尿素装置中蒸汽夹套管设计和管件选用的探讨
2019-08-30
(中国五环工程有限公司,湖北 武汉 430223)
尿素装置的生产流程较为复杂,物料多为易结晶介质,众多管线需要进行伴热设计。尿素装置的伴热形式有蒸汽夹套伴热和蒸汽伴管伴热,在环境温度或工作温度下,若没有外部加热会出现固化、冻结、黏度增加等现象,从而影响正常操作或造成停车。使用蒸汽伴管加热不能满足要求时,需要采用蒸汽夹套伴热,夹套管伴热的特殊性是其他伴热形式无法替代的,其设计也是尿素项目管道设计的一大难点。
夹套管是一种在小口径管道外套上同心大口径套管的特殊管路,通过外管中的热媒载体加热内管中的介质。在尿素装置中,夹套内管用于输送熔融尿液,其与外部套管的间隙内流动着起保温及加热作用的蒸汽,通过蒸汽的循环来补充夹套内管中的熔融尿液在输送时的热损失,通过对流完成热交换,保持夹套内管中的熔融尿液温度相对恒定,从而完成对工艺介质的输送。
笔者根据尿素装置设计的特点,结合自身工程经验,针对蒸汽夹套管设计和管件选用的要点进行探讨。
1 尿素装置蒸汽夹套管设计原则
1.1 工艺流程分析
在尿素生产的整个工艺流程中,涉及到蒸汽夹套管设计的流程为尿素的蒸发和造粒工序,其工艺流程如下:出精馏塔底部的尿素溶液经液位槽液位控制阀减压后送到闪蒸分离器的底部管口,此时压力约为0.04MPa(a),温度由135 ℃降至91.6 ℃,闪蒸出相当一部分水、NH3和CO2。离开闪蒸分离器、浓度约为73%(w)的尿液流入尿液缓冲槽,再由尿液泵送入一段蒸发器中。在0.03 MPa(a)、130 ℃下被浓缩到约95.5%(w)的熔融尿素,一段蒸发器分离段分离出的尿液去二段蒸发器,经过两段蒸发后,尿液在0.003 3 MPa(a)、140 ℃下被浓缩为约99.7%(w)的熔融尿素,经分离段分离后,熔融尿素由熔融尿素泵送往位于造粒塔顶部的旋转喷头进行造粒,造粒塔底得到的成品颗粒尿素由胶带输送机送至包装楼进行包装。
熔融尿素泵出口管线装有液位调节阀,用以调节泵入口管线的液位。蒸发工序开车时,在还未达到所要求的尿液浓度之前,浓缩的尿液通过三通阀返回到尿液槽。为了保证熔融尿素泵出口去造粒喷头的管道温度恒定,流动性良好,防止过程中的尿液析出结晶,此两根管线需要进行夹套蒸汽伴热。同时,为尽可能地减少缩二脲的生成率,熔融尿素管线的夹套蒸汽必须用相当于熔融物温度的饱和蒸汽(142 ℃),其压力最大为0.273 MPa(g)。
1.2 蒸汽夹套管选型
根据SH/T 3040—2012《石油化工管道伴管和夹套管设计规范》,夹套管的内管与套管的连接型式有内管焊缝隐蔽型(全夹套)和内管焊缝外露型(半夹套)两种[1]。在尿素装置中,全夹套和半夹套均可采用,全夹套型式的保温效果更好,半夹套型式更利于后期焊缝的检测,在设计时选择何种形式需从保温效果、焊缝检测、造价等方面综合考虑。笔者参与的河南某尿素项目便采用的是法兰式夹套管(见图1),便于拆卸,但造价较高。由中国五环工程有限公司承接的华鲁恒升项目便采用的是管帽式夹套管(见图2),并且弯头外露,需做好伴热。无论采用何种型式,均需根据SH/T 3546—2011《石油化工夹套管施工及验收规范》中的规定进行施工验收。内管焊缝隐蔽型夹套管,在内管焊缝处的套管应留不少于75 mm的长缺口,待内管焊缝经100%射线检测,试压合格后方可进行隐蔽作业。

图1 内管、套管与法兰对焊连接

图2 管帽式夹套管
1.3 蒸汽夹套管尺寸及长度确定
蒸汽夹套管设计过程中的一个重要环节就是确定其尺寸及长度,而长度会影响管内流体的特性。随着其长度的增加,蒸汽沿程阻力损失增大,热损也增大,传热效果降低,蒸汽夹套管的长度应确保管内介质温度始终高于其结晶温度。蒸汽夹套管一般每隔10~12 m设一对法兰,直管部分可以20 m设一对。但对于尿素熔融液而言,由于其属于易结晶堵塞的介质,夹套管要求每隔6 m设一对法兰,以便于拆卸疏通。蒸汽夹套管的尺寸(见表1)通常按主管的尺寸进行确定。
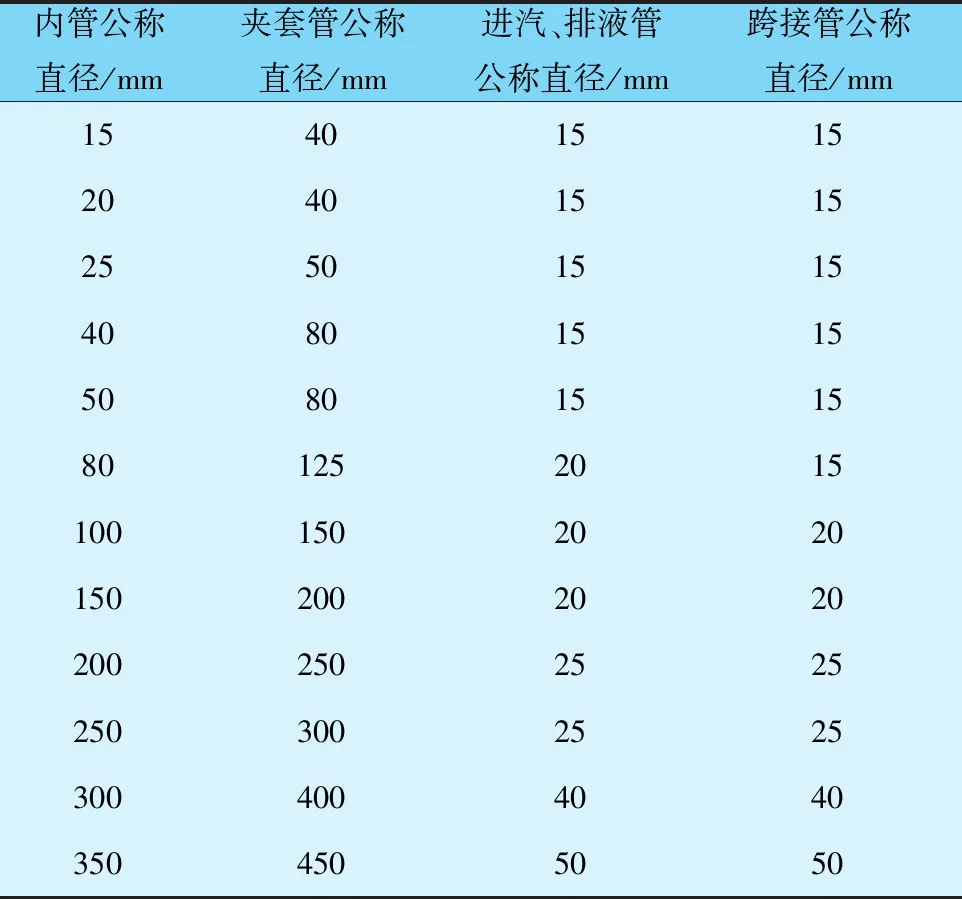
表1 蒸汽夹套管的组合尺寸
1.4 蒸汽夹套管的热应力
在进行尿素装置蒸汽夹套管设计时,由于夹套管的内管和外管的介质、材质、温度的差异,会产生不同的热应力,因此在设计时,应充分考虑这些因素,分别进行内外管的热应力计算。当内外管的热应力相差很大时,在进行夹套管布置时应考虑增加管道的自然补偿或使用膨胀节。在弯头处,若内外管间的膨胀位移不满足设计要求,需要适当改变外管直径,以便减少内外管的膨胀差,在此状况下,还应充分考虑导向板的位置,使其尽量多地吸收膨胀差[2]。
在尿素装置生产中,从尿素熔融泵至造粒塔喷头层的配管由于垂直高度较高,出于管道柔性的考虑,应设置合理的自然补偿,同时,由于需控制尿液管道中缩二脲的含量,尿液管道的总长通常是越短越好,一般不得超过90 m,以缩短停留时间。因此,在进行夹套管配管设计时,需综合考虑这两方面需求。笔者参与的河南某尿素项目通过设置5个膨胀节解决了此问题。
1.5 蒸汽夹套管的材料等级、设计压力和设计温度
在尿素装置中,根据实际工程经验,蒸汽夹套管内管的材料等级为3U7(A312 TP304L),外管的材料等级为1S1(A53-B)。夹套管内管的外压、外管的内压应为外管内蒸汽的设计压力。应力分析的计算温度,夹套外管取蒸汽的操作温度,内管取工艺介质或蒸汽操作温度中的最高者,同时应校核外管的环境温度和内管工艺介质的操作温度。
2 尿素装置蒸汽夹套管管件的选用
2.1 弯头
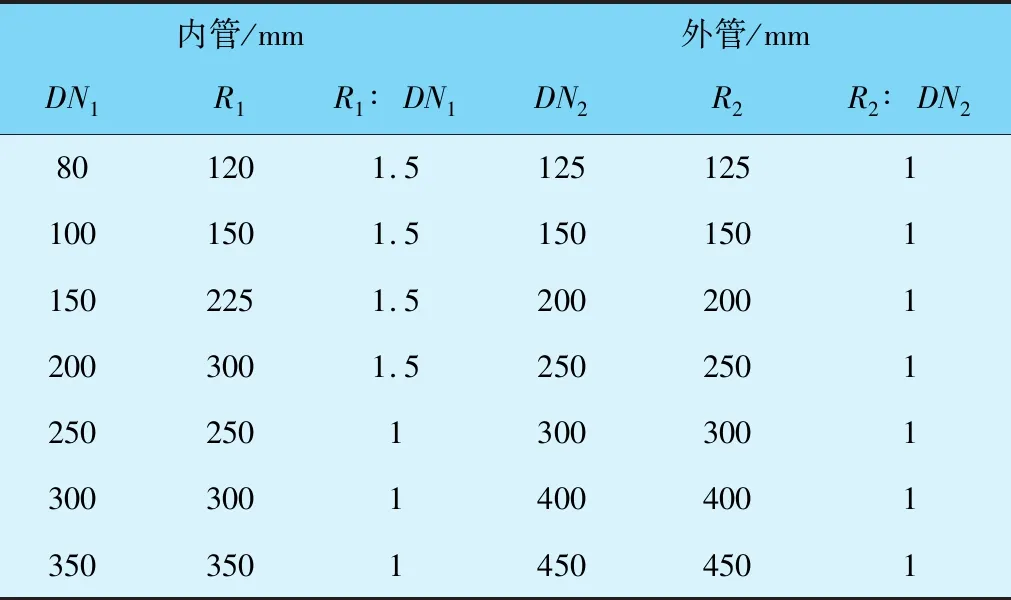
当夹套管内管弯头的曲率半径R1≤1.5DN时,可以采用标准弯头。若DN≥250 mm,外管和内管的弯曲半径一般均取其公称直径的1倍。若内管弯管的曲率半径R1≥3DN,套管弯管的曲率半径与内管的曲率半径相等(R2=R1)。弯头的结构型式见图3。内管和套管弯头的曲率半径R1和R2的对应关系见表2和表3。

图3 夹套管弯头结构型式

表2 蒸汽夹套管的组合尺寸
续表

表3 内管及套管弯头的曲率半径(R1≤1.5DN)
2.2 三通
在尿素装置蒸汽夹套管上的等径或异径三通应采用剖切型,分横切和纵切两种剖切方式,现场组对进行焊接。在三通连接的支管处,蒸汽夹套内管的公称直径原则上要比其套管小2个等级,从大口径管线上引出的分支管应采用焊接短管。若采用凸台连接,引出的方式见图4,以避免碰撞套管;若三通或者凸台未满足压力要求,则应该采用加强板进行加强(见图5)。
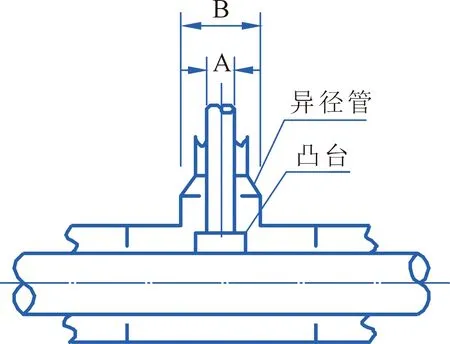
图4 支管通过凸台引出

图5 支管通过直接开孔引出
2.3 异径管
蒸汽夹套管应采用标准异径管变径。为了减少热膨胀时内外管间的相互碰撞,蒸汽夹套管中的内管异径管和套管异径管的接头部应错开布置,且相互间距不应少于50 mm。当采用偏心异径管时,由于内管和套管的异径管均为标准型,则变径后内外管的中心可能不在一条直线上,若变径后的管道较长,内管与外管便会有相撞的可能,此时必须在安装时给出一定的角度使内外管的中心线一致。夹套管异径管的安装示意见图6。
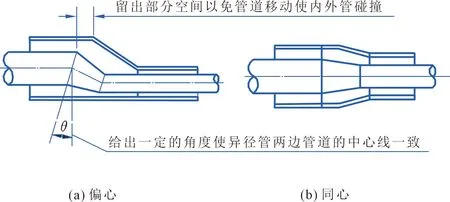
图6 夹套异径管安装示意
2.4 夹套法兰
当夹套管为完全夹套时,管道上的法兰为夹套法兰,其压力等级应该根据内管的设计条件来确定,夹套法兰的尺寸根据内外管的尺寸来确定。当夹套管的内管材质为碳钢时,法兰采用带颈平焊夹套法兰。当夹套管的内管材质为不锈钢时,采用带颈对焊夹套法兰。在尿素装置中,夹套管内管的材质为不锈钢(A312 TP304L)。
2.5 夹套阀门
尿素装置蒸汽夹套管所采用的阀门为法兰连接的全夹套阀门。夹套管上需要设置蒸汽跨接管,其需严格按照要求进行安装。蒸汽跨接管的入口应该布置在正上方或朝上,出口应该布置在正下方或朝下。当夹套阀门的尺寸大于或等于DN150×200时,其蒸汽跨接管设置数量不得少于4个,当夹套阀门尺寸小于或等于DN100×150时,应设置大约3个跨接管,并且其安装方位应便于检修和操作(见图7)。蒸汽跨接管的尺寸一般为DN15和DN20,DN100×150以上的夹套阀采用蒸汽跨接管尺寸(DN20),DN80×125以下的夹套阀采用蒸汽跨接管尺寸(DN15)。短管连接方式采用螺纹连接。

图7 夹套阀门蒸汽跨接管方位
2.6 定位板
为防止蒸汽夹套管内外管偏心,蒸汽夹套管的内外管间应采用定位板的方式进行支撑,定位板设置在夹套内管的外壁上,其材质与内管相同,在尿素装置中,均为不锈钢材质,安装方位不应影响到内管的热位移和介质流动。若在弯头处设置定位板,不应影响到夹套内、外管的热位移,根据工程经验宜设置在离弯头100 mm的地方。定位板长一般为40 mm,距离外管内壁的空隙为1~1.5 mm,不锈钢材质的定位板厚度为3 mm。定位板间距的选取见表4。

表4 定位板间距
3 尿素装置蒸汽夹套管与跨接管的布置
3.1 蒸汽夹套管的布置
由于尿素自身易结晶的特性,所需要进行夹套管伴热的管道具有坡度要求,在设计蒸汽夹套管时需注意以下几点:①由于尿素装置蒸汽夹套管水平敷设需要设置坡度,故夹套管内蒸汽的流向应与管道坡度一致;②蒸汽应从夹套管的上部引入,冷凝液从套管的底部排出,供汽管和凝结水管道应该分别设置切断阀门,疏水阀后宜设置检查阀门;③每节夹套管的长度不宜超过6m,应尽可能避免出现气袋或液袋,管道不应有死角。若无法避免,应该设置放空或者导淋排净设施;④蒸汽夹套管的夹套阀门应尽可能布置在水平管线上,并尽可能避免出现积液,夹套阀门距离三通的距离应最近;⑤套管内蒸汽从高压流向低压,随着热量的散失,逐渐冷凝,由于重力的作用流向下方。蒸汽入口应设置在最高点,以避免出现气袋和液袋,疏水阀应设在最低点。蒸汽供给方式见图8。

图8 蒸汽供给方式
3.2 夹套跨接管的布置
在规定的长度范围内,每节夹套管间的蒸汽管宜采用跨接管进行串联,跨接管应采用法兰连接。其尺寸应该与蒸汽供给管一致,其材质一般应与套管材质相同,但当蒸汽温度≤200 ℃时,可以使用铜管,当跨接管尺寸为DN20时,铜管尺寸为φ12或φ10;当跨接管尺寸为DN15时,铜管尺寸为φ10或φ8。各种跨接管的布置见图9、图10、图11和图12。

图9 夹套跨接管垂直布置

图10 夹套跨接管水平布置

图11 夹套阀门布置在水平管的夹套跨接管

图12 夹套阀门布置在垂直管的夹套跨接管
4 结语
蒸汽夹套管的设计在整个尿素装置设计中是一大难点,其设计的好坏直接影响到尿素产品的质量,以及整个装置的安全、平稳运行。在进行蒸汽夹套管设计时,一定要充分了解蒸汽夹套管的特殊性并遵循相关规范,满足工艺要求,优化管道布置,合理选材、选型,以求达到最佳的伴热效果。本文通过对尿素生产的工艺流程进行分析,介绍了尿素装置蒸汽夹套管设计和管件的选用原则,并对其布置要点进行相关探讨,对今后类似生产项目具有一定的借鉴意义。
