刀具补偿在数控铣床加工中的应用研究
2019-09-10王鑫盛宋涧金洪翔
王鑫盛 宋涧金 洪翔
数控机床主要就是应用数字程序来进行机床控制来进行生产制造的一种机械设备。在进行零部件加工的过程中,零部件的外形并不是刀架中的刀位点的运动轨迹,所以在进行加工制造的过程中应该充分考虑到工件的轮廓外形与刀具几何形状来计算确定刀位点的运动轨迹,从而可以满足加工制作的需要。
刀具补偿;数控铣削;编程加工;应用
1 刀具补偿概述
刀具补偿主要包含了长度补偿与半径补偿两个方面。
1.1 刀具半径补偿
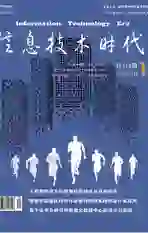
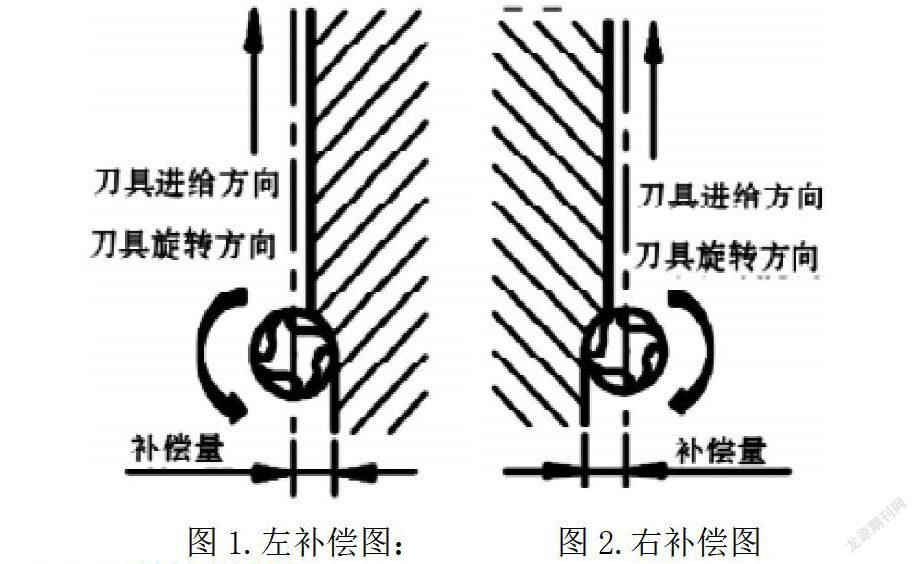
数控程序主要是按照零件轮廓尺寸来进行编制确认的。因为刀具自身所存在有一定的半径尺寸,所以在刀位点运动的过程中其路径并不是零件的轮廓尺寸,而是需要刀具自动的运行刀具半径尺寸,这种偏移就是我们通常所说的半径补偿。(1)刀具半径补偿指令。刀具半径左补偿:G41G00/G01X_Y_Z_D_F_。刀具半径右补偿:G42G00/G01X_Y_Z_D_F_。取消刀具半径补偿:G40G00/G01X_Y_Z_。(2)G41、G42指令的判断方法。如下图1中所示,在垂直方向中,轮廓处于平面第三轴的正向中,从刀具的进给方向中可以发现,如果刀具处在了轮廓的左侧位置上,此时就称之为左补偿,即左刀补;如果处于轮廓的右侧则称之为右补偿,即右刀补。,即左刀补[如图1];如果处于轮廓的右侧则称之为右补偿,即右刀补[如图2]。
1.2 刀具长度补偿
数控机床主要是通过控制刀架在坐标系内的运动来完成零件的加工,一般都需要多種刀具来轮换使用才能达到最终的要求,而刀具长度也存在很大的差异。即便是尺寸安全一致的刀具应用到一台数控机床中,刀尖所处的位置也是不同的。
2 刀具补偿的作用
2.1 提高了刀具的适应性
在数控铣床加工中.刀具是处于不断磨损、更换中的,应用刀具补偿能够减小因刀具磨损、更换、偏移而造成的误差,有效提高数控铣床的加工精度。假设原数控机床刀具补偿值为x.z,经过一段时间的机械加工.刀具产生一定的偏差量,即ox.az,则新的刀具补偿值为(X-.X),(Z2).仅需要对变化量进行调整,而不需要重新设置数控控制程序。刀具磨损也可以使用该方法进行调整。当刀具更换时,操作人员可使用新刀具的刀具补偿值替代现有的刀具补偿值,从而改善因数控机床刀具磨损、更换、偏移造成的加工精度降低的问题,提高机床刀具的适应性.简化数控机床操作。
2.2 有助于实现加工件粗精加工
调整加工精度是机械零件加工中的常规操作,也是提高机械加工效益的必要措施之一。在调整加工精度过程中,如人为设置刀具中心与工件轮廓的偏置值,而非根据实际偏差值,则加工的零件精度较低[1]。即粗加工。在粗加工过程中,可在刀具实际半径的基础上加上精加工余量作为刀具半径补偿值。在精加工过程中,操作人员只需要愉入刀具实际半径值即可进行粗精加工的转换。具体补偿转换方法为:先通过人工方式输入刀具半径补偿值.包括刀具半径补偿和加工余量,即可完成粗加工的刀具的设置:在精加工时,操作人员可在粗加工的基础上输入微调量.即可实现粗加工向精加工的转换。在实际操作中,微调量应根据实际情况进行确定,可在粗加工后进行实际测量,如粗加工尺寸大于精加工尺寸则调整量为正值。如粗加工尺寸小于精加工尺寸则调整量为负值。通过刀具偏差补偿的方式对数控机床偏差进行调整,不但简化了数控铣床编程,降低了机床操作难度.而且提高了加工精度,确保了机械加工质量。
3 刀具补偿应用实例
3.1 刀具半径补偿的应用及实例
使用同一段程序开始进行零件加工制造。(1)在粗加工阶段,在进行刀具补偿设计中应该包含刀具半径与精加工余量。(2)精加工过程中,应该将刀具补偿尺寸设定为刀具半径尺寸。例如:按照开始进行零件加工,用Φ25立铣刀设置不同的补偿尺寸来开始凸台加工制作,精加工留3mm余量。
3.2 程序如下
O1841(主程序)G17G54G90G40G49G21→M03S1200→G00X65Y0Z50→Z2→G01Z-5F150→G41G00X30D01M98P0001(粗加工)G40X65→G41G00X30D02(D02=刀具半径=12.5)M98P0001(精加工)G40X65→G00Z50→M05→M30→O0001(子程序)→G01Y-20→G02X20Y-30R10→G01X-20G02→X-30→Y20→R10→G01Y20→G02X-20Y30R10→G01X20→G02X30Y20R10G01Y0→M99使用同一程序开始进行凹凸型的加工。(1)外廓尺寸加工应该设置刀具偏置尺寸来开始加工。(2)内廓形状加工中,可以通过设置偏置值来开始内侧尺寸加工。例如:中加工60×60槽,其与路线完全相同,此时可以使用子程序00001,应用不同的刀具补偿方式可以达到最终尺寸的需要。程序如下:O1842→G17G54G90G40G49G21→→M03S1200→G00X0Y0Z50→Z2→G01Z-5F120G42G01X30D01→M98P0001(粗加工)→G40X0(取消刀具半径补偿)→G42G01X30D02(D02=刀具半径=12.5)→M98P0001(精加工)→G40X0→G00Z50→M05→M30。
3.3 刀具半径补偿使用注意事项
(1)刀具补偿主要就是在加工的过程中刀尖位置移动到零件位置之后,其应该从刀具中心编程偏移刀具半径尺寸。在建立与取消刀具补偿时,应该确保在相同一侧来进行,从而防止出现刀具干涉的情况。(2)半径补偿的建立与取消是利用G00或G01程序指令来实现的。在应用G00指令时,应该先设置刀具补偿,然后才能根据需要进行补偿的取消。(3)建立或取消半径补偿的过程中,应该选择合理的方式来进行。此时可以根据需要在程序中加入一些圆弧辅助程序命令,从而实现圆弧切入与切出。(4)刀具补偿时,应该防止出现刀具过切的情况存在,通常在程序编制的过程中,不能存在有两段或者两段以上的非补偿平移命令存在。
结论:
简而言之,文章结合实际,将刀具补偿技术为研究对象,深入分析该技术在数控铣削编程加工中的应用要点,实践可知,通过刀具补偿技术的应用,能够克服数控铣削编程中遇到的难点问题,给数控铣削编程加工的工作效率起到了促进作用。
参考文献
[1]高秀兰.利用数控机床刀具补偿功能编程的技巧[J].工具技术,2019(09):019.
[2]秦曼华,谢学浩.巧用数控机床刀具补偿功能[J].机械工程师,2017(03):041.
[3]肖爱武.数控加工中刀具补偿功能的应用[J].机械工程师,2018(05):016.