液化气与焦化汽油混合加氢技术及工业应用
2019-08-26祁文博艾抚宾彭绍忠
祁文博,乔 凯,艾抚宾,彭绍忠,徐 彤,袁 毅
(中国石油化工股份有限公司大连(抚顺)石油化工研究院,辽宁 大连 116045)
随着原油日益变重及其加工深度的提高,作为重油加工的主要工艺之一,延迟焦化发挥了重要的作用。延迟焦化过程得到的焦化汽油由于不饱和烃及胶质含量高,且硫、氮等杂质含量也高,因此腐蚀性且安定性差,使其应用受到限制。焦化汽油必须经过加氢精制,才能用作汽油调和组分、催化重整原料或裂解制乙烯的原料。此外,近年来,国内石化企业新建、扩建了多套大型乙烯生产装置,造成了乙烯原料的短缺,迫使企业寻找新的乙烯原料,而液化气加氢作乙烯原料就是解决这一问题的有效方法之一[1-6]。
目前,国内许多走炼化一体化的石化企业,既有延迟焦化装置,同时也有富裕的液化气。如果能同时将液化气与焦化汽油中的少量烯烃进行饱和加氢,将会节约装置投资及能耗,提高企业的经济效益。因此,大连石油化工研究院开展了液化气与焦化汽油混合加氢的技术开发工作。经过多年的努力,成功开发出了拥有自主知识产权的液化气与焦化汽油混合加氢技术,并且于2014 年10 月10 日,在中国石化的某炼油厂成功进行了工业应用,装置规模为60 万t/a。
装置实际运行结果表明,以液化气与焦化汽油为原料进行加氢,在压力(基准+1.0)MPa~(基准+3.0)MPa,入口温度(基准+50)℃~(基准+250)℃的条件下,加氢后液化气与焦化汽油中烯烃的质量分数均≯1.0%,加氢后产物达到企业所提出的指标。该项技术的开发成功,为企业搞好液化气的综合利用,提高装置运行的经济性,提供了一条有效的选择途径。
1 技术特点
目前,由于国内焦化汽油中含有的烯烃、二烯烃、实际胶质及硫等杂质的含量是同种原油直馏汽油的50 倍左右。因此,如果焦化汽油单独加氢,会出现加氢反应器入口部分结焦,床层压力降增大,催化剂撇头频率增加等问题。目前解决的方法是,让焦化汽油与其它类型油品(如焦化柴油、直馏柴油等)进行组合加氢[7-8]。此外,单独的液化气加氢技术存在的问题是:①由于热力学平衡控制,加氢深度受到限制;②反应速度快,放热量大且集中在反应器上部。
综合考虑焦化汽油单独加氢及液化气单独加氢的难题,经过大量理论研究与试验研究,获得了理想的解决方案,即将液化气与焦化汽油组合加工—初步加氢的焦化汽油与液化气再进行混合加氢。该方案可以同时有效解决焦化汽油及液化气单独加氢的技术难题,还可获得以下技术效果:①采用结构简单的绝热反应器实现工业化稳定运行;②在不影响液化气深度加氢的同时,焦化汽油也能深度加氢成为合格的乙烯原料;③通过调整焦化汽油的配比,可以实现与催化剂整个运转周期内的活性匹配。
2 液化气与焦化汽油混合加氢实验
2.1 实验原料及催化剂
实验所用原料来自于国内某炼油厂,液化气原料组成见表1,焦化汽油原料组成见表2。所用催化剂为大连石油化工研究院开发的LH-10B,液化气与焦化汽油混合加氢专用催化剂,物性参数见表3。

表1 液化气原料组成
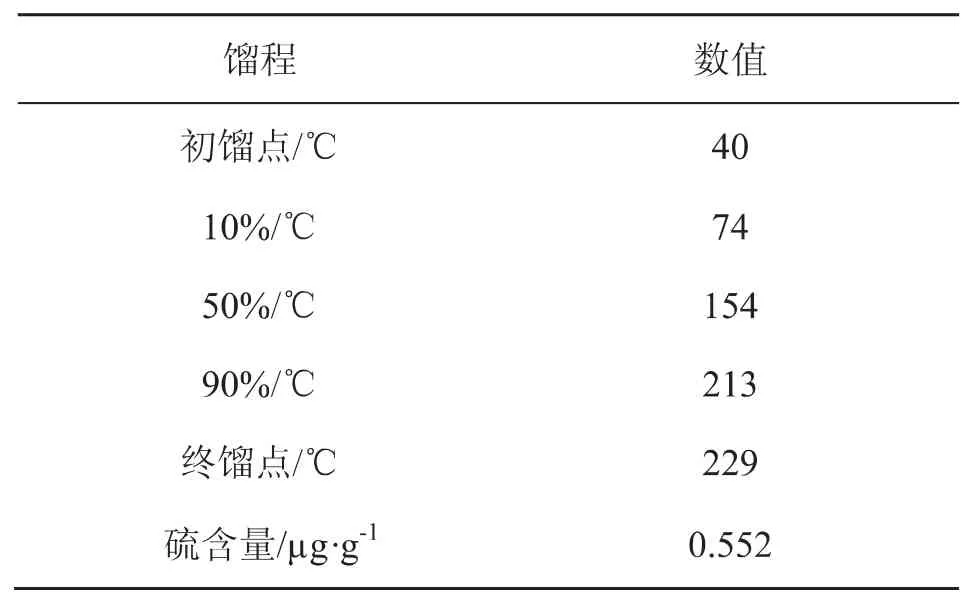
表2 焦化汽油原料组成
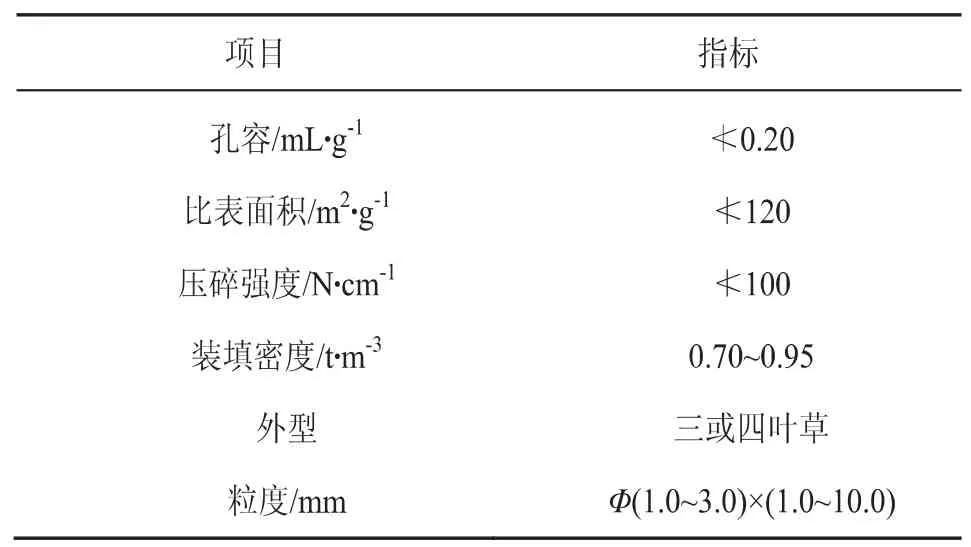
表3 LH-10B 物性参数
2.2 评价装置
实验评价装置为常规小型固定床反应器。如图1 所示。主反应器长2.5m,内径40mm,评价时内装1.2L 催化剂。反应为上进料,反应物料从反应器底部流出,经冷却后进入气—液分离器中,尾气从分离器顶部排出,底部液相定时取样。
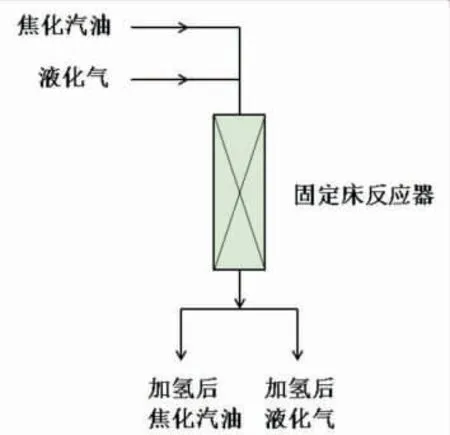
图1 试验装置
2.3 分析方法
加氢后的液化气用气相色谱进行分析,加氢后的焦化汽油用汽油组成分析仪进行检测。
3 结果与讨论
由于焦化汽油中二烯烃含量较高,单独加氢时对装置长周期运行有影响。而液化气中二烯烃很少,一般为焦化汽油中二烯烃含量的10%以下。因此,液化气和焦化汽油混合可以降低混合原料中的二烯烃含量,有利于装置的长周期运行。另外,同等反应条件下,焦化汽油热容比液化气大20%~50%左右,混合加氢工艺可利用焦化汽油热容大的特点,将液化气加氢反应热取出。此外,混合加氢工艺使二个加氢反应合二为一,共用一个反应器,这样可以减少投资、降低操作费用。
根据所设计的方案,在加氢小型装置上进行了考察试验,试验条件列于表4,加氢后液化气与焦化汽油产品主要性质列于表5、表6。
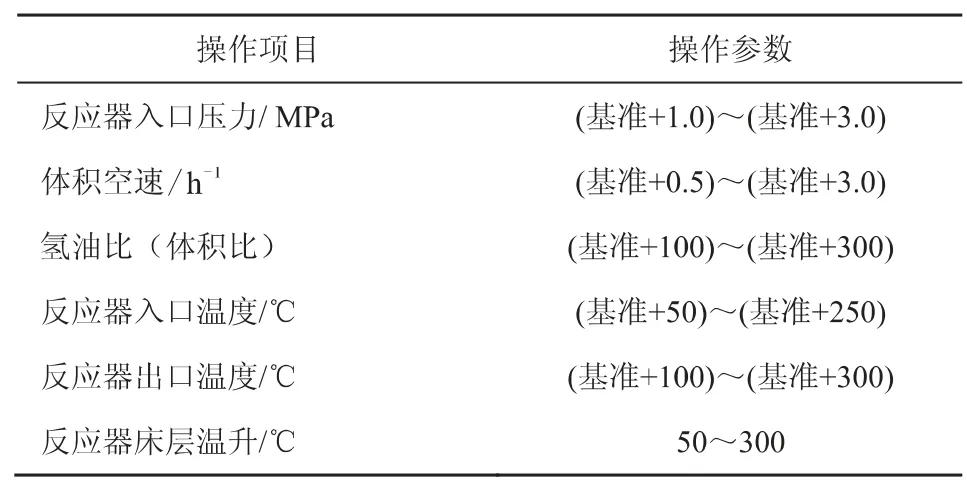
表4 反应条件及结果
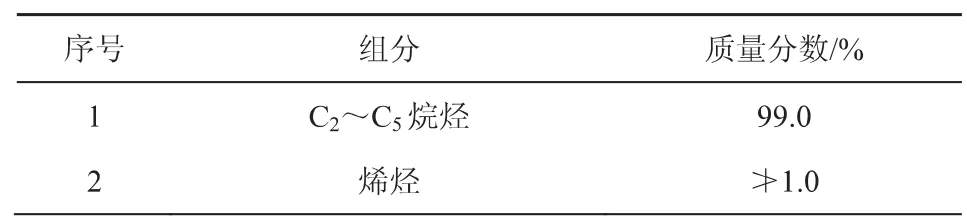
表5 液化气加氢后产品主要性质
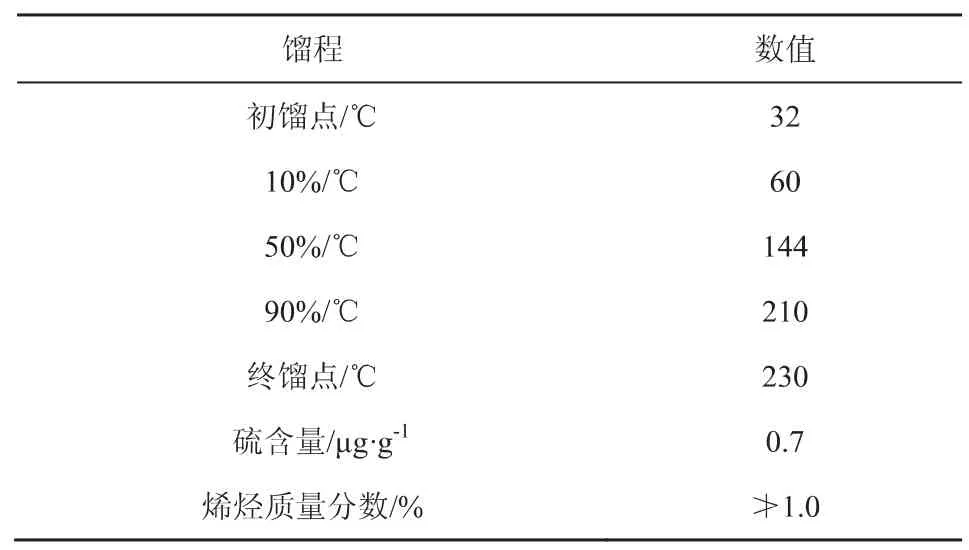
表6 焦化汽油加氢后产品主要性质
从表5、表6 可以看出,选用LH-10B 作为液化气与焦化汽油混合加氢试验的催化剂是可行的。在给定的反应条件下,液化气及焦化汽油加氢后,可达到加氢后液化气及焦化汽油中烯烃质量分数均≯1.0%的指标。
4 工业应用
大连石油化工研究院开发出的液化气与焦化汽油混合加氢技术,于2014 年10 月10 日,在中国石化某炼油厂的60 万t/a 液化气与焦化汽油混合加氢装置上进行了工业应用,成功地完成了原始性开车且一次成功。这是该技术在国内外的首次工业应用,具有首创性。到2019 年1 月初,这套加氢装置已平稳运转33 个月。工业装置实际运转结果表明,以液化气与焦化汽油为原料,通过加氢处理后液化气中烯烃质量分数≯1.0%,加氢后产物达到企业所提出的指标。
5 结论
(1)在压力(基准+1.0)MPa~(基准+3.0)MPa,体积空速(基准+0.5)~(基准+3.0)h-1,氢油比(基准+100)~(基准+300),入口温度(基准+50)℃~(基准+250)℃的条件下,加氢后液化气与焦化汽油中烯烃含量均≯1.0%,加氢后产物可以达到企业所提出的指标。
(2)液化气与焦化汽油混合加氢技术已在国内进行了首次工业应用,其各项技术指标居国内领先水平。
(3)液化气与焦化汽油混合加氢技术是成功的。该项技术的开发成功,为企业搞好液化气的综合利用,提高装置运行的经济性,提供了一条有效的选择途径。