为每周检查一次,一个月后改为每月检查一次,至今该磨煤机已经运行3年,超过15000小时,未出现开裂情况,现已视为永久修复。
4 结论
从该部位后续运行的情况看,该处理方案处理后设备运行情况良好,为同类设备裂纹修复提供了经验。
作者简介:
李金秋(1968.10--)男,助理工程师,从事设备技术管理工作。