响应面法优化餐厨垃圾和牛粪混合两相厌氧发酵酸化条件
2019-08-26刘金力洪秀杰毕少杰杨宏志王彦杰
刘金力,洪秀杰,白 岩,毕少杰,杨宏志,王彦杰*
(1.黑龙江八一农垦大学生命科学技术学院寒区环境微生物与农业废弃物资源化利用重点实验室,黑龙江 大庆 163411;2.大庆市农业技术推广中心,黑龙江 大庆 163411;3.黑龙江八一农垦大学食品学院,黑龙江 大庆 163319)
牛粪是常用的厌氧发酵原料,虽然其在厌氧发酵过程中产气稳定、对外界的环境缓冲能力强,但在单独的牛粪厌氧发酵体系中,微量元素和营养物质是有限的,难以为微生物生长活动提供均衡的营养[1],并且牛粪单独厌氧发酵周期长,这也限制了它的实际应用。餐厨垃圾的油脂、有机质和易降解的碳水化合物含量高,营养元素不均衡,其在厌氧发酵过程中易酸化。因此对牛粪和餐厨垃圾进行混合发酵以使其能够稳定高效地产气。
混合厌氧发酵技术是将两种及以上的有机原料进行同步消化,可以克服单一原料厌氧发酵的不足,增加甲烷产量,均衡体系中的营养成分,调节含水率[2]。一般认为,适宜厌氧微生物生长的C/N在20左右[3],牛粪C/N高于此值,并且缓冲pH能力强,而餐厨垃圾的C/N较低。已有研究将餐厨垃圾与牛粪进行混合厌氧发酵,发酵系统的缓冲能力得到增强,稳定性得到提高,取得了良好的产气效果[4-5]。厌氧发酵主要分为4个阶段:水解阶段、酸化阶段、产氢产乙酸阶段和产甲烷阶段。在牛粪和餐厨垃圾混合厌氧发酵过程中水解酸化是厌氧发酵产沼气的限速步骤[6-8]。酸化处理过程中温度的改变,将影响系统中微生物的生长和代谢,改变酸化产物组成和含量,导致甲烷产量的差异[9-10];时间的长短,影响着料液中VFAs的积累量和组成[11]。在单相厌氧消化系统中上述4个阶段反应同在一个反应器进行,而相对于传统单相厌氧消化,两相厌氧消化反应系统能为产酸相中产酸菌和产甲烷相中产甲烷菌提供其各自所需要的最佳生长条件。
响应面法可以在特定区间内寻求最优工艺参数和响应值,已广泛应用于培养条件和工艺条件的优化[12-13]。本试验以餐厨垃圾和牛粪为混合原料,研究酸化处理条件对两相厌氧发酵产甲烷的影响,在单因素试验的基础上,选取酸化时间、酸化浓度和酸化温度3个因素,利用中心组合设计试验,运用响应面分析法优化酸化处理条件,以期提高餐厨垃圾和牛粪混合物的甲烷产量,为其工程应用提供技术支持。
1 材料与方法
1.1 试验材料
试验原料为牛粪和餐厨垃圾的混合物,牛粪和餐厨垃圾的比值为2∶1,其比值为挥发性固体干质量比。供试餐厨垃圾取自黑龙江八一农垦大学单位食堂,主要包括米饭、面食、蔬菜、肉类等学校食堂就餐后的剩余物,取回后用JJ-2B粉碎机(金坛市盛威试验仪器厂)机械打浆2 min。牛粪取自黑龙江省肇东市宋站镇奶牛养殖场新鲜牛粪。原料收集后均在-20℃条件下保存,使用前在4℃条件下解冻24 h。本实验室采用半连续发酵的方式通过添加餐厨垃圾驯化牛粪料液,将产气与pH稳定的料液经自然沉降,所得的上清液作为接种物[14]。餐厨垃圾和牛粪的主要特性见表1。
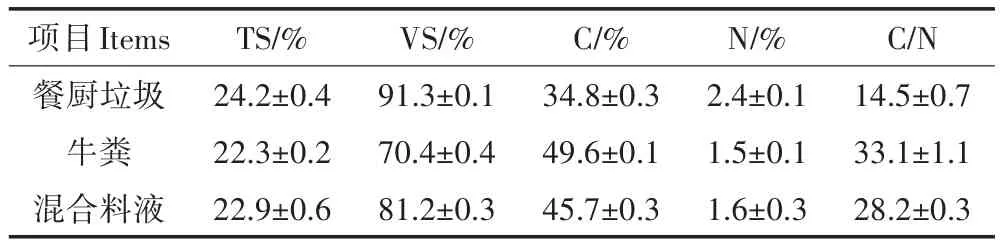
表1 餐厨垃圾和牛粪的特性Table 1 The characteristics of food waste and dairy manure
1.2 试验装置
试验采用的酸化装置为1 L的螺口瓶,搅拌前安装搅拌器进行搅拌(图1)。发酵装置(图2)为拆除搅拌装置后的酸化装置,用硅胶塞密封,料液的装量为0.8 L。瓶塞上设有取样口和集气口,用1 L的铝箔集气袋收集产生的沼气。

图1 酸化装置Figure 1 Acidification apparatus

图2 发酵装置Figure 2 Fermentation apparatus
1.3 单因素试验设计
试验采用批式厌氧消化方法,每个处理4次重复。将混合料液添加到酸化装置中,经酸化预处理后,添加接种物240 mL,稀释料液的浓度至6%,后通入氮气5 min,使其形成厌氧环境。在35℃条件下厌氧发酵30 d。通过测定产气量和甲烷含量,计算甲烷产率,确定最佳的酸化条件。
在料液浓度为12%、搅拌转速为100 r·min-1(2 min·次-1)条件下,分别设定搅拌频率为0、1、2、3、4次·d-1,35℃条件下酸化处理12 h后,稀释料液浓度至6%,厌氧发酵30 d,测定甲烷产率,确定最佳的酸化搅拌频率。
在料液浓度为12%、搅拌频率为4次·d-1(2 min·次-1)条件下,分别设定搅拌速率为 0、50、100、150、200 r·min-1,35 ℃条件下酸化处理12 h,稀释料液浓度至6%,厌氧发酵30 d,测定甲烷产率,确定最佳的酸化搅拌速率。
在料液浓度为12%、搅拌频率为4次·d-1(2 min·次-1、100 r·min-1)条件下,分别设定酸化温度为15、25、35、45、55 ℃,酸化处理12 h后,稀释料液浓度至6%,厌氧发酵30 d,测定甲烷产率,确定最佳的酸化温度。
设定料液浓度为8%、10%、12%、14%和16%,在搅拌频率为4次·d-1(2 min·次-1、100 r·min-1),35℃条件下酸化处理12 h后,稀释料液浓度至6%,厌氧发酵30 d,测定甲烷产率,确定最佳的酸化浓度。
在料液浓度为12%、搅拌转速为4次·d-1(2 min·次-1、100 r·min-1)条件下,分别设定酸化时间为0、4、8、12、16、20、24 h,35 ℃条件下进行酸化处理后,稀释料液浓度至6%,厌氧发酵30 d,测定甲烷产率,确定最佳的酸化时间。
1.4 响应面最优试验设计
根据Box-Behnken的中心组合试验设计原理,综合单因素试验结果,选取酸化温度、酸化浓度、酸化时间3个因素,采用3因素3水平的响应面分析方法设计试验。试验因素与水平设计见表2。
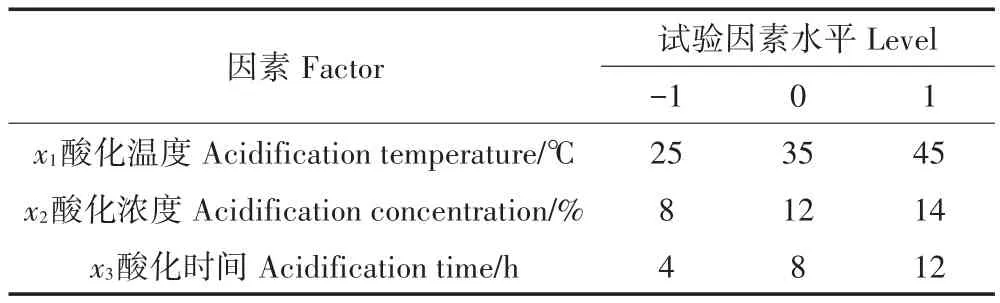
表2 响应面试验因素水平及编码Table 2 Code and level for testing factors of response surface experiments
1.5 酸化处理对厌氧发酵的影响
采用响应面分析法优化出最佳酸化处理条件,将混合原料装入图1的酸化装置中进行最佳酸化条件预处理,然后在35℃条件下,置于图2发酵装置中厌氧发酵30 d,测定产气率、甲烷总产量、甲烷含量和VS去除率。未酸化组直接置于图2中的厌氧发酵瓶中进行单相厌氧发酵。以未酸化处理直接厌氧发酵的处理作对照,进行产气率、甲烷总产量、甲烷含量和VS去除率数据的比较。
1.6 测定方法
TS和VS采用文献[15]中的标准方法测定。餐厨垃圾和牛粪的总氮和总碳采用multi N/C 3100总有机碳/总氮分析仪(Analytik Jena公司)测定(以干质量计),通过计算总碳与总氮的值求得C/N。将集气袋中的气体采用排水法测定产气量,采用GA2000便携式沼气分析仪(Geotech公司)测定甲烷含量。
1.7 统计分析
采用Design Expert 7.1.3软件的中心组合试验设计和响应面分析模块对重要因素的水平进行优化,通过响应面回归过程(RSREG)进行数据分析,建立酸化条件对甲烷总产量的二次回归模型。采用DPS 7.05软件进行数据分析。采用Origin 8.0软件作图。
2 结果与分析
2.1 单因素试验结果
通过单因素方差分析(One way ANOVA,Turkey法)发现,搅拌频率显著影响了混合原料厌氧发酵的产甲烷率,但搅拌频率超过2次·d-1的各处理之间无显著差异(P>0.05,图3A)。搅拌频率为3次·d-1时,产甲烷率达到最高值276.5 mL·g-1VS。图3B显示,搅拌速率对混合原料的产甲烷率有显著影响,但搅拌速率超过50 r·min-1的处理之间无显著差异(P>0.05),产甲烷率稳定在263.5~275.6 mL·g-1VS。综合减少能耗和获得最高甲烷产量的考虑,最佳的搅拌条件为3次·d-(12 min·次-1,50 r·min-1)。
图3C显示,酸化温度显著影响了混合原料的产甲烷率,最佳的酸化温度为35℃,产甲烷率达到最高值273.8 mL·g-1VS。
从图3D可以发现,酸化浓度为10%和12%时的产甲烷率显著高于其他浓度处理(P<0.05),分别为274.4 mL·g-1VS和275.9 mL·g-1VS。较高的酸化浓度可以提高原料的处理效率,因此,最佳的酸化浓度为12%。
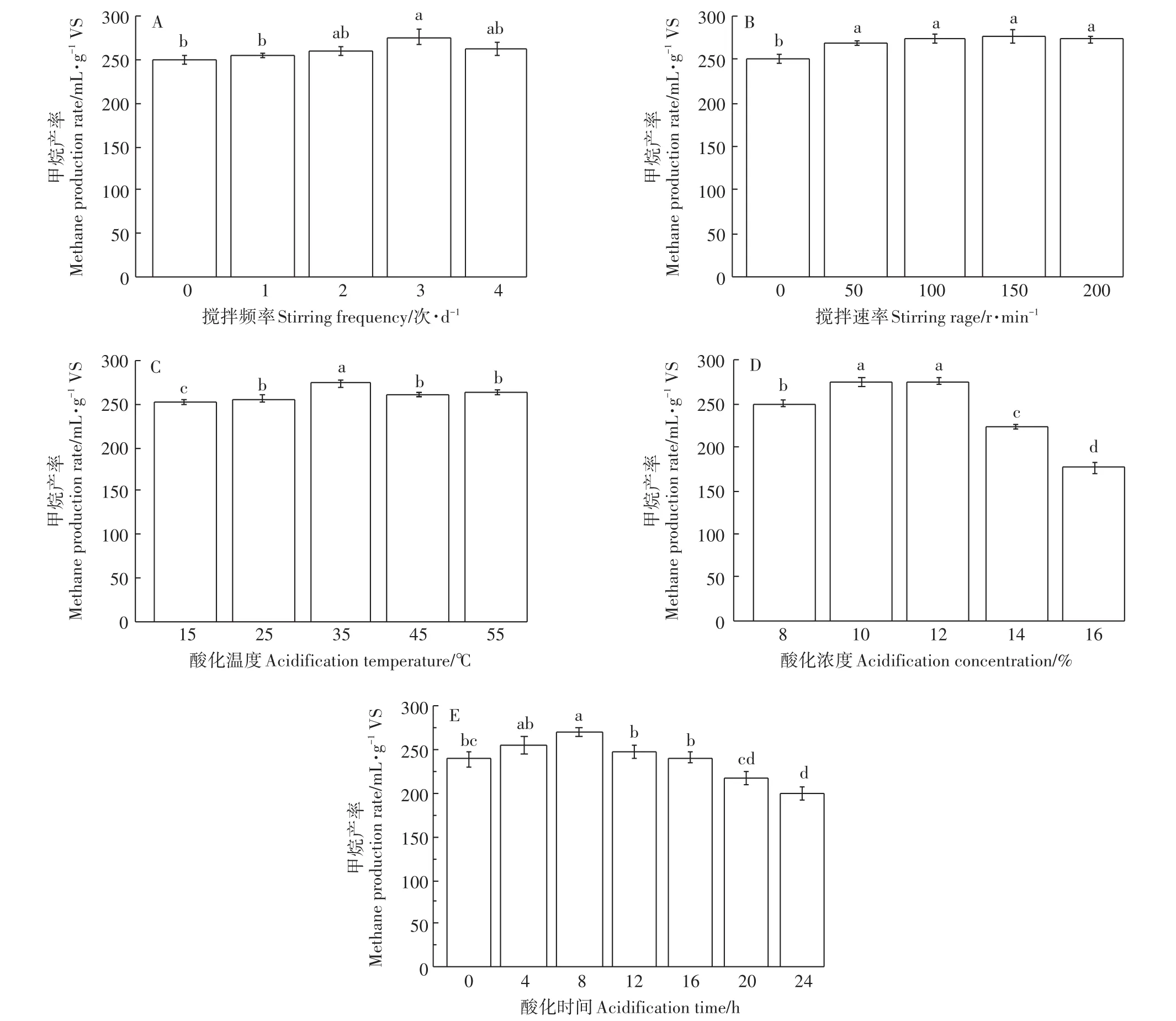
图3 搅拌频率(A)、搅拌速率(B)、酸化温度(C)、酸化浓度(D)和酸化时间(E)对甲烷产率的影响Figure 3 Effect of(A)stirring frequency,(B)stirring rate,(C)acidification temperature,(D)acidification concentration and(E)acidification time on methane yield of mixed materials of food waste and manure
随着酸化时间的延长,pH先降低再升高,当酸化时间超过一定范围,挥发性脂肪酸(VFAs)被嗜酸菌大量消耗,不利于后续产甲烷过程的进行。图3E显示,酸化时间显著影响了混合原料的产甲烷率,酸化时间为8 h时,获得最高的产甲烷率271.3 mL·g-1VS。
2.2 响应面分析试验
在单因素试验的基础上,选取酸化温度(x1)、酸化浓度(x2)和酸化时间(x3)3个因素,试验设计与结果见表3。
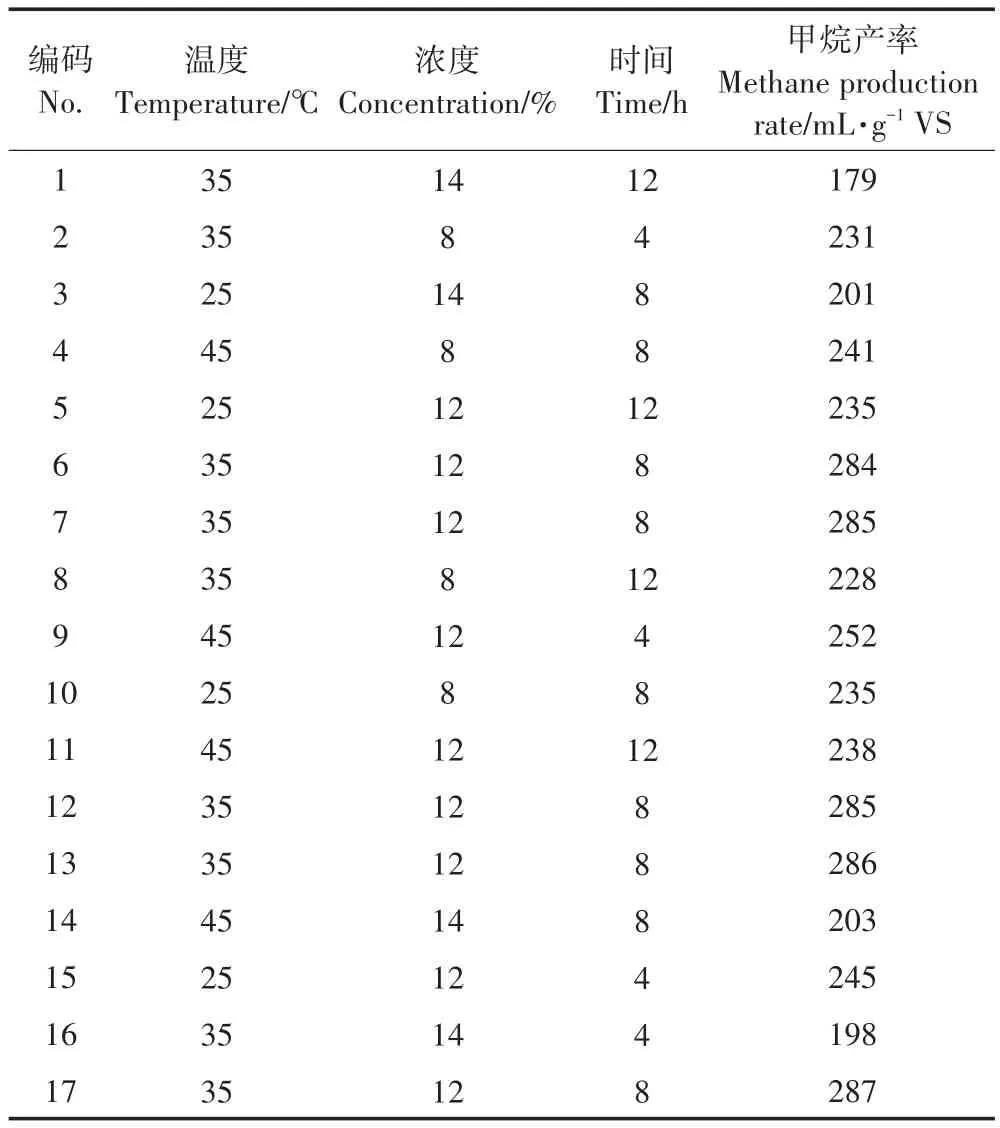
表3 酸化条件下混合发酵甲烷产率的中心组合试验设计与结果Table 3 Central composite design and results of experimental of methane production rate of anaerobic co-digestion of food waste and manure under acidification conditions
方差分析和酸化处理各因素的显著性比较结果见表4。利用Design-Expert软件对所得试验数据进行多元回归拟合,得到以甲烷产率为目标函数的二次多项回归模型:

通过方差分析(表4)可知,模型的F=792.428 3>F0.001,P<0.001,R2=0.999 6,表明回归模型极显著;失拟项P=0.130 8>0.05,差异不显著,说明该模型能够反映响应值变化,试验误差小,可以用此模型对产甲烷率进行分析和预测。模型的一次项和二次项及x2和x3交互项的影响均为极显著。
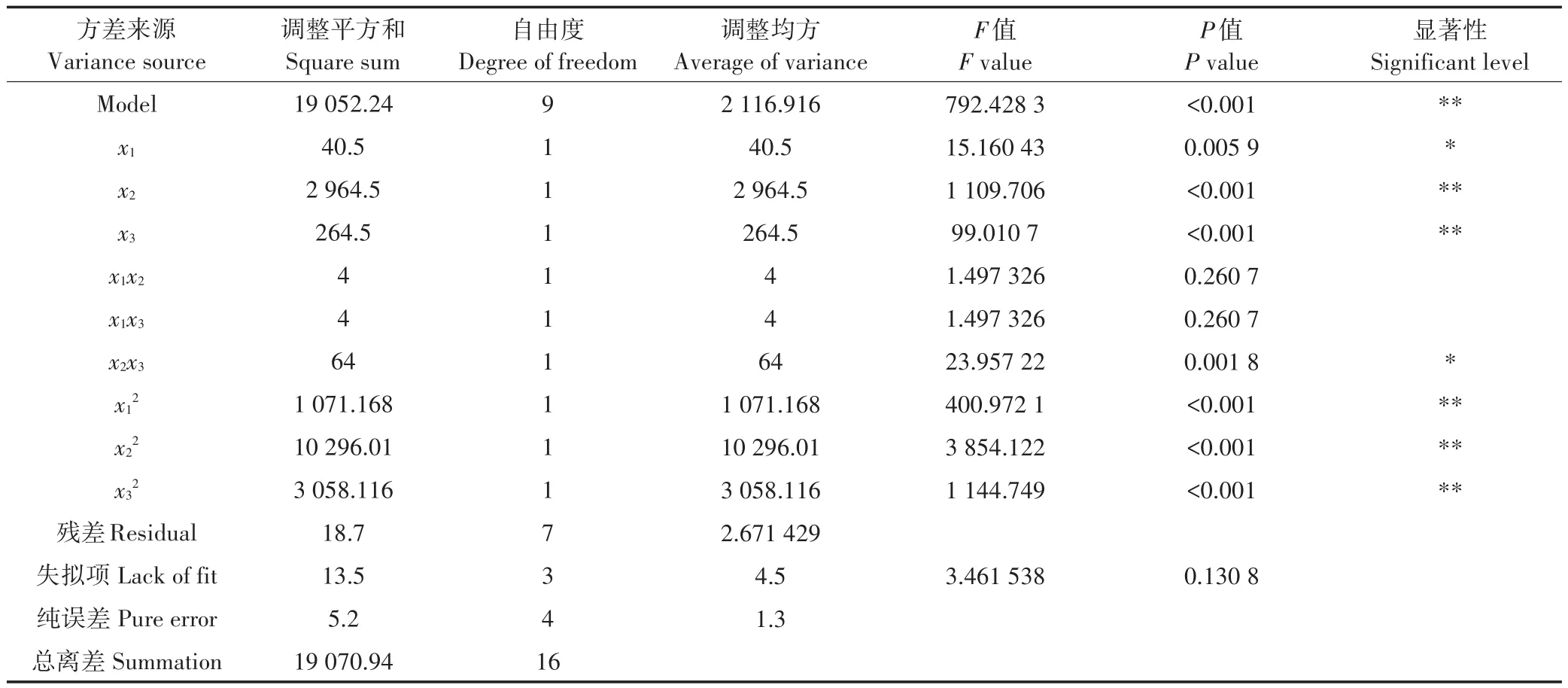
表4 酸化处理后餐厨垃圾和牛粪混合厌氧发酵产甲烷率的回归方差分析结果Table 4 Variance analysis results of regression model of methane production of methane production rate of anaerobic co-digestion of food waste and manure under acidification conditions
图4、图5、图6是酸化温度、酸化浓度和酸化时间分别为35℃、12%和8 h的条件下,所得交互项的响应面图。可以看出,酸化温度(x1)、酸化浓度(x2)和酸化时间(x3)3个因素与产甲烷率(Y)呈抛物线关系。3个响应曲面均为开口向下的凸形曲面,且在所选范围内存在响应值的极高值,即响应面的最高点。
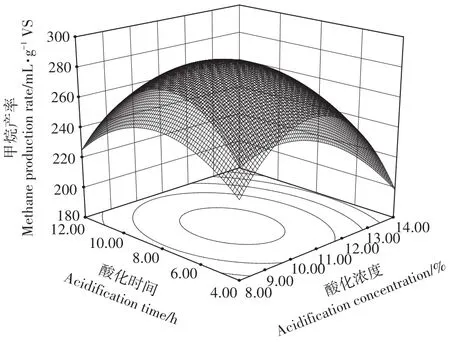
图4 Y=f(35,x2,x3)响应曲面图Figure 4 Y=f(35,x2,x3)Response of factor interaction
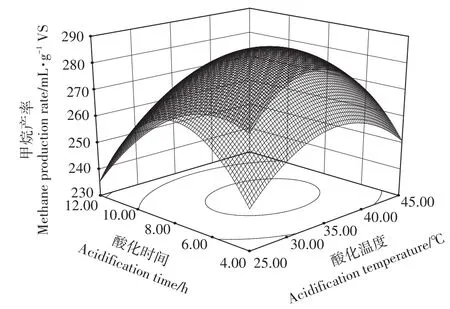
图5 Y=f(x1,12,x3)响应曲面图Figure 5 Y=f(x1,12,x3)Response of factor interaction
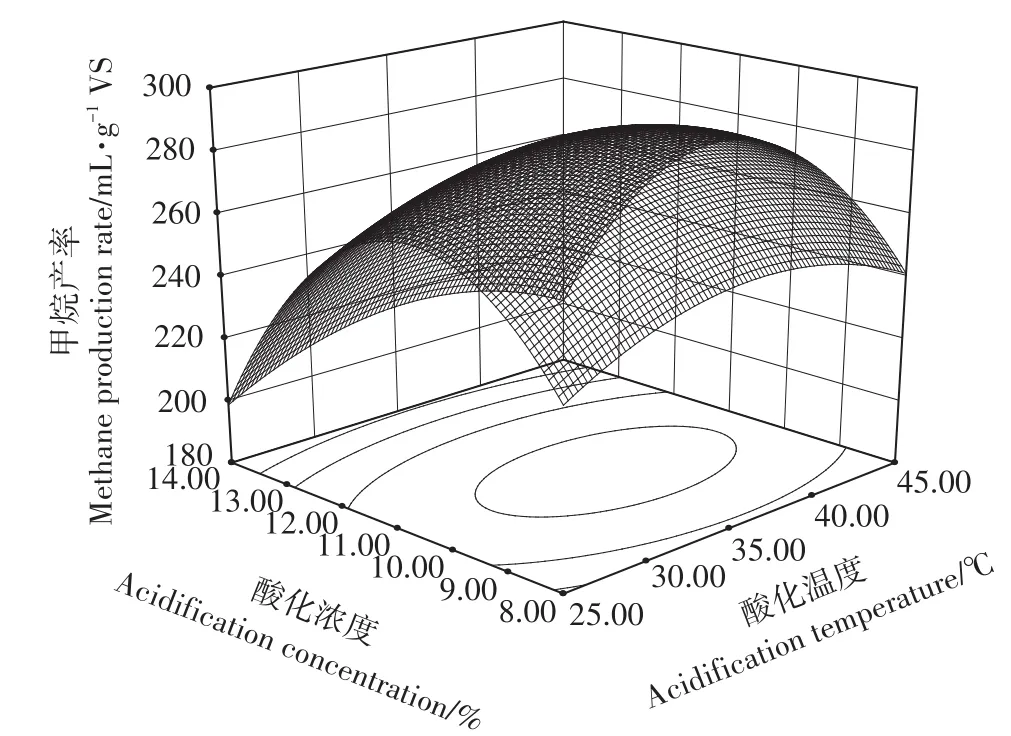
图6 Y=f(x1,x2,8)响应曲面图Figure 6 Y=f(x1,x2,8)Response of factor interaction
图4和图6表明,随着酸化浓度的增加,产甲烷率先升高,在酸化浓度为11%左右达到最高值,随着酸化浓度的继续提升,产甲烷率迅速下降至200 mL·g-1VS;图4和图5表明,随着酸化时间的延长,产甲烷率也呈先升高再降低的趋势,酸化处理8 h,厌氧发酵产甲烷率最高;图5和图6表明,随着酸化温度的增加,产甲烷率先升高再降低,在酸化温度为35℃左右时达到最高值。综上所述,酸化温度、酸化浓度和酸化时间对厌氧发酵产甲烷率均呈显著性影响。
2.3 验证试验
由Design-Expert 8.0软件进行系统分析,预测出影响混合厌氧发酵甲烷产率的最佳酸化处理条件为:酸化温度35.80℃、酸化浓度10.42%和酸化时间7.62 h,预测值为287.60 mL·g-1VS。结合实际操作过程中的局限性,最终确定修正后的最佳酸化处理条件为:酸化温度35.8℃、酸化浓度10.4%和酸化时间7.6 h,此时预测值为287.31 mL·g-1VS。
为了验证模型的可靠性和准确性,在最佳酸化处理条件下进行验证试验,混合原料的产甲烷率为287.6 mL·g-1VS,预测值与试验值的相对偏差为1.14%,小于5%,响应面分析法可以较好地预测实际的甲烷产率。因此,利用响应面分析法进行餐厨垃圾和牛粪混合厌氧发酵酸化处理条件优化是可靠的。
2.4 酸化处理对厌氧发酵的影响
为验证酸化处理厌氧发酵的影响,将混合原料用自来水稀释到指定浓度后直接进行酸化,酸化过程中不添加接种物。酸化处理后,添加接种物240 mL,并用自来水调节发酵浓度至6%进行厌氧发酵。通过比较经最佳酸化条件处理的两相厌氧发酵及未酸化直接发酵的发酵效果,发现两相厌氧发酵的产气率、甲烷产率、甲烷含量和VS去除率比单相厌氧均有提高,分别提高了9.4%、17.9%、7.1%和23.6%(表5)。
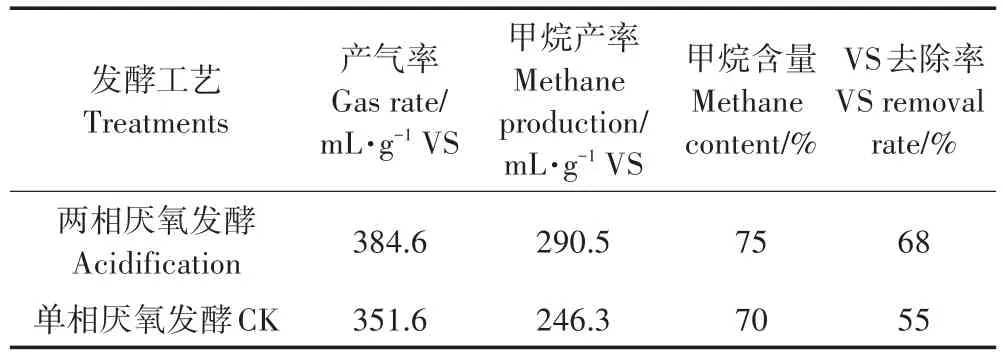
表5 两相厌氧发酵与单相厌氧发酵主要参数比较Table 5 Comparison of main parameters of anaerobic co-digestion of food waste and manure between with acidification and CK
3 讨论
混合原料两相厌氧发酵研究需要建立最佳的酸化条件和产甲烷条件[16-17],水解和酸化过程是两相厌氧工艺中的限速步骤,水解条件的优化对提高两相厌氧发酵效率至关重要[18],本研究对酸化条件进行了优化并得到了最佳的酸化条件,对产甲烷条件的优化还需进一步试验研究。
依据模型的系数估计值x1=792.4、x2=15.1和x3=1 109.7,得到影响因子的主效应主次顺序为酸化时间(x3)>酸化温度(x1)>酸化浓度(x2)。
搅拌可使料液均匀分布,促进热传递,利于微生物和原料的接触,促进原料水解酸化,为产甲烷相提供充足的底物[19]。合适的搅拌能够提升厌氧消化的潜力,在生产中搅拌频率和搅拌速度的具体数值选择上,还需考虑经济成本等多方面原因[20-22],本试验得出的数值可作为一个参考指标。此外,在酸化处理混合原料时,酸化装置没有密封,间断性的搅拌提高了物料中的溶氧量,可能使体系中的兼性厌氧菌得到快速增长,进而加快了水解酸化的进程,对其具体影响还需进一步分析。目前主流的评价标准是以VFAs为评价指标,但在两相厌氧发酵中的效果存在一定缺陷[23]。一般认为酸化过程中产生的VFAs越多,产甲烷量越高[13],但是不同的VFAs组成对产甲烷的贡献不同,如丙酸的累积甚至会抑制产甲烷过程的进行[24]。因此,仅将VFAs作为考察有机物质水解酸化效果的指标存在一定的缺陷。本试验主要目的是为在实际生产中获得更高的沼气产气量,因此,以产甲烷量为指标,考察了不同酸化条件对混合原料厌氧发酵的影响,确定了最佳的酸化工艺。采用本研究优化的酸化处理条件,混合原料两相发酵工艺的产气率、产甲烷率、甲烷含量和VS去除率均高于未经酸化处理的单相厌氧发酵工艺,这与刘爽[25]的研究结果基本一致。
将厌氧发酵过程中产酸相和产甲烷相分离,是优化了两者的各自功能,还是阻碍了两者的协同关系,尚不明确。但目前越来越多的研究表明,与传统的单相厌氧发酵技术相比,两相厌氧发酵工艺在处理高浓度有机废弃物时更具优势[26-27]。水解酸化过程是厌氧工艺中的限速步骤,优化水解酸化条件对提高两相厌氧发酵效率具有重要意义[28]。
4 结论
(1)酸化时间、酸化温度和酸化浓度3个因素均能显著影响甲烷产率,其对甲烷产率影响的大小为酸化时间>酸化温度>酸化浓度。最佳的产气条件为:浓度10.4%、温度35.8℃、处理时间7.6 h。
(2)最佳酸化条件处理的两相厌氧发酵与未处理单相厌氧发酵相比其产气率、甲烷产率、甲烷含量和VS去除率分别提高了9.4%、17.9%、7.1%和23.6%。
(3)通过差异显著性和产气量分析得到最适搅拌频率和搅拌速率分别为3次·d-1(2 min·次-1)和50 r·min-1。
