监控烙铁钎焊焊接时间的方法及装置
2019-09-10陈晓勇
摘 要:本装置通过计时模块以及与其分别连接的信息处理模块和数据存储模块的设置,实现对焊接时长的监控和存储记录,和对整个焊接工序和焊接装置的有效监测。本装置还可通过设定显示模块和设定模块,对所述数据存储模块所存储数据进行查询和设定,方便了操作人员的操作。除了对所述焊接时长监控装置的内部设定,其还可以连接外部的计算机设备,用于将所述数据存储模块存储的数据导出,以便更清楚统计监测数据。
关键词:手工钎焊;焊接监控;电烙铁;焊接时间
中图分类号:TG409 文献标识码:A 文章编号:2096-4706(2019)10-0036-03
Abstract:The device realizes the monitoring and storage record of the welding time by the setting of the timing module and the information processing module and the data storage module connected to it respectively,and realizes the effective monitoring of the whole welding process and the welding device. The device can also query and set the data stored by the data storage module by setting the display module and the setting module,thereby facilitating the operation of the operator. In addition to the internal setting of the welding duration monitoring device,it can be connected to an external computer device for exporting data stored by the data storage module for more statistical monitoring of the data.
Keywords:manual brazing;welding monitoring;electric soldering iron;welding time
0 引 言
烙鐵钎焊是基站天线生产工艺很重要的组成部分,钎焊质量的好坏除了焊接的温度对其有影响外,同时焊接的时间也是影响锡焊质量的一个重要因素。每一种焊接的母材除了有标准的焊接温度外,同时也有标准的焊接时间,在行业中手工焊接是靠人工凭感觉去掌控焊接的时间。这个焊接时间决定了一个焊点的好坏,同时也决定了一个产品焊接的可靠性:焊接时间长了被焊器件可能出现氧化、镀层脱落等不良现象,导致对产品的质量、相关指标有很大的影响,同时对生产效率也有很大的影响;焊接时间短了被焊器件可能出现虚焊、假焊、冷焊等不良现象。往往这个焊接的标准时间人工很难去掌控。
文章针对现在目前钎焊工艺焊接时间监控展开讨论,并对这一问题提出解决方案。
1 目前基站天线行业生产中手工焊接状态
每一种钎焊的母材除了有标准的焊接温度同时也有标准的焊接时间。在基站天线行业中手工焊接是靠人工凭感觉去掌控焊接的时间。这个焊接时间决定了一个焊点的好坏,同时也决定了一个产品的焊接的可靠性:焊接时间长了被焊器件可能出现氧化、镀层脱落等不良现象,同时对生产效率也有很大的影响;焊接时间短了被焊器件可能出现虚焊、假焊、冷焊等不良现象,这些不良现象直接导致产品指标的不良。
针对焊接时间难以掌控这个问题,设计此用于监控手工烙铁钎焊焊接时间的方法及装置。
2 装置的模块组成及各模块的作用
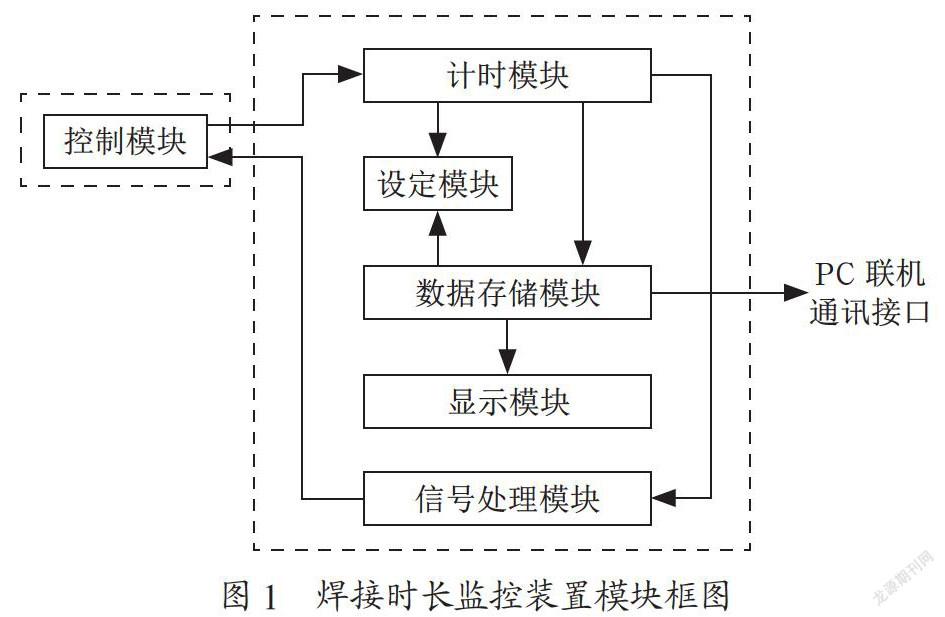
如图1所示,焊接时长监控装置包括:计时模块、信号处理模块、数据存储模块、显示模块、设定模块、控制模块。
计时模块:用于焊接计时操作,如倒计时操作。
信号处理模块:根据计时模块发送的信息,如倒计时信息,判断焊接工序是否应该结束,若是,则通过发出提示信息,提醒操作人员停止焊接工序或者直接控制停止焊接操作;若不是,焊接工序继续进行。
数据存储模块:存储焊接时长监控装置所设定或生成的数据,设定或生成的数据包括焊接时长和焊接错误概率(焊接时长包括单个焊接时长和总焊接时长)。该焊接时长监控装置可以通过数据存储模块存储相关的焊接数据,以便调用和调整,提高工作效率。对启动信号和确认信号的时间点进行了记录存储。若超过设定模块进行焊接时长的设定值且计时模块没有接收到确认信号时,则记录为焊接错误。在焊接一批工件的时候,通过焊接时长监控装置的自动连续工作,可以准确记录总焊接时长和焊接错误概率。
显示模块:与数据存储模块连接,用于查询所述设定或生成的数据以及历史操作数据,便于查询,更加有利于焊接工序中对焊接数据的调用以及调整。
设定模块:用于设定焊接时长,其分别与计时模块与数据存储模块连接。在进行焊接工序之前,根据需要和参考数据存储模块已有的历史数据,通过设定模块重新设定;或者根据历史参数,选择设定。该焊接时长被计时模块设定和执行的同时,也被存储在所述数据存储模块中,供焊接工序调整参数使用。
控制模块:连接计时模块和信号处理模块,并控制两者的连接。焊接开始时,通过通断模块导通所述计时模块和信号处理模块,当计时模块倒计时完毕时,计时模块产生并向信号处理模块发送触发信号,经过信号处理模块对触发信号进行处理并向通断模块发出提示信号,通断模块向操作人员发出指示,如以指示灯、声音或震动等方式提醒操作人员停止焊接。
控制模块包括轻触开关和信号提示单元:当烙铁头碰到焊点时按下轻触开关,此时计时模块启动焊接倒计时,当达到设定的焊接时长时,计时模块產生并向信号处理模块发送触发信号,触发信号经过信号处理模块处理后再向信号提示单元发出提示信号,信号提示单元向操作人员发出提醒指示,提醒操作人员停止焊接。
控制模块通过固定机构固定在烙铁上,方便操作人员使用焊接时长监控装置。除了焊接时长监控装置利用方式外,还可以通过焊接装置直接启动计时工作:焊接装置开始焊接时,焊接装置向计时模块发送启动信号,启动计时模块的计时操作,当焊接装置完成焊接时,向计时模块发送确认信号,确定焊接完成,其中,计时模块收到启动信号与确认信号之间的时间间隙为所述单个焊接时长。
焊接时长监控装置还可以用于与外设计算机设备连接。计算机设备与数据存储模块相连接,数据存储模块的存储和计算机设备的导出数据,对后续的重复加工工序提供了重要的生产数据,通过监测焊接时长,实现对整个焊接工序和焊接装置的有效监测。
焊接时长监控装置通过计时模块以及与其分别连接的信号处理模块和数据存储模块的设置,除了实现计时加工外,还能对相关的设定和历史数据进行存储,便于日后焊接加工的调用和调整,提高工作效率。
该焊接时长监控装置还可以包括显示模块和设定模块,实现对所述数据存储模块的存储数据进行显示以及焊接时长的设定。
3 硬件组成部分及作用
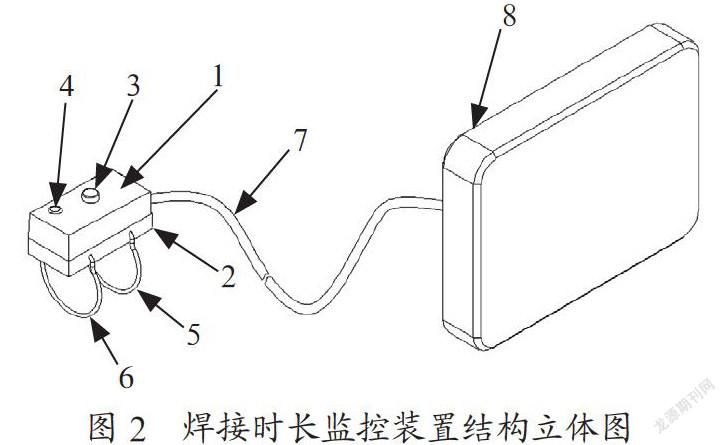
本装置由操作控制部分1、2、3、4,固定装置5、6,导线7,专用计时装置8等四大部分组成,如图2所示。
操作控制装置由按钮固定件1、2,通过用螺钉锁附将轻触开关3及提示装置4(如指示灯、蜂鸣器或震动马达等)装在其内部。轻触开关3,用来控制专用计时装置8计时开始/停止功能。
固定装置5、6,用来固定按钮固定件1、2在焊接工具(电烙铁等)上。
导线7,用来轻触开关3,信号提示装置4(如指示灯、蜂鸣器或震动马达等)与计时装置的连接控制。
专用计时装置8,集成了焊接时间设定功能、存储相关参数设置及相关数据,此数据包含单个的焊接工时、总焊接工时、及操作失误频率等。通过自带屏幕可显示及查询相关的参数设定及查询历史操作数据并且此装置与PC连接通讯后可导出相关数据并生成相应的报表供查询相关的工艺参数。
实际操作方法:
(1)先在专用计时装置8设置所需要的焊接时间(所需要的焊接时间为标准的焊接时间)。
(2)将操作控制装置通过固定件1、2固定在焊接工具上(比如电烙铁等)。
(3)通过轻触开关3直接启动专用计时装置8开始进行计时工作(当烙铁头稳妥的接触到被焊接的工件时,立马按下轻触开关3,向控制专用计时装置8发送启动信号,此时开始进行倒计时)。
(4)当达到所设的完成焊接时,专用计时装置8发送确认信号到信号提示装置4(如指示灯、蜂鸣器或震动马达等),发出相应的提示信号时操作人员立马撤走烙铁。其中,启动信号与确认信号之间的时间间隙为所述单个焊接时长也就是标准的焊接时间。
4 结 论
通过该监控烙铁钎焊焊接时间的方法及装置,可实现焊接时间的准确控制。将焊接的时间控制在焊接母材所需的标准的时间内,达到最好的焊接效果,从而保证了产品指标。此装置还能对相关的设定和历史数据进行存储,其可连接外部的计算机设备,用于将所述数据存储模块存储的数据导出便于日后焊接加工的调用和调整及相关的工艺过程分析。
参考文献:
[1] 史建卫,温粤晖.现代电子装联软钎焊接技术 [M].北京:电子工业出版社,2015.
[2] 袁海武,程定富,陈金强.基于焊接设备的实时监测与数据分析系统设计 [J].现代信息科技,2018,2(11):163-165.
[3] 李帅.基于视觉成像的机器人中厚板多层多道焊接技术 [J].现代信息科技,2018,2(9):169-172+176.
作者简介:陈晓勇(1985.10-),男,汉族,江西赣州人,工艺工程师,研究方向:基站天线工艺及相关配套自动化。
