水下焊缝成形尺寸的视觉检测研究
2019-09-02叶雄越
叶雄越
水下焊缝成形尺寸的视觉检测研究
叶雄越
(广东福维德焊接股份有限公司)
水下焊缝余高和熔宽的实时检测可为水下焊接参数的实时调整提供依据。采用激光结构光为辅助光源,对水下焊缝进行实时视觉检测。对采集的成形焊缝激光图像进行滤波、锐化、图像分割与形态学处理,以提取焊缝余高和熔宽参数。搭建试验平台进行水下焊接试验,将实际测量的焊缝成形尺寸与经视觉检测获得的焊缝余高和熔宽进行对比,结果表明,视觉检测的精度较高。
水下焊接;余高;熔宽;图像处理
0 引言
水下焊接技术是海洋工程建设的关键技术之一。水下焊缝余高和熔宽参数是影响水下结构力学性能的关键参数。采用激光视觉传感器对水下焊缝参数实时检测,并反馈控制水下焊接,可保证焊接的质量。
上世纪60年代东京大学Shiral[1]利用X射线进行焊缝自动检测,可提取边界并确定焊接位置。随着计算机技术的发展,图像处理技术在焊接领域得到广泛应用。韩国Doyoung Chang[2]等利用高斯滤波算法对焊缝特征点进行检测,并设计跟踪器,其结果较精确。Hsing-Chia Kuo等[3]对焊缝图像应用模糊控制理论实现焊缝跟踪。三维信息可详细地反映焊缝表面特征,很多研究人员通过重建三维图像实现对焊缝的跟踪。Piquance Xu等[4]利用循环激光相机从2D图像中提取3D信息,并以此研究焊缝跟踪。然而,上述研究多集中在陆上焊接应用,对于水下焊接的视觉检测研究较少。本文进行水下焊缝激光视觉图像检测的研究,有助于提高水下焊接质量。
1 图像采集系统
水下成形焊缝图像采集系统主要包括META视觉传感器系统、IRB140弧焊机器人和焊接系统,如图1所示。该系统将META焊缝激光跟踪系统装在IRB140弧焊机器人手臂上,用以实现水下成形焊缝的实时采集。
焊接过程中,首先激光传感器将激光条纹投射到工件表面,经工件反射后由传感器内的CCD相机接收;然后CCD图像信号输入到图像采集卡,由PC机的图像处理软件对该图像进行预处理、图像分割和边缘检测;最后对焊缝轮廓边缘进行像素点位置计算,得到焊缝余高和熔宽参数;控制软件将参数打包并通过串口传输到IRB140弧焊机器人控制端,实现焊接过程控制。
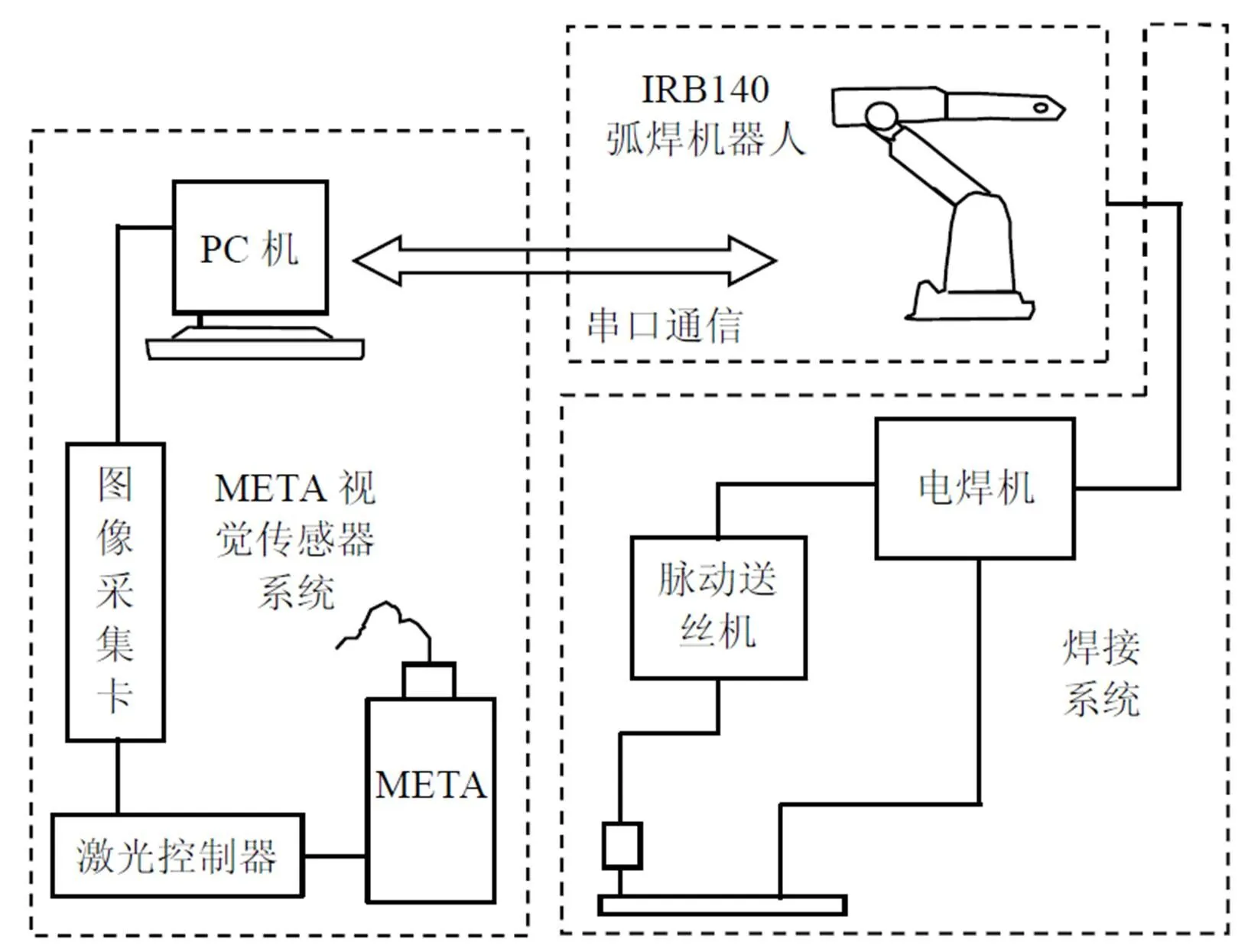
图1 水下成形焊缝图像采集系统结构图
2 水下成形焊缝特征提取
基于VC++6.0开发水下成形焊缝图像处理软件,以满足水下焊缝成形尺寸检测的实时性要求。水下成形焊缝特征提取过程主要包括图像预处理、图像分割与边缘检测、焊缝余高和熔宽提取3部分。
2.1 图像滤波预处理
水下焊接过程中产生的气泡、光折射和水中杂质等都将产生大量的噪声干扰,使采集的图像包含片状与条纹状噪声,如图2所示。

图2 含噪声的水下成形焊缝原始图像


其中,设为奇数,[/2]表示不超过/2的最大整数。
均值滤波后的水下成形焊缝图像如图3所示。

图3 均值滤波后的水下成形焊缝图像
均值滤波虽然可滤除噪声,但同时使图像变得模糊。本文采用拉普拉斯锐化处理,对水下成形焊缝图像进行八邻域锐化处理,公式为

经锐化处理过后,水下成形焊缝图像在消除噪声的同时保留重要特征,如图4所示。

图4 拉普拉斯锐化后的水下成形焊缝图像
2.2 图像分割
由于水下成形焊缝图像具有灰度值均匀的背景以及亮度恒定的条纹特征,采用灰度阈值法可取得较好的分割效果。为保证图像分割的准确性,本文采用迭代最大类间方差法实现图像的二值化。
2)将图像中最暗的区域分割,剩下区域用OTSU法进行二次分割。



对经过预处理的水下成形焊缝图像进行分割,效果如图5所示。结果表明:迭代OTSU法一般在2~3次分割后找出最优阈值;分割质量优于一次OTSU法。为去除水下成形焊缝图像中小面积伪特征,采用形态学运算处理,先膨胀后腐蚀,效果如图6所示。
2.3 图像边缘检测

其中,为连通域像素点纵坐标;为图像纵坐标。

图6 膨胀、腐蚀处理后的焊缝图像
提取连通域后,采用边缘检测算子检测条形激光线的边缘,从而确定激光线的位置[5-6]。经边缘检测的水下成形焊缝图像如图7所示。

图7 经边缘检测的水下成形焊缝图像
3 水下焊接试验与特征提取
水下成形焊缝图像采集和处理试验平台如图8所示。利用该平台可进行水下成形焊缝参数提取试验。

图8 水下成形焊缝图像采集和处理试验平台
考虑到水下焊接环境的特殊性,为减少焊接飞溅和烟尘,采用直径为1.6 mm的SQJ501 CO2气保护药芯焊丝,进行2组水下焊接试验,具体焊接参数如表1所示。
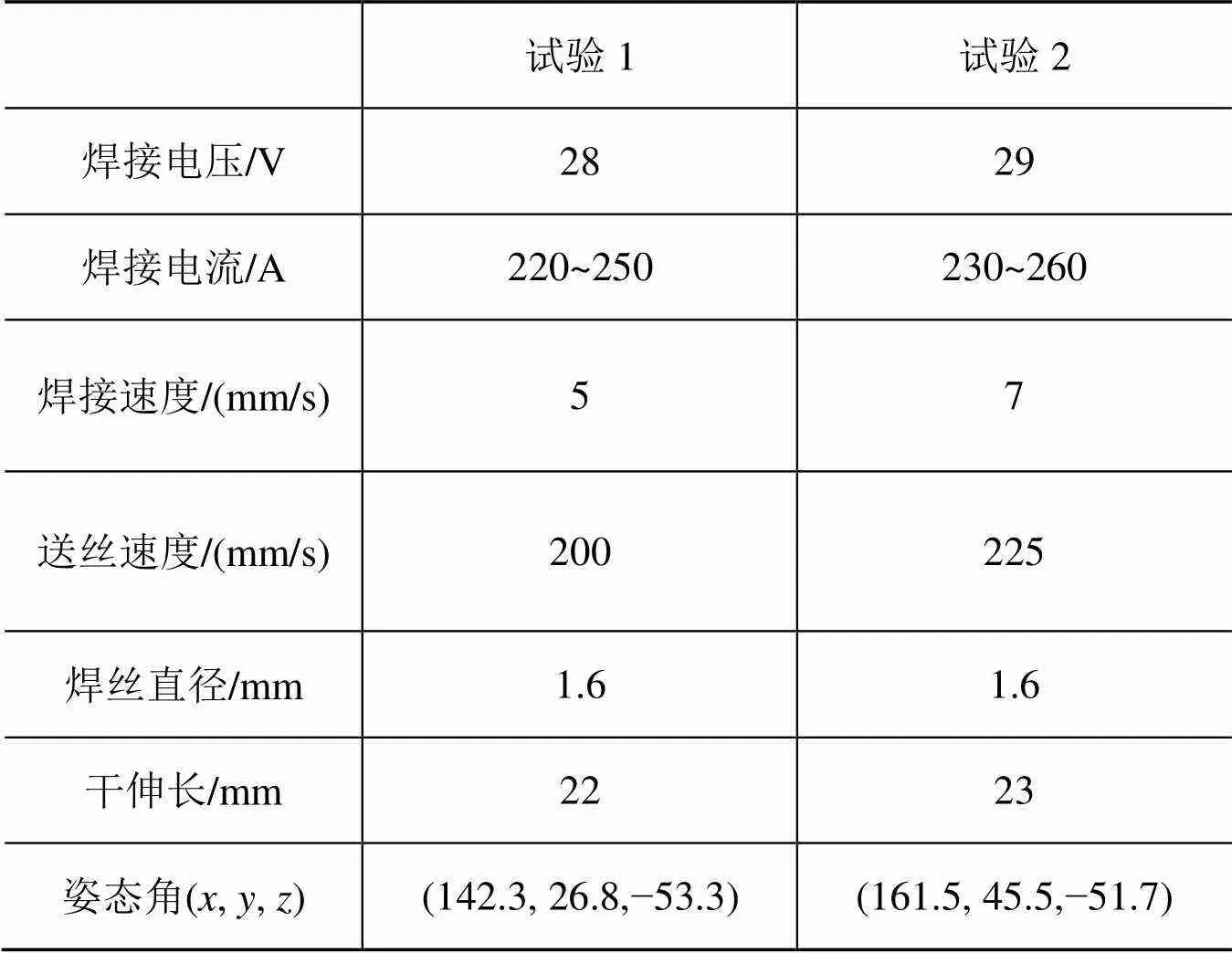
表1 水下焊接参数
为检验水下成形焊缝图像采集和处理系统对不同接头的适应性,按照表1进行堆焊和对接接头的焊接试验。焊接过程中,水下成形焊缝图像经过滤波去噪、锐化、二值化分割、边缘检测和形态学处理等,细化成一条单像素的成形焊缝激光线。
如图9所示,形态学处理后的焊接图像为一个像素宽的结构光检测线,由两条直线段和中间一曲线段组成。通过计算求出曲线与直线的2个交点,并求出相交2点间的距离,即可求出成形焊缝熔宽;求出曲线顶点到直线的距离,即可求出成形焊缝余高[7-8]。
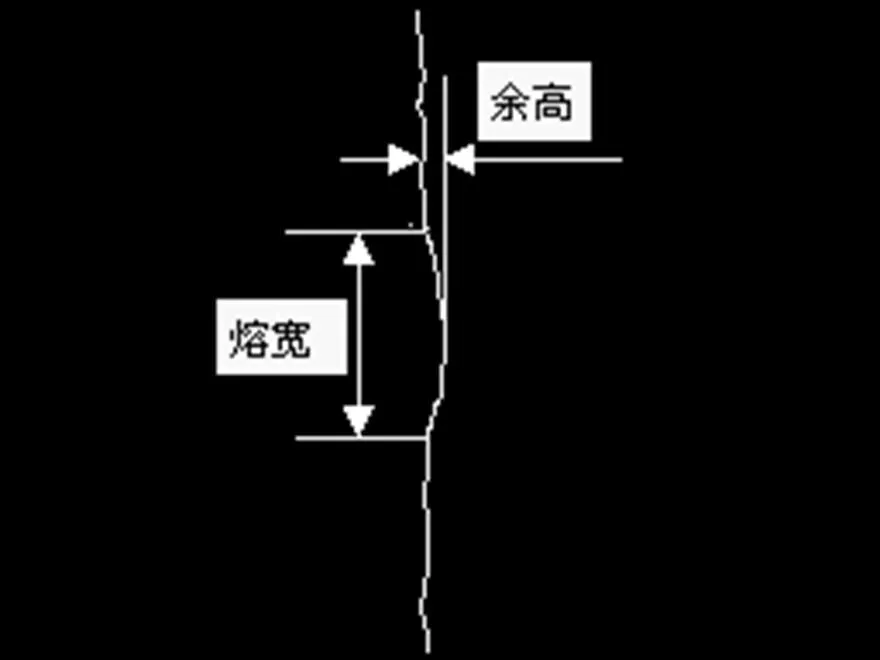
图9 熔宽和余高位置示意图
水下成形焊缝余高的计算过程:
1)对水下成形焊缝图像进行横向逐行扫描,求出细化图像中所有白点坐标;
2)确定所有白点中最小和最大轴坐标,计算最小和最大轴坐标差从而求出焊缝余高。
水下成形焊缝熔宽的计算过程:
1)由上而下横向逐行扫描,求出所有下一行白点的轴坐标变大的点(,),直到下一行坐标不变或变小,记录这些白点中轴坐标值最小点的轴坐标min;
2)继续向下横向逐行扫描,求出所有下一行白点轴坐标变小的点(,),直到下一行坐标不变或变大,记录这些白点中轴坐标最小点的轴坐标max;
3)用一维数组[]=(yy)存储检测距离,初始数量置为0;
4)继续向下横向逐行扫描,如果发现某行下一行白点轴坐标值变大,则重复1)~3)过程,当前数量+1,将检测距离保存在[]中;
5)直至全部行扫描完毕,找出一维数组[]中的最大值D;
6)标定系数(如=0.16 mm/pixel)×D即为熔宽。
熔宽检测的试验结果如图10所示,可见本文的焊缝图像实时处理和成形焊缝参数提取方法能较好地提取水下成形焊缝的熔宽和余高参数,误差在可接受范围之内。

图10 水下FCAW熔宽检测相对误差曲线
4 结论
本文对水下成形焊缝图像进行滤波、增强、形态学处理等研究。结果表明,图像处理结果能满足后续焊缝参数提取的需要。搭建了水下成形焊缝图像的采集和处理的试验平台,对水下焊接堆焊和对接坡口焊接进行成形焊缝的图像采集和处理,可获取水下焊缝的熔宽和余高,精度满足应用要求。
[1] 陈兵旗,孙明.Visual C++ 实用图像处理专业教程[M].北京:清华大学出版社,2004.
[2] Chang D, Son D, Lee J, et al. A new seam-tracking algorithm through characteristic-point detection for a portable welding robot[J]. Robotics and Computer Integrated Manufacturing, 2012, 28(1): 1-13.
[3] Kuo HC, Wu LJ. An image tracking system for welded seams using fuzzy logic[J]. Journal of Materials Processing Technology, 2002, 120 (1-3): 169-185.
[4] 温玉春.计算机图像处理技术应用研究[J].现代商贸工业. 2011,22(12):178-179.
[5] D. Marr, E. Hidreth. Theory of edge detection. Proc. Roy. Soc. London. 1980, B207:187-217.
[6] Andres Huertas, Gerard Medioni. Detection of intensity changes with subpixel accuracy using Laplacian-Gaussion masks. IEEE Trans. Pattern Anal. Machine Intell. 1986, PAMI, 8(9): 651-664.
[7] 石永华.基于视觉传感的药芯焊丝水下焊接焊缝自动跟踪系统[D]广州:华南理工大学博士学位论文,2001.
[8] 李介谷.计算机视觉的理论和实践[M].上海:上海交通大学出版社,1991.
Study on Visual Detection of Geometry Size of Underwater Weld
Ye Xiongyue
(Guangdong Foreweld Company Limited)
Real-time detection of weld reinforcement and width of underwater weld can provide basis for real-time adjustment of underwater welding parameters. In this paper, structured light laser is used as an auxiliary lighting source for real-time visual inspection of underwater welds. The laser image of formed weld was filtered, sharpened, segmented and processed by mathematical morphology. The weld width and reinforcement were extracted from the images. A test platform was established to carry out the welding tests. The actual measured weld geometry sizes were compared with the weld width and reinforcement obtained by visual inspection. The experimental results show that the visual inspection has a high accuracy.
Underwater Welding; Reinforcement; Weld Width; Image Processing
叶雄越,男,1968年生,工程师,主要研究方向:自动化焊接设备研发。Email: yexiongyue@126.com
