WSS300摇摆式蓝宝石金刚线切片机
2019-09-10叶国卿
叶国卿


摘 要:介绍了蓝宝石多线切片机的发展技术背景,并对上海汉虹精密机械有限公司基于多线切割技术自主研发的WSS300蓝宝石切片机的结构、性能做介绍,对关键技术以及切割工艺进行实验分析,对多线切割技术在蓝宝石切片领域应用进行初步探讨。
关键词:多线切割;金刚线;摇摆切割;蓝宝石切片机
1.蓝宝石多线切割机开发背景
随着我国信息产业特别是半导体行业迅猛发展,对蓝宝石片的需求量越来越大,精度要求也越来越高,传统的蓝宝石切片机采用内圆切割,这种切割机的刀片人口厚度在0.28~0.35mm之间,加工效率低,材料耗损大,出片率低,晶片表面质量较低。蓝宝石采用多线切割技术是目前世界上先进的切片加工技术,尤其是采用了摇摆技术,用金刚线进行高速切割,切割效率高,切割尺寸精度高、TTV(Total Thinkness Varation 总厚度变化)较小,表面粗糙度好,降低了后道加工难度和加工成本。
蓝宝石切片机作为蓝宝石晶片加工的重要设备,广泛应用于LED衬底片和各种窗口片的加工,同时还可以应用于磁性材料、晶体、光学玻璃、贵重金属、压电陶瓷、钨钼及半导体硅等脆硬性材料的切割。
20世纪90年代多线切割技术采用的是游离砂切割技术,采用普通钢线,喷淋上SiC重油悬浮液进行切割,由于磨粒和工件实际接触的面积较小,造成材料移除率较小,切割效率较低,而且重油会对环境产生污染,需要进行环保处理,增加了使用成本,随着电镀金刚线技术的成熟和广泛应用,降低了金刚线成本,使得多线切割技术采用了高效切割的金刚线进行切割成为一种广泛应有技术,采用金刚线多线切割直接使用水进行冷却和润滑,不会对环境造成化学污染。
2. WSS300蓝宝石切片机主要技术特点
WSS300蓝宝石切片机采用稳定的摇摆单元、高精度切割主轴、稳定的绕线轮、小导轮高刚性无轴向窜动设计,切割平稳精度高,最高线速度达到1000m/min线速度,高配版本采用1200m/min,最快1.5s加速达到最高切割速度,切割效率高。整机外形图见图1。
WSS300蓝宝石切片机带有自动布线功能,切割线每缠绕一圈自动布线机构步进一个槽距,使得操作简单可靠,节省人力和降低操作技术要求难度。
主轴、绕线轮轴采用循环水冷方式,确保高速、长时间稳定可靠运行,轴承使用寿命长,使用成本低。
所有动力驱动采用高精度伺服电机驱动,控制光纤通信,响应速度快,并采用圆弧同步带高精度平稳传动,运行可靠。
升降单元行程300mm,空间较大,上下工件操作方便,绕线室收放线集中管理,操作空间大,操作维护方便,整机布局维护性好。
电气箱配大功率空调,制冷效果好,保证长时间运行也稳定可靠。
切割液采用高效率板式热交换器交换热量,闭环恒温控制切割液温度,大容量双联袋式过滤器,并带有压力传感器,一个压力异常自动切换到另一个过滤器进行过滤,确保切割液畅通不停机设计,切割条件稳定可靠。
3.产品主要技术参数
1)切割形式:工件下压、主辊钢丝摇摆切割
2)加工方式:多线金刚线切割:0.25mm(素线φ0.18mm,金刚石30-40μm)
3)冷却液:冷却介质:水(5%-10%水性切割液)
4)工件尺寸*长度:max.φ6"*L300mm*1个
5)主轴主轮槽外径*切割长度:φ180+7.5*300mm
6)主轴主轴形式:2轴
7)主轴转速:Max.1900rpm
8)主轴轴间距:450mm
9)主轴冷却方式:水循环冷却
10)2”蓝宝石切片TTV≤10μm
11)2”蓝宝石切片BOW≤5μm
4.收放线切割原理及特点
WSS300蓝宝石多线切割机收放线室设计在同一线轮室,废液和清洗方便管理,钢丝的收放线布局以、钢丝的张力控制以、排线的精度和适应性是多线切割中的重要的技术。
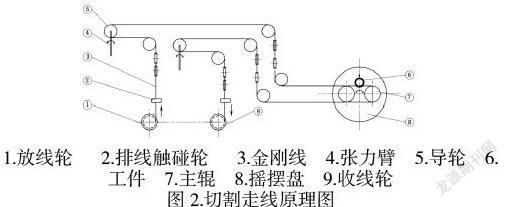
如图2所示,采用①放线轮进行钢丝线放线,然后排线杆上的一对触碰轮②进行前后排线管理,触碰轮装有编码器,即时感应是否被钢丝触碰,如果被触碰就感应到排线的偏差,根据触碰轮瞬时转速进行前后运行速度修正,修正的加速度与触碰轮转速有对应关系,转速越快表示偏差越大,这时需要较大的加速度进行正确方向修正,这是钢丝排线管理自动控制的关键技术。然后钢丝进入带有张力测量功能的一个特殊导轮,张力通过④张力臂的伺服电机进行左右摆动闭环控制张力大小,当张力小于设定允许的范围时,张力臂朝左摆动拉紧钢丝,使得钢丝张力快速接近设定值,反之张力臂朝右变动,也使得钢丝张力快接近设定值,张力控制精度达到35N±0.2N,能够持续稳定的进行放线。
钢丝经过几个导轮换向后进入加工室,加工室的⑦主辊安装于可以旋转的⑧摇摆盘上,自动布线时(切割走线原理图上略去了自动布线导轮)候摇摆盘360°旋转实现自动布线,切割时⑧摇摆盘做±5°上下摇摆,达到均匀切割和快速冷却以及及时排屑的功能,这是切割蓝宝石这种莫氏硬度表达到9以上硬脆材料的关键技术。
钢丝在⑦主辊上每一个槽里布线结束后再次经过一系列的导轮换向以及张力臂和带有张力测量导轮后回到⑨收线轮,收线方向的排线以及张力闭环控制原理同放线端。
根据工艺需要,采取不同程序段对钢丝线速度以及收放线量的管理,与工件尺寸和进给速度相匹配,达到最佳的经济效率平衡点。
5.多电机同步控制系统特点
WSS300蓝宝石多线切片机是由10个伺服电机组成的多电机控制系统。其中包括两个主电机、两个收放线电机、两个排线电机、两个张力电机、一个工作台电机和一个摇摆电机。其中主电机1、2通过电机直连负载驱动两个主辊工作,需要实现两个主电机的同步運动。主电机是多电机系统的核心,收放线电机、排线电机和张力电机的速度都直接或间接受其控制;收放线电机进行钢丝的收线和放线,实时跟随主电机保持速度同步。排线电机跟随收放线电机进行同步运动;张力电机通过转矩控制分别对收线处和放线处的钢丝施加恒张力,并通过张力摆杆的位置反映主电机和收放线电机的同步情况;工作台电机、摇摆电机根据切割材料硬度、尺寸、几何形状来确定其加工的位置和速度;
以上多电机运动同步控制系统实现的关键是必须保证两个主电机运动的速度同步,否则钢丝容易断线,无法进行正常切割。因此在控制中主轴同步控制采用虚拟主轴控制,两个双主轴跟随虚拟主轴作速度同步控制。通过虚拟主轴控制,没有理论偏差,没有转速波动,让所有参与运动的实际轴以虚拟主轴位参考,实现多主轴的同步。
6.试验数据和工艺特点
由于蓝宝石切割圆棒为主,圆棒切割过程中钢丝切割的工件长度也就是弦长2y就是变化的,如图3所示, (其中:r:切割工件半径 x:切割高度 y:切割长度/2),因此切割工艺中程序分段钢丝新线的放线量需要与2y值相匹配,同时兼顾考虑刚切割初期线弓较小,切割一段距离后钢丝形成较大的线弓后切割能力较强的特点,在试验中进行适当的收放线量的调整,针对不同规格产品对TTV、BOW值要求,调整到最佳的质量与成本平衡的工艺。通过批量试验,2”蓝宝石切割TTV达到0-6μm范围在98%以内,最大不超过10μm,BOW值在0-4μm范围达到97%,最大不超过5μm的良好水平。
7.小结
蓝宝石多线切片机作为一种控制金刚线高速运行,对蓝宝石晶棒进行高效率、高精度切片的设备,对机械设计、电气控制技术要求较高,同时零部件制造安装精度在核心的主辊、晶向调节装置等处要求极高,加工过程中还要具备良好的重复精度和设备运行可靠稳定性,合理的切割工艺程序匹配不同切割品种,方可发挥出较高的设备性能和使用经济性。
参考文献
[1] 昌文利,王理正,刘嘉宾 蓝宝石多线切割设备及切割技术 电子工业专用设备 2013.07
[2] 陈煜,丁彭刚,付纯鹤 蓝宝石切割工艺研究 电子工业专用设备 2016. 10
[3] 秦光临 蓝宝石衬底片切片设备浅析 山东工业技术 2017.11
[4] 彭思齐 LED基片专用摇摆式数控多线切割机系统控制研究及应用湖南大学博士学位 论文 2012.06