不同酵母发酵生产水稻乙醇的研究
2019-09-03刘晓峰
刘晓峰
(1.国投生物能源(鸡东)有限公司,黑龙江鸡东 158200;2.国投象屿生物能源(富锦)有限公司,黑龙江富锦 156100)
近年来,随着我国经济的高速发展,社会与经济可持续发展所面临的能源、环境、农业等问题将日益凸显,推广使用乙醇汽油是国家着力缓解能源、环境、农业问题的一项战略性举措。但产业发展面临着提高产业技术发展水平,如何降低生产成本,研究新的生产工艺等诸多挑战[1-2]。
用于乙醇发酵的酵母菌(Saccharomyces cerevisiae)是一类不同于细菌的单细胞真核微生物,属于子囊菌纲。该类酵母要求具备较高的耐渗透压、耐受一定的底物(糖)和产物(酒精)、低产副物能力[3]。
随着酵母工业的发展,酿酒活性干酵母的问世,给酒精行业带来了新的生机,活性干酵母直接取代人工自培酒母,简化了乙醇生产工序,极大提高了生产效率。如何选用出酒率高,残余总糖低,不易升酸的优良酵母品种对降低乙醇生产成本有着非常重要的作用。本文以当前主流大生产工艺技术为出发点[3],研究不同厂家的酵母在水稻乙醇发酵的应用性能,为乙醇生产企业降低成本,提高生产效率提供参考。
1 材料与方法
1.1 材料、试剂及仪器
原料:水稻,取自国内某粮库。
耗材及试剂:干酵母,分别购于不同酵母公司,用A 和B 表示;淀粉酶,诺维信,酶活10 万/mL;糖化酶,诺维信,酶活10 万/mL;0.2%葡萄糖;斐林试剂;0.5%次甲基蓝指示剂;NaOH;HCL;H2SO4。
仪器设备:分析天平(Mettler AL204,Mettler PL-4002);粉碎机(广西陆县9F-22);pH 计,上海精密S40;生物显微镜,上海精密CX21-310;双层大容量全温摇床,上海智城ZHWY-2012;恒温培养箱,上海一恒LRH-150;高效液相色谱,美国戴安U-300;水浴锅(HH-8)。
1.2 试验方法
1.2.1 分析测定方法
水分含量测定:采用105 ℃烘箱法。
淀粉含量测定:采用酸水解法。
发酵残糖的测定:采用斐林试剂法[4]。
酒精度、残糖的检测:HPLC法[5]。
残淀粉、残糊精的计算方法:
残淀粉=(残总糖-过滤总糖)×0.9;
残糊精=(过滤总糖-还原糖)×0.9。
1.2.2 实验步骤
1.2.2.1 工艺流程水稻燃料乙醇生产工艺流程简图见图1[6]。
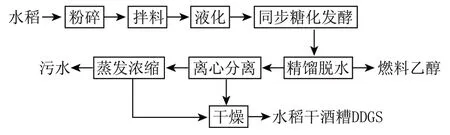
图1 水稻燃料乙醇发酵工艺流程简图
1.2.2.2 工艺操作要点
原料预处理:水稻原料去杂,粉碎,按照每份300 g称取物料,用工艺水进行调浆。
拌料:配料后调粉浆pH5.6~5.8,加入淀粉酶。
液化:样品放入90 ℃水浴锅中蒸煮液化2.2 h,形成液化醪。
发酵:液化醪冷却至32 ℃后用硫酸溶液调pH值至4.4,加入糖化酶及各种辅料,分别加入两种干酵母,然后置于双层大容量全温摇床,8 h 后移入恒温培养箱中发酵72 h,发酵温度8 h 前控制在30 ℃,8 h 至成熟分别控制在33 ℃和36 ℃。发酵结束后取出分析酒分、残总糖、残还原糖,并进行色谱分析。
2 结果与分析
本次试验设置两组不同发酵温度的试验,分别为每组发酵温度33 ℃和36 ℃,每组进行3 次平行试验。分别编号为A33和A36、B33和B36。
2.1 发酵失重和成熟醪酒分对比(图2、图3)
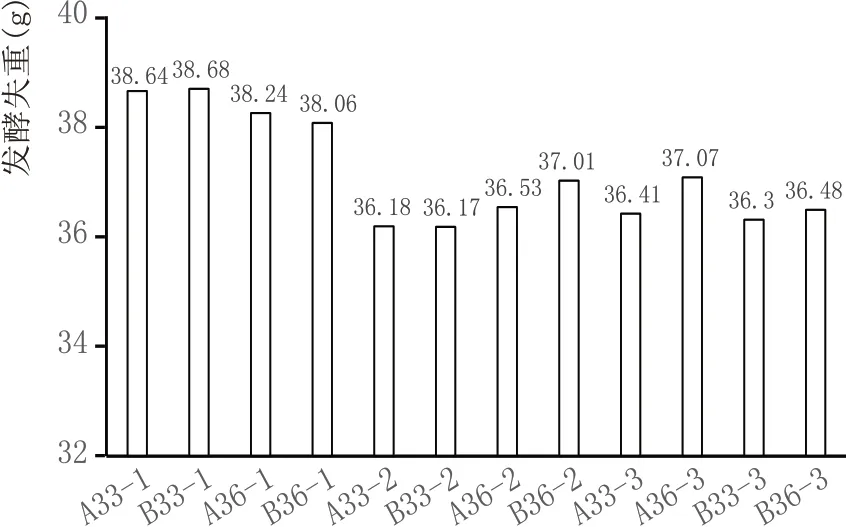
图2 不同酵母的70 h发酵失重对比
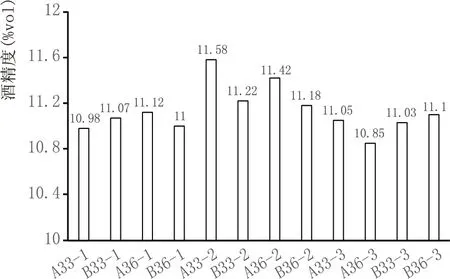
图3 不同酵母的发酵酒精度对比
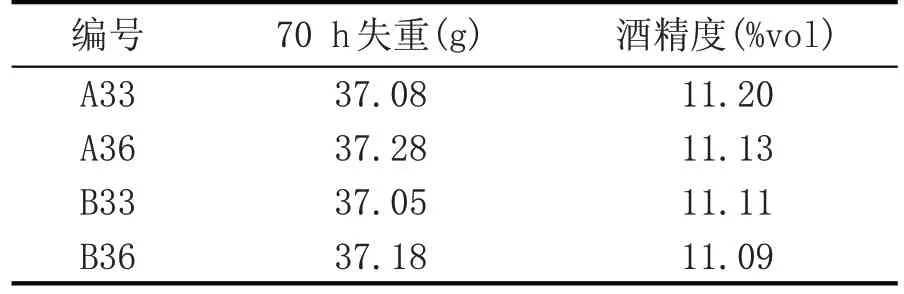
表1 3批次结果平均值
发酵过程失重主要是二氧化碳的溢出,也包括少量酒精和水分的挥发损失。发酵失重率高和低,速度快和慢均可体现出发酵醪质量的优劣和动态变化。由表1 可以看出,通过对不同厂家酵母的水稻发酵实验,每个因素做平行实验。从酒精度和失重指标来看,结果表明,同一发酵温度两种酵母发酵效果区别不大。不同温度下发酵结果,两种酵母在33 ℃发酵温度下其酒精度含量稍高于在36 ℃发酵的,可见两种酵母更适合于33 ℃下发酵。由图3 可以看出,A 种酵母在33 ℃条件下的第二批次实验酒精度最高,达到11.58 %vol。由图2 也可以看出,A 种酵母也是在33 ℃条件下的第二批次实验发酵失重基本最低。
2.2 成熟醪残总糖结果对比
成熟醪残总糖在酒精发酵工艺中是一个重要的指标,是衡量酒精发酵完全程度的重要指标之一。随着发酵过程的进行,糖分含量不断下降,在发酵结束后,残余的糖分越少,说明发酵效果越好,意味着产酒率越高。控制残总糖水平是酒精企业提高经济效益的关键[7]。实验结果由表2 可知,B酵母的乙醇发酵在36 ℃第二批次残总糖最低为1.18%,同时残还原糖也较低,为0.18%。
从表2 中酸度、挥发酸、酵母数结果分析可推测,第一批实验中B 酵母数据异常,可推断为染菌导致酸度高,而酵母数量少,其他两批酵母长势较好,发酵正常,指标较好。
2.3 成熟醪的HPLC分析结果
对不同厂家酵母的水稻乙醇发酵醪的指标进行分析,其HPLC数据对比分析结果见表3。
由表3 可以看出,对于发酵主产物乙醇的产量,A33-2 酵母乙醇产量最高,为10.18 g/100 mL。A36-3酵母乙醇产量最低,为9.53 g/100 mL;A33-2发酵结果乙醇/甘油比最高为13.39,乙醇与甘油比值是反应酒精发酵水平的一个重要指标,乙醇相对于副产物甘油的比值越高,说明发酵水平越高,应控制在合理的范围内,说明A33 酵母发酵产酒的同时,产生了副产物甘油;DP1+DP2+DP3、琥珀酸、乳酸等,各个试验因素间的含量相差不大。
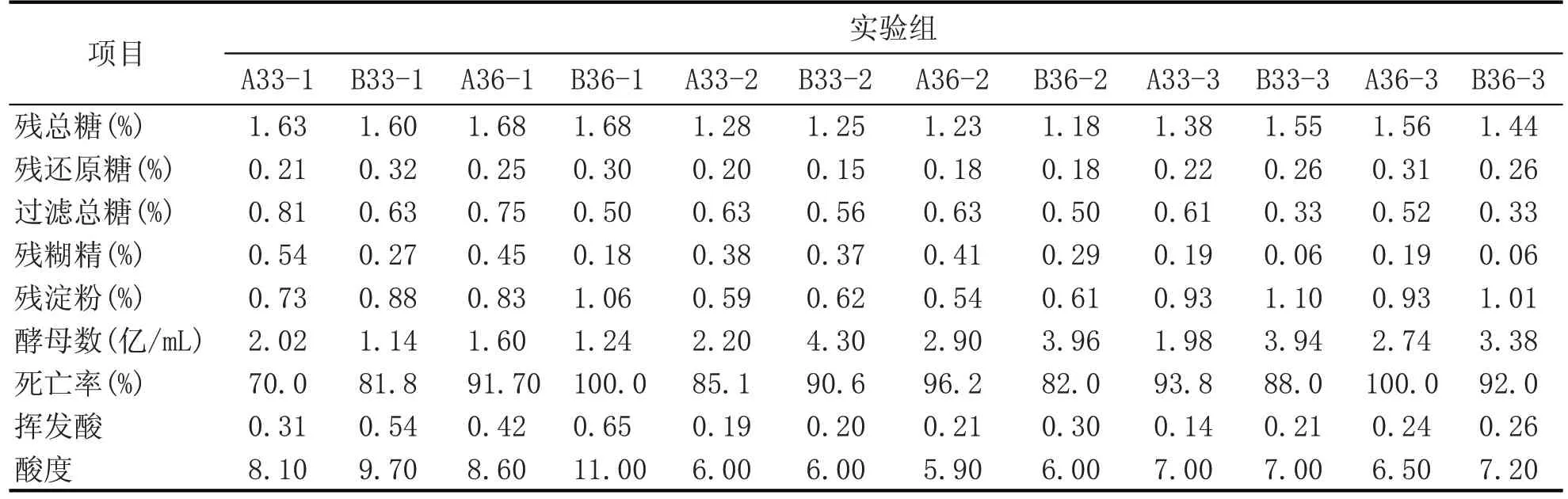
表2 发酵成熟终点的指标对比
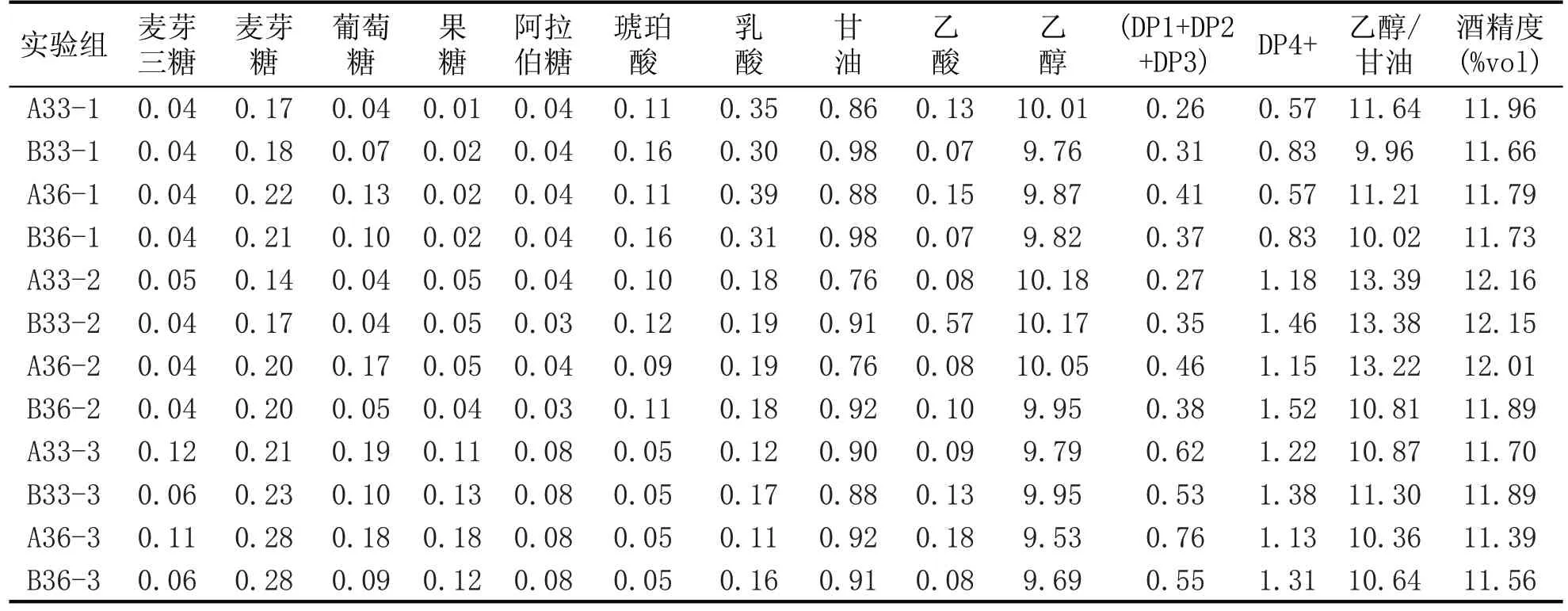
表3 成熟醪的HPLC检测结果 (g/100 mL)
3 展望
本研究使用国内某粮库水稻粉碎,进行不同酵母的乙醇发酵试验,从结果可以看出,不同厂家的酵母,不同温度的水稻原料乙醇发酵酒精含量稍有不同,A 酵母优于B 酵母,发酵酒分越高,意味着产酒率也越高。残总糖、残还原糖等指标也可以反映发酵水平和酵母的能力,A、B 酵母残总糖基本一样,A酵母残还原糖优于B酵母。从乙醇/甘油比指标来看,A 酵母指标优于B 酵母,说明A 酵母产生副产物相对较少,染菌相对也较少。
建议企业在生产过程中,应根据不同质量的原料,选择不同厂家的酵母,也可两家以上酵母配合使用[8],先进行实验室小试,再模拟生产性实验,进而根据实验结果在大生产中进行应用,降低企业生产成本,提高生产效率。
